Werkzeugmaschine
Werkzeugmaschinen sind Maschinen zur Fertigung von Werkstücken mit Werkzeugen, deren Bewegung zueinander durch die Maschine vorgegeben wird.[1] Zu den wichtigsten Vertretern zählen Dreh- und Fräsmaschinen, Erodiermaschinen sowie mechanische Pressen und Maschinenhämmer zum Schmieden.

Zu ihrer Einteilung gibt es die Normen DIN 8580 ff (Verfahren) und DIN 69 651 Teil 1 (Metallbearbeitung), die inhaltlich aufeinander Bezug nehmen. Werkzeugmaschinen zählen zu den Arbeitsmaschinen und zusammen mit den Werkzeugen, Vorrichtungen, Messmitteln und Prüfmitteln zu den Betriebsmitteln. Wegen ihrer Vielfalt werden sie nach verschiedenen Kriterien eingeteilt: nach dem zugrunde liegenden Fertigungsverfahren in umformende und trennende (im Wesentlichen: zerteilende, spanende und abtragende) sowie fügende Maschinen; nach aufsteigendem Automatisierungsgrad in konventionelle Maschinen, Automaten, CNC-Maschinen, Bearbeitungszentren, flexible Fertigungszellen, flexible Fertigungssysteme, flexible Transferstraßen und konventionelle Transferstraßen.
Moderne Werkzeugmaschinen sind meist modular aufgebaut. Zu den wichtigsten Baugruppen zählen das Gestell, der Antrieb, die Führungen und die Steuerung. Als weitere Baugruppen gibt es Fundamente, Werkzeugspeicher und -wechsler, Werkzeugaufnahmen, Werkstückwechsler, Messsysteme sowie Ver- und Entsorgungseinrichtungen.
Vorläufer der Werkzeugmaschinen gab es möglicherweise schon in der Steinzeit, die ersten Werkzeugmaschinen im modernen Sinne entstanden aber erst zu Beginn der industriellen Revolution in England und breiteten sich recht schnell in allen Industriestaaten aus. Zunächst wurden mehrere Maschinen von einer einzelnen Dampfmaschine angetrieben, ab etwa 1900 bekam jede Maschine einen eigenen elektrischen Antrieb. Seit Mitte des 20. Jahrhunderts ist ihre Weiterentwicklung vor allem durch Automatisierung und Flexibilisierung geprägt.
Definitionen
Es existieren mehrere Definitionen für Werkzeugmaschinen. Sie bieten aber nur einen mehr oder weniger groben Anhaltspunkt, welche Maschinen zu den Werkzeugmaschinen gehören. Vor allem urformende oder fügende Maschinen werden nur teilweise dazugezählt.
Definition nach Otto Kienzle
Eine häufig herangezogene Definition für Werkzeugmaschinen stammt von dem Ingenieur und Hochschullehrer Otto Kienzle, von dem auch die Einteilung der Fertigungsverfahren nach DIN 8580 stammt. Nach seinem Tod 1969 wurde sie erweitert, um den Stand der Technik besser abzubilden.
- Eine Werkzeugmaschine ist eine Arbeitsmaschine, die ein Werkzeug am Werkstück unter gegenseitiger bestimmter Führung zur Wirkung bringt. (Kienzle) Sie übernimmt die Werkzeug- und Werkstückhandhabung und das Aufnehmen, Verarbeiten und Rückführen von Informationen über den Fertigungsvorgang. (Erweiterung)[2]
Diese knappe Definition grenzt Werkzeugmaschinen gegenüber einer Vielzahl ähnlicher Maschinen ab:[3]
- Durch die Bezeichnung Arbeitsmaschine werden alle Kraftmaschinen ausgeschlossen, die der „Erzeugung“ oder Umwandlung von Energie dienen wie Generatoren, Motoren oder Getriebe.
- Werkzeugmaschinen dienen der Herstellung und Bearbeitung von Werkstücken. Dieser Teil der Definition dient als Abgrenzung zu verfahrenstechnischen Maschinen, die Fließgüter produzieren, und gegenüber vielen anderen Arten von Maschinen wie Buchbinde- oder Brotschneidemaschinen.
- Werkzeugmaschinen verwenden Werkzeuge. Dabei kann es sich um Bohrer, Fräswerkzeuge und Meißel handeln, um Wasser-, Laser- und Elektronenstrahlen oder um die Flamme eines Brenners. Sie wenden dabei alle möglichen Fertigungsverfahren an.
- Werkstück und Werkzeug müssen durch die Werkzeugmaschine gegenseitig bestimmt geführt werden. Die Lage von Werkzeug und Werkstück zueinander sowie ihre Bewegungen werden also durch die Maschine bestimmt und nicht durch den Menschen. Dies dient als Abgrenzung gegenüber motorisch angetriebenen, aber per Hand geführten Werkzeugen wie Bohrschraubern, Stichsägen oder Winkelschleifern („Flex“).
Definition nach DIN 69 651
In der DIN 69 651 werden Werkzeugmaschinen definiert als mechanisierte und mehr oder weniger automatisierte Fertigungseinrichtung, die durch relative Bewegung zwischen Werkstück und Werkzeug eine vorgegebene Form am Werkstück oder eine Veränderung einer vorgegebenen Form an einem Werkstück erzeugt.[4]
Geschichte

Frühe Vorläufer
Aufgrund der sauber gebohrten Löcher in steinzeitlichen Steinäxten wurde seit der Gründerzeit darüber spekuliert, dass es vor 6000 Jahren sogenannte Fidelbohrmaschinen gegeben haben könnte, bei denen die Sehne eines Bogens um den Bohrer geschlungen wird, der in ein Gestell eingespannt ist. Durch Hin- und Herbewegen des Bogens kann man den Bohrer in alternierende Drehungen versetzen. Eine solche Vorrichtung würde schon alle Merkmale einer Werkzeugmaschine erfüllen. Archäologische Nachweise fehlen jedoch, sodass es möglich ist, dass diese nachgebauten Bohrmaschinen den im 19. Jahrhundert gängigen Werkzeugmaschinen nachempfunden sind.
In der Antike kamen erste Drehbänke sowie Schleif- und Bohrmaschinen auf, die durch Wasserkraft oder durch Tiere im Göpel angetrieben wurden. Das Werkzeug wurde hier allerdings noch per Hand geführt. In der Renaissance entwickelte Leonardo da Vinci Maschinen zur Herstellung verschiedener Werkstücke. Darunter waren Bohrmaschinen, Feilenhaumaschinen, Maschinen zum Gewindeschneiden oder Zylinderschleifen. 1771 wurde die erste Kopierdrehmaschine entwickelt, deren Werkzeug schon von der Maschine selbst entlang einer definierten Bahn geführt wurde.[5]
Während der industriellen Revolution

Werkzeugmaschinen waren Voraussetzung für die Herstellung leistungsfähiger Dampfmaschinen. In der Folge diente die Dampfmaschine als Antrieb für zahlreiche Werkzeugmaschinen in den neu entstehenden Fabriken. Die atmosphärische Kolbendampfmaschine wurde bereits 1712 von Thomas Newcomen erfunden. Beim Bau der benötigten Zylinder von etwa einem Meter Durchmesser und zwei Metern Länge stieß man jedoch an die Grenzen der damaligen Maschinen: Eine Maßabweichung von zwei Zentimetern galt als gutes Ergebnis. 1775 gelang John Wilkinson der Bau einer Horizontal-Bohrmaschine, die zuverlässig eine Abweichung von wenigen Millimetern einhalten konnte. Durch Bohrung von Zylindern in Eisen ermöglichte sie den Bau von Dampfmaschinen nach der von James Watt erdachten Konstruktion, die einen wesentlich höheren Wirkungsgrad aufwies.
Wegen einer anhaltenden Nachfrage nach Maschinen, zunächst im Textilgewerbe, später auch in vielen anderen Bereichen, breitete sich die Dampfmaschine schnell aus. Die damit verbundenen technischen und gesellschaftlichen Umwälzungen werden als erste industrielle Revolution bezeichnet. Entscheidend für den Einsatz von Werkzeugmaschinen statt der bisher üblichen Handarbeit war die Forderung nach hoher Genauigkeit. Von einer zentralen Dampfmaschine aus führten Transmissionswellen durch die Maschinenhallen. Von dort wurde die Energie über Lederriemen zu den einzelnen Maschinen weitergeleitet. Im Laufe der Industriellen Revolution kam es zu Weiterentwicklungen auf vielen Gebieten der Produktionstechnik, die sich gegenseitig befruchteten und vorantrieben. Durch die Verwendung von Steinkohle statt Holzkohle wurde es möglich, Gussstahl herzustellen, der bald für Werkzeuge und Gestelle von Werkzeugmaschinen verwendet wurde, die dadurch genauer wurden. Durch den vermehrten Einsatz von Eisen als Werkstoff stieg wiederum die Nachfrage nach Werkzeugmaschinen.[6]
Entwicklung wichtiger Maschinentypen
Als besonders wichtig für die industrielle Produktion erwies sich die Drehmaschine. Sie wurde von dem Briten Henry Maudslay entscheidend verbessert. Er baute die erste Drehmaschine mit einem Werkzeughalter, der über Kurbeln bewegt werden konnte (Support mit Vorschub). Vorher wurden die Werkzeuge noch per Hand geführt, sodass das Arbeitsergebnis stark von der Geschicklichkeit und Erfahrung des Arbeiters abhing. Durch die Entwicklung Maudslays wurden die Maschinen genauer, hatten eine höhere Arbeitsleistung, waren weniger anstrengend zu bedienen, und zu ihrer Bedienung war weniger Vorbildung nötig. Vor allem letzteres war entscheidend für die schnelle Ausbreitung der neuen Technologie, da erfahrene Dreher so selten waren, dass es in England zu einem Auswanderungsverbot für sie kam. Maudslay erfand auch eine Drehmaschine zur Herstellung von Schrauben und Gewinden. Zuvor wurden sie per Hand gefertigt, was zur Folge hatte, dass jedes Gewinde individuell war. Durch die erhöhte Genauigkeit der Maschinen wurde es erstmals möglich, Schrauben so genau herzustellen, dass sie untereinander austauschbar waren.
Weitere Verbesserungen stammen von den beiden Schülern Maudslays Richard Roberts und James Fox sowie Joseph Whitworth. Für eine schnellere Bearbeitung wurden Maschinen mit mehreren Werkzeugen entwickelt, die gleichzeitig im Einsatz waren. 1845 baute der Amerikaner John Fitch aus Connecticut die erste Revolverdrehmaschine, bei der sich mehrere Werkzeuge in einem Revolver befinden und sich somit schnell wechseln lassen. Gegen Ende des 18. Jahrhunderts wurden in Amerika die ersten mechanisch gesteuerten Drehautomaten gebaut.
Zwischen 1800 und 1840 wurden die Säulen- und Ständerbohrmaschinen von Whitworth und William Fairbairn entwickelt. Auf der Pariser Weltausstellung 1867 wurde erstmals der Spiralbohrer gezeigt. Es dauerte allerdings wegen des hohen Preises trotz großer Vorteile bis 1890, bis er sich gegen den Spitzbohrer durchsetzen konnte.
Erste Konstruktionen für Hobelmaschinen stammen noch von Maudslay, sein Schüler Roberts baute die erste Variante mit mechanischem Vorschub. Die erste amerikanische Hobelmaschine wurde 1833 von Gay Silver & Co angeboten. Johann von Zimmermann, einer der Begründer des deutschen Werkzeugmaschinenbaus (er errichtete die erste Werkzeugmaschinenfabrik auf dem Kontinent), erhielt eine Auszeichnung auf der Weltausstellung London 1862 für seine Hobelmaschine.
Das erste Fräswerkzeug wird Jacques Vancanson nachgesagt, die älteste noch erhaltene Fräsmaschine stammt von dem Amerikaner Eli Whitney aus Connecticut, der sie in der Waffenproduktion einsetzte. Von dem Amerikaner Joseph Brown stammt die erste automatische Universalfräsmaschine von 1860. Bis etwa 1900 waren auch Maschinen zum Fräsen von Zahnrädern technisch ausgereift.
Infolge der erhöhten Genauigkeitsansprüche, vor allem im Modell- und Waffenbau, gewann das Schleifen an Bedeutung. Die erste Schleifmaschine für die Metallbearbeitung von 1833 wird Alfred Krupp zugeschrieben. 1853 erhielten Hiram Barker und Francis Holt ein Patent für eine Maschine zum Schleifen von Messingkugeln, die für Ventile in Dampflokomotiven benötigt wurden. 1855 baute W. Muir & Co. in Manchester eine Werkzeugschleifmaschine für Messer und Klingen.
1842 konstruierte der Engländer James Nasmyth einen dampfgetriebenen Schmiedehammer. Durch den Kolben der Dampfmaschine wurde der Hammerbär (das Werkzeug) angehoben und auf das Werkstück fallen gelassen. Dadurch wurden Schmiedestücke bisher ungeahnter Größe möglich. Alfred Krupp baute einen Riesendampfhammer mit 30 Tonnen Fallgewicht, mit dem man Gussstahlblöcke von bis zu 2,5 Tonnen bearbeiten konnte. 1860 gab es erste hydraulische Schmiedehämmer. Gegen Ende des 19. Jahrhunderts wurden erste Gesenkschmiedemaschinen entwickelt.
Bis etwa 1900 war die Entwicklung der klassischen Werkzeugmaschinen und der entsprechenden Fertigungsverfahren im Wesentlichen beendet. Fast alle heute bekannten Typen waren vorhanden.[7]
Einflüsse
Die Entwicklung der Werkzeugmaschinen wurde durch gesellschaftliche, organisatorische und technische Voraussetzungen beeinflusst, andererseits ermöglichte oft erst ein bestimmter Entwicklungsstand der Maschinen diese Einflüsse.
Adam Smith zeigte durch sein berühmtes Beispiel der Stecknadelproduktion, dass durch arbeitsteilige Produktionsprozesse die Produktivität erheblich erhöht werden konnte: Ein einzelner ungelernter Arbeiter kann an einem Tag nur wenige Stecknadeln herstellen. Wird die Arbeit aufgeteilt in mehrere Handgriffe (Drahtziehen, Abzwicken, Zuspitzen etc.), so können beispielsweise fünf Arbeiter tausende von Stecknadeln an einem Tag herstellen. Für einzelne Werkstücke wie Nadeln ließ sich so eine Serien- oder Massenproduktion verwirklichen. Für die Produktion mehrteiliger Güter wie Maschinen oder Waffen musste man allerdings sicherstellen, dass die einzelnen Teile untereinander austauschbar waren. Diese Produktionsweise wird als Austauschbau bezeichnet und wurde unter anderem von Eli Whitney verwirklicht, der einen Auftrag über 10.000 Musketen in nur zwei Jahren fertigstellte. An die Werkzeugmaschinen wurden immer höhere Genauigkeitsanforderungen gestellt, andererseits ermöglichte diese Genauigkeit erst die Massenproduktion von Maschinen und Waffen.
In Amerika herrschte im 19. Jahrhundert ein Mangel an Arbeitskräften, vor allem an qualifizierten. Man war daher bestrebt, jede menschliche Arbeit so weit wie möglich durch Maschinen zu ersetzen, die möglichst einfach zu bedienen waren und möglichst schnell arbeiteten. Die Methoden der Arbeitsteilung wurden um 1900 von Frederick Winslow Taylor durch seine Wissenschaftliche Betriebsführung verfeinert. Henry Ford perfektionierte Anfang des 20. Jahrhunderts die Massenproduktion durch konsequente Anwendung der Prinzipien Taylors und die Einführung der Fließbandfertigung. Zu Lebzeiten war Taylor allerdings für eine andere Erfindung bekannt geworden: den Schnellarbeitsstahl. Mit ihm konnte die Schnittgeschwindigkeit von spanenden Werkzeugmaschinen etwa auf das Dreifache erhöht werden. Die Antriebe und Gestelle der vorhandenen Maschinen waren aber für derart hohe Leistungen nicht ausgelegt, sodass neue konstruiert werden mussten, die wegen der hohen Produktivität regen Absatz fanden.[8]
Die zweite industrielle Revolution
Gegen Ende des 19. Jahrhunderts waren die Maschinen präzise genug, um brauchbare Dampfturbinen herzustellen. Um die Jahrhundertwende wurden erste Kraftwerke zur Erzeugung elektrischer Energie in Betrieb genommen. Genutzt wurden sie zunächst vor allem für die Straßenbeleuchtung. Die Entwicklung von Verbrennungs- und Elektromotoren ermöglichte es im Laufe der zweiten industriellen Revolution, jede Maschine mit einem eigenen Antrieb auszustatten, die nun nicht mehr auf in der Nähe befindliche Dampfkessel angewiesen waren. Diese Umstellung vollzog sich in mehreren Phasen. In den Fabriken herrschte immer noch das Prinzip der Transmissionswellen vor. Beim Zu- oder Abschalten von Großmaschinen kam es bei den übrigen Maschinen zu ruckartigen Stößen, die das Arbeitsergebnis verschlechterten. Daher rüstete man zunächst die größten Maschinen mit einem eigenen Antrieb aus und betrieb die restlichen noch mehrere Jahre über Transmissionen.
In der zweiten Phase wurden die zentralen Dampfkessel durch zentrale Elektromotoren ersetzt, die nun die Transmissionswellen antrieben. Erst in der dritten Phase bekam jede Maschine einen eigenen Motor als Antrieb. Begünstigt wurde der Übergang zum Einzelantrieb durch die Entwicklung des Schnellarbeitsstahls: Um seine Potenziale ausnutzen zu können, wurden neue Maschinen benötigt. Durch den Wegfall der Transmissionen, die einen schlechten Wirkungsgrad besaßen, wurde nun deutlich weniger Energie verbraucht. Später bekamen Werkzeugmaschinen für jede Vorschubachse einen eigenen Motor. Zeitgleich wurden die Maschinen immer stärker automatisiert, zunächst durch Weiterentwicklung der mechanischen Steuerungen, später mit einfachen elektrischen Steuerungen oder Lochkarten. Führend waren in dieser Entwicklung vor allem die USA und Japan.
Wissenschaftliche Erforschung
Erste technische und naturwissenschaftliche Schulen und Akademien wurden im Laufe des 18. Jahrhunderts gegründet. Gegen Ende des Jahrhunderts wurde die erste Schule eines neuen Typs eröffnet: die Polytechnische Schule in Paris. Nach ihrem Vorbild entstanden in Frankreich und im deutschsprachigen Raum viele weitere Schulen, die im Laufe des 19. Jahrhunderts zu technischen Hochschulen aufgewertet wurden. In der ersten Hälfte des Jahrhunderts konzentrierte man sich noch auf die sogenannte „Mechanische Technologie“, einen Vorläufer der heutigen Fertigungstechnik. Karl Karmarsch, Direktor der polytechnischen Schule und späteren Universität in Hannover, verfasste ein Buch über das „System der Mechanischen Technologie“ und legte eine in Forschung und Lehre bedeutende Werkzeugsammlung an. Sein Nachfolger Hermann Fischer gab 1900 ein Buch über Werkzeugmaschinenkunde heraus, in dem er vorhandene Maschinen klassifizierte und beschrieb, aber auch auf die Bedienung und die Bedeutung der Haupt- und Nebenzeiten einging.
Das Gebiet der Produktionstechnik bildete damals noch eine Einheit: Erforscht wurden schwerpunktmäßig die Fertigungsverfahren, aber auch Werkzeugmaschinen, sonstige Maschinen wie Bergbau- oder Textilmaschinen, Rechnungswesen (für die Ermittlung der Selbstkosten) und das Planen und Betreiben von Fabriken. Zu Beginn des 20. Jahrhunderts wurden erste Lehrstühle gegründet, die sich nur noch mit Werkzeugmaschinen beschäftigten. Um etwa 1900 kehrte sich auch das Verhältnis zwischen Wissenschaft und Praxis um: Während der industriellen Revolution waren es findige Unternehmer, die die Werkzeugmaschinen immer weiter verbesserten; die Wissenschaft konnte den Prozess nur beschreibend begleiten. Seit 1900 wurde ein besseres theoretisches Verständnis der Produktion zur Voraussetzung für den technischen Fortschritt. Zunächst versuchten sich einige Unternehmen, wie die in dieser Hinsicht als vorbildlich geltende Ludwig Loewe AG oder Taylor selbst, an der Forschung, stießen aber bald an ihre Grenzen. Bis heute wird ein großer Teil der Produktionsforschung gemeinsam von Hochschulen, Forschungsinstituten und der Industrie betrieben. In Amerika und England wurden technische Schulen und Hochschulen erst mit mehreren Jahrzehnten Verzögerung gegründet, und auch zahlenmäßig waren es eher wenige. Die bekannteste ist das Massachusetts Institute of Technology. Gegen 1900 machte sich in den angelsächsischen Ländern daher ein breiter Mangel an gut ausgebildeten Ingenieuren bemerkbar.[9]
Dritte industrielle Revolution
Um 1950 wurde am Massachusetts Institute of Technology (MIT) die Numerische Steuerung entwickelt, die es ermöglichte, mit Rechnern komplexe Geometrien zu fräsen. Allein die für die Steuerung benötigte Hardware war allerdings schon teurer als eine konventionelle Werkzeugmaschine. Dazu kam noch der hohe Aufwand für die Programmierung, sodass sich numerische Steuerungen zunächst nicht durchsetzen konnten. Die Entwicklung des Mikroprozessors Anfang der 1970er Jahre ermöglichte es in der dritten industriellen Revolution, jede Maschine mit einem eigenen Rechner auszustatten, der die kostengünstige Anwendung numerischer Steuerungen ermöglichte.[10] Auch die Programmierverfahren wurden vereinfacht, sodass sich die neue Technologie schnell ausbreitete. Ihre Vorteile sind einerseits die Möglichkeit, beinahe beliebig geformte Geometrien zu erzeugen, und andererseits die hohe Flexibilität: Für die Produktion eines weiteren Produkttyps musste man nur noch ein neues Programm in den Speicher laden. Dadurch wurden die Produktionskosten für Einzelteile und Kleinserien erheblich verringert. Verstärkt wurde dieser Effekt durch die Entwicklung der ersten Bearbeitungszentren (BAZ), die mehrere Fertigungsverfahren in sich vereinen. Früher musste man Werkstücke oft zuerst auf einer Drehmaschine drehen, um sie dann auf einer Fräsmaschine weiterzubearbeiten. Mit einem Bearbeitungszentrum, das beide Verfahren beherrscht, entfallen das Umspannen und der Werkstücktransport zwischen beiden Maschinen.
Durch die Entwicklung der numerischen Steuerungen und der Materialfluss- und Handhabungstechnik wurden die ersten Flexiblen Fertigungssysteme möglich. Bei ihnen sind mehrere gleiche oder verschiedenartige Maschinen durch Transporteinrichtungen (z. B. die neuen Industrieroboter) verbunden, die für jedes Werkstück einen individuellen Weg durch das System ermöglichen. Ab jetzt konnte man auch mittelgroße Serien kostengünstig fertigen. Durch den Robotereinsatz bei Fertigungsstraßen wurden diese ebenfalls flexibler.
In den letzten Jahrzehnten des 20. Jahrhunderts waren Deutschland und Japan sowie die USA führend auf dem Weltmarkt.[11][12] 2013 war China sowohl der größte Produzent als auch Abnehmer weltweit, gefolgt von Japan und Deutschland.[13] Während China netto noch Werkzeugmaschinen importiert, haben Japan und Deutschland einen deutlichen Exportüberschuss. Weitere wichtige Herstellernationen sind Italien, Taiwan, Südkorea, die USA und die Schweiz. Wichtigste Abnehmerbranchen sind der Maschinenbau mit etwa einem Drittel der Produktion und die Automobilbranche mitsamt Zulieferern mit einem weiteren Drittel.
Einteilung der Werkzeugmaschinen
Werkzeugmaschinen zählen zusammen mit den Werkzeugen, Vorrichtungen, Mess- und Prüfmitteln zu den Betriebsmitteln. Sie haben unterschiedlichste Erscheinungsformen und werden daher nach verschiedenen Kriterien eingeteilt. Die erste Möglichkeit besteht in Einzweckmaschinen, mit denen nur ein stark eingeschränktes Werkstückspektrum möglich ist (wie mit Wälzfräsmaschinen zum Wälzfräsen oder Zahnrad-Formschleifmaschinen), und Universalmaschinen, mit denen sich verschiedene Werkstückformen fertigen lassen. Sie werden meist nach dem Fertigungsverfahren benannt, für das sie hauptsächlich konzipiert wurden, wie Dreh- oder Fräsmaschinen (mit einer Fräsmaschine kann man durchaus auch bohren). Daneben werden sie eingeteilt nach der Anzahl der Achsen (bis zu sechs), der Lage der Hauptspindel (waagrecht oder senkrecht), dem konstruktiven Aufbau (z. B. Kreuzbett-Drehmaschine), der Kinematik (parallel oder seriell), der erreichbaren Genauigkeit (Standard-, Präzisions- und Ultrapräzisionsmaschinen, je nach Fertigungsverfahren unterschiedlich) und der Werkstückklasse (Maschinen zur Herstellung von Zahnrädern, Nockenwellen oder Kurbelwellen).[14]
Die beiden häufigsten Einteilungsmöglichkeiten sind analog zur Einteilung der Hauptgruppen der Fertigungsverfahren und nach dem Automatisierungsgrad.
Einteilung nach Fertigungsverfahren
Nach der enger gefassten Sichtweise werden nur die umformenden, zerspanenden und abtragenden Maschinen zu den Werkzeugmaschinen gezählt. Nach einer weiter gefassten Sichtweise rechnet man auch die urformenden Maschinen (z. B. Gussmaschinen), fügende sowie alle trennenden Maschinen (zerteilende, spanende und abtragende) dazu.
Die spanenden Maschinen zählen mit etwa zwei Dritteln des Produktionswertes aller Werkzeugmaschinen zu den wichtigsten. Zu ihnen gehören neben Dreh- und Fräsmaschinen auch Bohrmaschinen, Hobelmaschinen, Stoßmaschinen, Räummaschinen, Sägemaschinen, Schleifmaschinen, Honmaschinen und Läppmaschinen (zum Läppen).[15]
Die umformenden Maschinen können weiter unterteilt werden nach den Fertigungsverfahren in Biegemaschinen, Pressen, Ziehmaschinen (Zum Durchziehen) und Walzmaschinen. Allerdings lassen sich durch den Einbau unterschiedlicher Werkzeuge mehrere Fertigungsverfahren realisieren. Deshalb hat sich eine Einteilung nach dem zugrundeliegenden Funktionsprinzip bewährt. Bei energiegebundenen Umformmaschinen wirkt mit jedem Hub die gleiche Energiemenge auf das Werkstück. Dies kann realisiert werden, indem das Werkzeug immer aus einer bestimmten Höhe fallengelassen wird wie beim Fallhammer. Ebenfalls in diese Gruppe gehören der Oberdruck- und Gegenschlaghammer, sowie Spindelpressen. Weggebundene Umformmaschinen legen bei jedem Hub denselben Weg zurück. Dazu zählen Exzenterpressen, Kurbelpressen und Kniehebelpressen. Kraftgebundene wirken so lange auf das Werkstück ein, bis eine bestimmte Kraft erreicht wird. Hierzu zählen hydraulische Pressen.[16]
Zerteilende Maschinen sind den umformenden in der Konstruktion recht ähnlich und werden eingeteilt in Schlagscheren, Schneidpressen und Stanzmaschinen. Sie werden überwiegend zur Bearbeitung von Blechen eingesetzt.
Die abtragenden Maschinen werden nach den zugrundeliegenden Verfahren eingeteilt in Erodiermaschinen, Laserbearbeitungsmaschinen und Wasserstrahlschneidemaschinen. Wegen der hohen Kosten durch die geringe Produktivität werden sie nur dann eingesetzt, wenn andere Maschinen nicht nutzbar sind. Dies ist beispielsweise bei sehr harten, spröden oder temperaturempfindlichen Materialien der Fall oder zum Fertigen von Hinterschnitten sowie sehr kleinen Formelementen.[17]
Einteilung nach Automatisierungsgrad
Eine konventionelle Werkzeugmaschine erzeugt die Schnitt- und die Vorschubbewegung über einen Motor und ein Getriebe sowie über Handräder. Ein Automat dagegen steuert schon die Vorschubbewegung. Eine CNC-Maschine vollführt einen automatischen Arbeitszyklus an einem manuell eingespannten Werkstück. Der Werkzeugwechsel wird meist automatisch durchgeführt. Ein Bearbeitungszentrum (BAZ) integriert zusätzlich den Werkstückwechsel und das Werkzeugsteuerungssystem. Die Flexible Fertigungszelle umfasst mehrere Maschinen mit ihren Werkzeugmagazinen, einen größeren Werkstückspeicher und z. T. integrierte Messeinrichtungen. Flexible Fertigungssysteme (FFS) besitzen einen maschinenübergreifenden automatischen Werkstückfluss mit Anbindung einer Fertigungssteuerung beziehungsweise eines Produktionsplanungssystems. Konventionelle Transferstraßen besitzen einen sehr geringen Flexibilitätsgrad. Nur durch aufwendiges Rüsten können kleine Veränderungen in der Produktpalette gefertigt werden.[18]
Baugruppen von Werkzeugmaschinen
Werkzeugmaschinen werden meist aus modularen Baugruppen zusammengebaut. Dies erleichtert die Konstruktion und ermöglicht für die einzelnen Komponenten höhere Stückzahlen und somit geringere Fertigungskosten. Die einzelnen Baugruppen werden häufig nach Kundenwunsch zusammengestellt.[19] Zu den wichtigsten gehören Gestell, Antrieb, Steuerung und die Führungen, die dem Werkzeug nur bestimmte Bewegungsmöglichkeiten lassen und andere verhindern. Als weitere Baugruppen gibt es Fundamente, Werkzeugspeicher und -wechsler, Werkzeugaufnahmen, Werkstückwechsler, Messsysteme sowie Ver- und Entsorgungseinrichtungen.
Gestell
Das Maschinengestell nimmt die Bearbeitungskräfte auf und sichert die Lage aller Baugruppen zueinander. Es bestimmt zu großen Teilen die statische und dynamische Steifigkeit der Werkzeugmaschine. Bei kleineren Maschinen sind die Gestelle als Tisch ausgeführt. Für schwerere Maschinen werden Bettausführungen in offener (Ständer- oder C-Bauweise) oder geschlossener (Portal-)Bauweise eingesetzt.
 C-Gestell (Bandsäge)
C-Gestell (Bandsäge).jpg.webp) Portalbauweise (Hobelmaschine)
Portalbauweise (Hobelmaschine) Bettgestell (Drehmaschine)
Bettgestell (Drehmaschine)
Typisch sind Ausführungen aus Gusseisen, Stahl, Leichtmetallen, Mineralguss (Polymerbeton) oder Faserverbundkunststoffen. Bei Ultrapräzisionsmaschinen findet man auch Gestellbauteile aus Granit. Inzwischen kommen auch geschäumte Leichtmetalle zum Einsatz.[20] Bei niedrigen Stückzahlen werden geschweißte oder verschraubte Konstruktionen bevorzugt, bei höheren Stückzahlen gegossene Gestelle.
Wichtige Eigenschaften der Gestellwerkstoffe sind der Elastizitätsmodul, die Dichte, der Wärmeausdehnungskoeffizient, die Wärmeleitfähigkeit, die Streckgrenze und die Werkstoffdämpfung, die Schwingungen des Gestells dämpft. Mineralguss zeichnet sich gegenüber metallischen Werkstoffen durch seine geringe Dichte und sehr hohe Dämpfung aus. Wegen der geringen Belastbarkeit müssen die Gestelle aber sehr massiv ausfallen. Von den metallischen Werkstoffen zeichnet sich das Gusseisen durch eine gute Dämpfung aus, weshalb es besonders häufig eingesetzt wird.[21][22]
| Stahl | Gusseisen mit Kugelgraphit | Gusseisen mit Lamellengraphit | Mineralguss | Aluminium | |
|---|---|---|---|---|---|
| Elastizitätsmodul [105 N/mm²] | 2,1 | 1,6 … 1,85 | 0,8 … 1,4 | 0,4 | 0,67 … 0,76 |
| Spezifisches Gewicht [N/dm3] | 78,5 | 74 | 72 | 23 | |
| Wärmeausdehnungskoeffizient [10−6/K] | 11,1 | 9,5 | 9 | 10 … 20 | 21 … 24 |
| Spezifische Wärmekapazität [J/(g·K)] | 0,45 | 0,63 | 0,46 | 0,9 … 1,1 | 0,88 … 0,92 |
| Wärmeleitfähigkeit [W/(m·K)] | 14 … 52 | 29 | 54 | 1,5 | 117 … 211 |
| Streckgrenze [N/mm²] | 400 … 1300 | 400 … 700 | 100 … 300 | 10 … 18 | |
| Werkstoffdämpfung [dimensionslos] | 0,0023 | 0,0045 | 0,02 |
Fundament
Besonders bei großen Maschinen werden spezielle Fundamente wichtig, üblicherweise aus Beton mit 70 bis 90 Prozent der Gesamtmasse einer Maschine in eine Bodenform gegossen, weil diese durch ihre hohe Trägheit eine hohe Gesamtverwindungssteifigkeit garantieren und durch einen ruhigen Maschinenlauf die nötige Genauigkeit ermöglichen. Insbesondere bei schweren Werkstücken und/oder bei entsprechend hohen Arbeitskräften oder bei stoßartigen Belastungen wird eine entsprechend massive Auslegung des Maschinenfundaments wichtig, weil es sonst zwangsläufig zu Teilabsenkungen der Maschine kommt, womit die heute üblichen geometrischen Genauigkeiten nicht mehr im gesamten Arbeitsraum erreicht werden.[23]
Führungen und Lagerungen
Führungen und Lagerungen begrenzen die Anzahl der Freiheitsgrade von Maschinenbauteilen. Geradführungen erlauben die Bewegung in einer linearen (translatorischen) Achse, Rundführungen oder Lagerungen erlauben eine Rotation und im Falle von Wellenführungen zusätzlich eine lineare Bewegung. Sie werden unterschieden nach ihrer Querschnittsform (z. B. Schwalbenschwanz- oder V-Führung) und nach der Art der Führungsflächentrennung in Magnetlager, Wälzführungen und Gleitführungen, die wiederum in hydrodynamische, hydro- und aerostatische Lagerungen eingeteilt werden. Führungen und Lagerungen sollen möglichst kleine Reibwerte haben, einem geringen Verschleiß unterliegen, eine gute Dämpfung aufweisen, um Schwingungen zu vermeiden, vor herabfallenden Spänen und anderen Teilen geschützt sein, möglichst spielfrei und wartungsarm sein und eine hohe Steifigkeit haben.[24][25][26]
Die einfachste Ausführung ist ein hydrodynamisches Lager, bei dem die beiden Kontaktflächen mit Schmieröl benetzt sind. Erst ab einer gewissen Mindestgeschwindigkeit setzt die reibungsreduzierende Wirkung des Schmieröls ein (sogenannter Stick-Slip-Effekt). Bei einem hydrostatischen Lager wird mittels einer Pumpe Öldruck aufgebaut, der die Kontaktflächen auch trennt wenn sie in Ruhe sind. Bei aerostatischen Führungen gleitet das obere Bauteil auf einem Luftkissen. Die meisten Führungen werden als Wälzführungen ausgeführt, bei denen die Kontaktflächen durch runde Körper (meist Kugeln) getrennt sind.[27][28]
| Führungsart | Bewegungsreibkoeffizient | Startreibkoeffizient | statische Steifigkeit | Dämpfung |
|---|---|---|---|---|
| hydrodynamisch | 0,05… 0,2 | gut | sehr gut | |
| hydrostatisch | 0,001… 0,0001 | gut… hoch | sehr gut | |
| aerostatische | 0,00001 | gut… hoch | schlecht | |
| Wälzführung | 0,01… 0,00001 | hoch | schlecht |





Antriebe
Zu den Antriebseinheiten zählen der Hauptantrieb, der für die Arbeitsbewegung zuständig ist, und die Vorschubantriebe für die Positionierung des Werkzeugs. Antriebe für alle übrigen Aufgaben wie Kühlschmierstofftransport, Späneförderer oder zur Erzeugung von Hydraulikdruck werden als Nebenantriebe bezeichnet. Anforderungen an Antriebe sind hohe Dynamik (vor allem Beschleunigungen), da sie die Wirtschaftlichkeit stark beeinflussen, hohe maximale Drehzahlen sowie ein großer und stufenlos einstellbarer Drehzahlbereich.[29]
Hauptantrieb
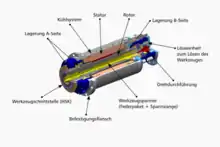
Der Hauptantrieb besteht üblicherweise aus einem Motor, einem Getriebe, einer Sicherheitskupplung (im einfachsten Fall ein Keilriemen, der im Überlastfall durchrutscht) sowie der Hauptspindel als Träger des Werkzeuges bzw. Werkstückes. Andere Werkzeugmaschinen haben einen Direktantrieb, bei dem der Rotor des Elektromotors direkt auf der Hauptspindel sitzt (Motorspindel). In Anbetracht der großen Leistung der Antriebe, besonders beim Einsatz von Motorspindeln, ist es wichtig, die Verlustwärme gezielt abzuführen, um Ungenauigkeiten der Maschine durch die Wärmeausdehnung des Gestells zu vermeiden.
Als Motoren werden meist Drehstrommotoren eingesetzt (synchron oder asynchron). Gelegentlich kommen auch Gleichstrommotoren oder hydraulische beziehungsweise pneumatische Motoren zum Einsatz. Getriebe zur Drehmoment-Drehzahl-Wandlung sind oft stufenlose Getriebe wie Hüllgetriebe oder Reibradgetriebe. Getriebe zur Umwandlung der rotatorischen Motorbewegung in eine translatorische Bewegung sind Zahnstange-Ritzel-Systeme, Kugelgewindetriebe, Kurbelgetriebe oder Schraubgetriebe.
Nebenantriebe
Heute haben im Allgemeinen alle beweglichen Achsen eigene Vorschubantriebe. Sie sind entscheidend für die Arbeitsgenauigkeit der Maschine, sollen daher schnell und gleichförmig laufen und eine hohe Positioniergenauigkeit aufweisen. Sie werden eingeteilt in lineare Direktantriebe, die direkt eine translatorische Bewegung erzeugen, und rotatorische Antriebe, deren Bewegung erst durch ein Getriebe umgewandelt wird. Es kommen grundsätzlich die gleichen Getriebe zum Einsatz wie bei den Hauptantrieben. Nebenantriebe sind fast ausschließlich elektrisch; selten werden auch hydraulische Motoren genutzt.[30]
Steuerung
Steuerungen dienen der Automatisierung von Werkzeugmaschinen. Erste Steuerungen von Werkzeugmaschinen waren noch mechanisch umgesetzt, beispielsweise mit Kurvenscheiben. Heute werden sie elektrisch betrieben, z. B. mit Relais oder Halbleiterbauelementen. Spezielle Steuerungen für Werkzeugmaschinen sind die numerischen Steuerungen. Sie ermöglichen heute die Fertigung nahezu beliebig geformter Werkstücke. Hierfür sind gute Bahnsteuerungen nötig, die das Werkzeug entlang einer programmierten beliebig geformten Bahn führen.[31][32]
Elektrische Steuerungen
Die elektrischen Steuerungen lesen alle Signale ein (z. B. über Taster oder Schalter, die vom Bediener betätigt werden, und über Temperatur-, Druck- oder Wegsensoren), verarbeiten sie und geben Signale an die zu steuernden Stellglieder (z. B. Motoren oder Anzeigedisplays). Sie werden einerseits nach der Realisierungsform eingeteilt in Verbindungsprogrammierte Steuerungen (VPS) und Speicherprogrammierbare Steuerungen (SPS) und andererseits nach dem Steuerungsprinzip in Verknüpfungs- und Ablaufsteuerungen. Bei einer VPS wird die Funktion durch die Verbindung der einzelnen Baugruppen (Relais) bestimmt. Sie werden insbesondere bei sicherheitskritischen Anwendungen eingesetzt. Bei einer SPS dagegen wird die Funktion durch eine Software bestimmt, die in einem Speicher abgelegt ist. Sie machen den größten Teil der elektrischen Steuerungen aus und steuern meist direkt die Antriebe an, können aber auch mit anderen Maschinen kommunizieren (z. B. bei Transferstraßen) und bieten Schnittstellen zu den CNC-Steuerungen. Bei einer Verknüpfungssteuerung werden die Ausgangssignale durch logische Verknüpfung (logisches Und-Gatter, Oder-Gatter, Nicht-Gatter…) der Eingangssignale bestimmt. Sie werden beispielsweise für die Drehrichtungswahl eines Motors oder zur Ansteuerung eines Vorschubantriebs benutzt. Ablaufsteuerungen haben dagegen gezwungenermaßen einen schrittweisen Ablauf und sind bei Werkzeugmaschinen wesentlich bedeutender als die reinen Verknüpfungssteuerungen. Sie kümmern sich z. B. um das Wechseln der Werkzeuge.[33]
Numerische Steuerungen
Numerische Steuerungen (eng.: numerical control, NC) sind spezielle Steuerungen für Werkzeugmaschinen, die wesentlich flexibler sind als die elektrischen. Sie zählen zu den Ablaufsteuerungen und geben die einzelnen Ablaufschritte in Form alphanumerischer Zeichen an. Ursprünglich wurden Lochstreifen zur Dateneingabe benutzt, aber recht bald auf Mikroprozessor-Technologie umgestellt (computerized numerical control, CNC). Heute sind beide Begriffe praktisch deckungsgleich. Ihre Hauptaufgabe ist die Bewegung des Werkzeuges entlang beliebig geformter Bahnen. Mit NC-Steuerungen ist es möglich, zwei oder mehr Achsen gleichzeitig anzusteuern und das Werkzeug z. B. auf einer Kreisbahn zu führen. Dazu zerlegt die Steuerung die Bahn in kleine Teilabschnitte und fährt der Reihe nach Punkte auf diesen Abschnitten an. Die Wege zwischen diesen Punkten werden interpoliert. Daraus werden Lagesollwerte für die Achsen berechnet, die an die Antriebe weitergegeben werden.
Die Programmierung kann im Büro durch die Arbeitsvorbereitung durchgeführt werden, oder direkt in der Werkstatt durch Bediener (Werkstattorientierte Programmierung, WOP). Simulationsprogramme helfen dabei, Kollisionen des Werkzeugs im Arbeitsraum zu vermeiden und berechnen selbstständig aus CAD-Daten die benötigten Verfahrwege sowie die Fertigungsdauer. Diese Daten können dann an ein übergeordnetes Produktionsplanungs- und -steuerungssystem weitergegeben werden. Die CNC-Programme können auch auf einem zentralen Leitrechner abgelegt sein, der die einzelnen Maschinen im Bedarfsfall mit den benötigten Programmen versorgt (Distributed Numerical Control, DNC). Weiterhin ist es möglich, die Schnittkraft zu überwachen, um den Werkzeugverschleiß zu berechnen und die Verformungen der Maschine teilweise auszugleichen. Moderne CNC-Steuerungen können sich auch um die Auftrags-, Paletten-, Werkzeug- und Standzeitverwaltung kümmern.[34]
Werkzeugspeicher und -wechsler

Werkzeugmaschinen sind häufig mit Werkzeugspeichern ausgestattet, aus denen je nach Bedarf Werkzeuge direkt oder über einen vollautomatischen Werkzeugwechsler in Arbeitsspindel oder Werkzeughalter eingewechselt werden können. Drehmaschinen besitzen häufig Revolver, die das benötigte Werkzeug nicht wechseln, sondern in die Arbeitsebene drehen. Bei modernen Werkzeugmaschinen wird zunehmend auch nach Ablauf einer programmierten Standzeit oder nach dem tatsächlichen Werkzeugverschleiß (über die Spindelmotoren gemessene Schnittkraft) selbstständig ein bereitgestelltes Ersatzwerkzeug eingewechselt, sodass solche Maschinen dann in Kombination mit automatischen Werkstückwechslern weitgehend unbeaufsichtigt Werkstücke bearbeiten können.[35]
Messsysteme
Moderne Werkzeugmaschinen besitzen Messsysteme, die zur Erfassung der Lage z. B. des Werkzeug oder eines Achsschlittens dienen. Die dazu nötigen Winkel- und Längenmessungen erfolgen überwiegend optoelektronisch, z. B. mit Inkrementalgebern oder Absolutwertgebern auf drehenden Wellen und direkt die Position messenden Glasmaßstäben. Des Weiteren sind ohmsche, induktive, kapazitive, magnetische oder elektromagnetische Wirkprinzipien der Aufnehmer üblich.[36]
Bei den Messeinrichtungen unterscheidet man direkte und indirekte Wegmesssysteme. Bei beiden Messsystemen werden über Sensoren die zurückgelegten Skalenabschnitte gezählt, und aus dieser Anzahl wird dann der zurückgelegte Weg errechnet. Bei indirekten Wegmesssystemen ist die Skala kreisförmig angeordnet, so dass das System die Winkeländerung der Gewindespindel misst und über die Steigung des Gewindes dann die Wegänderung berechnet. Bei den genaueren direkten Wegmesssystemen ist die Skala parallel zur Bewegungsrichtung angebracht, so dass die Länge der Abschnitte (multipliziert mit der Anzahl der gezählten Abschnitte) direkt dem zurückgelegten Weg entspricht.[37][38]
Werkzeugaufnahmen
Um einen schnellen Werkzeugwechsel bei gleichzeitig hoher Genauigkeit zu gewährleisten, sind die Werkzeugaufnahmen (Schnittstelle Werkzeug-Spindel) genormt. Früher wurden für rotierende Werkzeuge überwiegend so genannte Steilkegel (SK), noch früher sogenannte Morsekegel (MK) verwendet. Heute werden aufgrund ihrer technologischen Vorteile vermehrt Hohlschaftkegel-Aufnahmen eingesetzt. Bei HSK-Aufnahmen erfolgt u. a. das Spannen auf der Innenkontur, wodurch das System für höhere Drehzahlen geeignet ist. Für alle Aufnahmesysteme gibt es jeweils Adapter zu den anderen Systemen, um in den oft gemischten Maschinenparks eine rationelle Werkzeugverwendung zu ermöglichen.[39]
Werkstückwechsler
Moderne Fräsmaschinen und Bohrmaschinen haben oft zwei oder mehr Paletten zum Spannen der Werkstücke, die abwechselnd in den Arbeitsraum gebracht werden können. Dies erlaubt es, Spann-Operationen außerhalb des Arbeitsraumes vorzunehmen, während an der vorigen Palette die Bearbeitung stattfinden kann. Werden die Werkstücke wie beschrieben gemeinsam mit der Palette ausgewechselt, spricht man vom Palettenwechsler. Größere Werkstücke können mit Robotern ein- und ausgewechselt werden.[40]
Ver- und Entsorgungseinrichtungen
Werkzeugmaschinen der spanenden Fertigung sind heutzutage überwiegend mit Kühlschmiereinrichtungen ausgestattet. Diese fördern meist eine Wasser-Öl-Emulsion in den Arbeitsbereich des Werkzeugs, sei es über Spritzdüsen an der Maschine, am Spindelkopf oder durch Düsen im jeweiligen Werkzeug. Das Kühlschmiermittel wird im Umlauf gefiltert. Im Zuge einer umwelt- und arbeitsplatzfreundlichen Fertigung wird jedoch heutzutage zunehmend auf die sogenannte Minimalmengenschmierung (MMS oder MMKS) umgestellt. Dabei wird eine sehr geringe Menge Kühlschmierstoff mit Luft vernebelt und auf die Wirkstelle gesprüht. Zu den Ver- und Entsorgungseinrichtungen zählt auch der Späneförderer, der die abgetrennten Späne aus dem Arbeitsraum heraus in einen Container fördert.[41]
Maschineneinhausung
Werkzeugmaschinen haben heute meist eine Maschineneinhausung. Diese dient dem Schutz des Bedieners vor umher fliegenden Spänen, vor Kühlschmierstoff und vor der entstehenden Lärmbelastung sowie als Schutz vor Verletzungen an den bewegten Teilen und als Berstschutz (z. B. wenn ein Werkzeug bricht). Größere Maschinen und Anlagen sind durch Lichtschranken und Gitter geschützt.
Sicherheitsbauteile
Da Werkzeugmaschinen prozessbedingte Gefahren hervorrufen können, werden Funktionen gebildet um Personen zu schützen. Gemäß der Maschinenrichtlinie ist ein Sicherheitsbauteil ein Bauteil, das zur Gewährleistung einer Sicherheitsfunktion dient, gesondert in Verkehr gebracht wird, dessen Ausfall und/oder Fehlfunktion die Sicherheit von Personen gefährdet und das für das Funktionieren der Maschine selbst nicht erforderlich ist. Ein Sicherheitsbauteil muss dabei alle vier Merkmale erfüllen. Eine nicht erschöpfende Liste der Sicherheitsbauteile befindet sich im Anhang V der Maschinenrichtlinie:
- Schutzeinrichtungen für abnehmbare Gelenkwellen
- Schutzeinrichtungen zur Personendetektion.
- Kraftbetriebene bewegliche trennende Schutzeinrichtungen mit Verriegelung für die in Anhang IV Nummern 9, 10 und 11 genannten Maschinen.
- Logikeinheiten zur Gewährleistung der Sicherheitsfunktionen.
- Ventile mit zusätzlicher Ausfallerkennung für die Steuerung gefährlicher Maschinenbewegungen.
- Systeme zur Beseitigung von Emissionen von Maschinen.
- Trennende und nichttrennende Schutzeinrichtungen zum Schutz von Personen vor beweglichen Teilen, die direkt am Arbeitsprozess beteiligt sind.
- Einrichtungen zur Überlastsicherung und Bewegungsbegrenzung bei Hebezeugen.
- Personen-Rückhalteeinrichtungen für Sitze.
- NOT-HALT-Befehlsgeräte.
- Ableitungssysteme, die eine potenziell gefährliche elektrostatische Aufladung verhindern.
- Energiebegrenzer und Entlastungseinrichtungen gemäß Anhang I Nummern 1.5.7, 3.4.7 und 4.1.2.6.
- Systeme und Einrichtungen zur Verminderung von Lärm- und Vibrationsemissionen.
- Überrollschutzaufbau (ROPS).
- Schutzaufbau gegen herabfallende Gegenstände (FOPS).
- Zweihandschaltungen.
- Sicherheitsbauteile von Maschinen für die Auf- und/oder Abwärtsbeförderung von Personen zwischen unterschiedlichen Ebenen dienen wie a.) Verriegelungseinrichtungen für Fahrschachttüren; b.) Fangvorrichtungen, die einen Absturz oder unkontrollierte Aufwärtsbewegungen des Lastträgers verhindern; c.) Geschwindigkeitsbegrenzer; d.) energiespeichernde Puffer mit nichtlinearer Kennlinie oder mit Rücklaufdämpfung; e.) energieverzehrende Puffer; f.) Sicherheitseinrichtungen an Zylindern der Hydraulikhauptkreise, wenn sie als Fangvorrichtungen verwendet werden; g.) elektrische Sicherheitseinrichtungen in Form von Sicherheitsschaltungen mit elektronischen Bauelementen.
- Feuerlöschanlage
etc.
Eigenschaften von Werkzeugmaschinen
Neben Eigenschaften, die die Wirtschaftlichkeit von Werkzeugmaschinen beeinflussen, wie Leistung, Verfahrgeschwindigkeit, Werkzeugwechselzeit usw. gibt es auch Eigenschaften, die die Qualität des zu fertigenden Produktes beeinflussen. Diese sind:
Geometrische Genauigkeit
Die geometrische Genauigkeit gibt die Fertigungsqualität der unbelasteten Maschine an, also ohne Belastung durch Bearbeitungskräfte.[42] Die erzielbare geometrische Genauigkeit ergibt sich im Wesentlichen aus der Fertigungsqualität der Werkzeugmaschine, dem Spiel und der Bauform. Man unterscheidet dabei zwischen Form- und Lageabweichungen.
Statische Steifigkeit
Die statische Steifigkeit oder Steifheit ergibt sich aus der geometrischen Statik (Wanddicken, Querschnitte) und den Eigenschaften der verwendeten Werkstoffe. Weiterhin sind besonders Lage, Form und Anzahl von Fugen und Führungen (feste und bewegliche Verbindungen von Maschinenelementen) entscheidend für die erzielbare Steifigkeit. Statische Verformungen können durch die CNC-Steuerung ausgeglichen werden.
Dynamische Steifigkeit
Die dynamische Steifigkeit einer Maschine ergibt sich aus ihren Verformungen bei zeitlich veränderlichen Kräften, die häufig Schwingungen hervorrufen. Sie haben einen negativen Einfluss auf die Werkstücke (vor allem Oberflächenrauigkeit) und Lebensdauer der Maschine und sind daher grundsätzlich unerwünscht. Da die dynamischen Verformungen im Gegensatz zu den statischen auch von der Frequenz der Anregung abhängen, können sie nicht so einfach korrigiert werden. Man unterscheidet zwischen selbsterregten und fremderregten Schwingungen, die sich wiederum in freie und erzwungene Schwingungen teilen.[43][44]
Eine einmalige Anregung führt zu einer freien Schwingung mit Eigenfrequenz, die langsam abklingt.
Bei periodisch wiederkehrenden Anregungen ergibt sich eine erzwungene Schwingung mit der Frequenz der Anregung. Diese können über das Fundament in die Maschine eingeleitet werden, durch Unwuchten (z. B. des Motors), Zahneingriffsfehler der Getriebe, Lagerfehler oder verschlissene Werkzeuge erzeugt werden.
Selbsterregte Schwingungen entstehen aus dem Fertigungsprozess selbst. Die Maschine schwingt dann ebenfalls mit ihrer Eigenfrequenz, allerdings im Zeitablauf immer stärker. Dies kann durch Aufbauschneiden, Regenerativeffekte oder eine fallende Schnittgeschwindigkeits-Schnittkraft-Kennlinie verursacht werden.
Thermisches Verhalten
Das thermische Verhalten einer Werkzeugmaschine beschreibt die Reaktion auf Temperaturänderungen, vor allem die Lagenänderung des Werkzeuges relativ zum Werkstück. Es wird wesentlich von der Einwirkung von Wärmequellen und -senken nach Menge der Wärme und ihrer Lage beziehungsweise Anordnung beeinflusst.[45] Man unterscheidet bei der thermischen Belastung zwischen inneren und äußeren Einflüssen. Innere Einflüsse werden z. B. durch Antriebsverluste in Antriebsmotoren, Pumpen, Lager, Führungen und im Hydrauliksystem ausgeübt oder durch Umform- bzw. Zerspanungswärme im Werkzeug, Werkstück, Späne und Kühlschmiermittel hervorgerufen. Äußere Einflüsse werden durch das Hallenklima (Temperaturverteilung, Temperaturschwankungen, Luftströmungen), durch direkte (einseitige) Wärmestrahlung (Sonne, Heizanlagen, benachbarte Anlagen) oder durch Wärmesenken (Fundamente, Frischluftströme durch Tore und Fenster) hervorgerufen.
Zur Steigerung der Genauigkeit und trotz der Bemühung, Temperaturschwankungen gering zu halten, ist es von Vorteil, Maschinen thermosymmetrisch aufzubauen. Thermosymmetrie bedeutet, dass sich Ausdehnungen gegenseitig aufheben. Dabei ist die zu erwartende Temperaturverteilung in den Bauteilen von Einfluss, sowie die Länge und der Ausdehnungskoeffizient. Mit der Kenntnis des Temperaturverhaltens der Werkzeugmaschine kann die thermische Ausdehnung in der CNC-Steuerung teils kompensiert werden.
Anforderungen und wirtschaftliche Beurteilung
An Werkzeugmaschinen werden aus Kunden- und Anwendersicht verschiedene Anforderungen gestellt. Die Maschine soll die geforderte Arbeitsgenauigkeit einhalten, die sich aus der geometrischen Genauigkeit und der statischen, dynamischen und thermischen Steifigkeit ergibt. Die Arbeitsgenauigkeit wird im Rahmen von Qualitätsmanagementsystemen durch die Maschinenfähigkeit beschrieben. Sie muss grundsätzlich besser sein als die geforderte Fertigungsgenauigkeit, die sich aus den Konstruktionsunterlagen ergibt.
Die Wirtschaftlichkeit einer Werkzeugmaschine ergibt sich größtenteils aus ihrer Produktivität. Sie kann erhöht werden durch die Reduzierung von Nebenzeiten, Hauptzeiten und Rüstzeiten. Bearbeitungszentren und Fertigungszellen können beispielsweise zeitgleich zur Bearbeitung bereits weitere Werkzeuge und Werkstücke vorbereiten und so Rüst- und Nebenzeiten einsparen. Die Hauptzeit wird vor allem durch eine Erhöhung der Schnittgeschwindigkeit (bei spanenden Maschinen) verringert. Da die Lebenszyklen vieler Produkte kürzer sind als die Lebensdauer der Maschinen, sollen sie ein größeres Spektrum von Werkstücken bearbeiten können. Dies beinhaltet Unterschiede in der Geometrie und den verwendeten Werkstoffen. Bei den Kosten sind nicht nur die Beschaffungskosten wichtig, sondern auch die Betriebs- und Entsorgungskosten. Die gesamten Kosten können mit dem Total-Cost-of-Ownership-Ansatz abgeschätzt werden. Die Betriebskosten ergeben sich aus dem spezifischen Energie-, Werkzeug- und Hilfsstoffverbrauch. In der Betriebswirtschaft existiert mit der Gutenberg-Produktionsfunktion ein Modell zur Optimierung des spezifischen Verbrauchs. Mindestanforderungen an Arbeitsschutz und Umweltschutz werden gesetzlich reglementiert.[46]
In Werkzeugmaschinen ist ein großer Teil des Kapitals von Unternehmen gebunden. Für die Beschaffung bietet die Investitionsrechnung ein bewährtes Instrumentarium an. In der Kostenrechnung werden die Inanspruchnahme der Maschinen durch die Fertigung mit Maschinenstundensätzen errechnet. Während sich die Anlagenwirtschaft mit der Beschaffung, Instandhaltung und Veräußerung der Maschinen beschäftigt, geht es in der Maschinenbelegungsplanung um das optimale Betreiben.
Kinematik
Kinematik einer Werkzeugmaschine beziehungsweise eines Roboters nennt sich die Organisation und technische Ausführung der Bewegungen von Werkzeug und Werkstück. Die Bewegungsrichtungen werden je nach Aufbau der Maschine in Bewegungsachsen zerlegt.
Serielle Kinematik
Die serielle Kinematik bezeichnet den klassischen Aufbau einer kinematischen Kette: Eine Baugruppe, die nur für den Antrieb in einer Bewegungsachse zuständig ist, setzt eine zweite mit einer anderen Bewegungsachse in Bewegung, und es können sich weitere anschließen, bis die gewünschte Gesamtbewegung erreicht ist. Einen Spezialfall dieser Kinematik stellt die so genannte kartesische Kinematik dar. Hier werden alle Vorschubachsen senkrecht zueinander angeordnet, um so die Koordinaten in einem kartesischen Koordinatensystem auf mechanisch möglichst einfache Weise zu erreichen. Dabei wird meist jede Vorschubachse nach der entsprechenden Koordinatenachse (im Dreidimensionalen beispielsweise X, Y und Z) benannt.
Beispiel Konsolenfräsmaschine: Auf dem Maschinenständer bewegt sich das Spindelgehäuse, mit einem vorne angebauten Schwenkkopf als Träger des Fräswerkzeugs, in einer Führung vor und zurück in der Maschinenachse Y. Der Aufspanntisch bewegt sich auf der Konsole nach links und rechts in der Maschinenachse X. Die Konsole bewegt sich mit dem aufliegenden Aufspanntisch am Maschinenständer auf und ab und bildet die Maschinenachse Z.
Parallelkinematik
Eine Parallelkinematik bezeichnet eine Kinematik mit parallel geschalteten Bewegungsachsen. Dadurch wird vermieden, dass ein Antrieb den nächstfolgenden bewegen muss. Häufig werden hier parallele Stabkinematiken eingesetzt.
Die Realisierung dieses kinematischen Prinzips bei Werkzeugmaschinen ist wegen der vielversprechenden geometrischen Eigenschaften seit über 20 Jahren im Fokus von Forschungsprojekten für Werkzeugmaschinen. Bis heute gibt es aber keinen nennenswerten Einsatz in der Produktion, die traditionell von Maschinen mit serieller Kinematik dominiert wird. Vorteil von parallelen Kinematiken ist in der Regel eine höhere Dynamik wegen der geringen Masse der Führungselemente, welche – im Gegensatz zu einer seriellen Kinematik – die Belastungen gleichmäßig(er) auf alle Führungselemente aufteilen.
(Parallele) Stabkinematik
Im Gegenteil zur seriellen Kinematik arbeitet die (parallele) Stabkinematik über die Veränderung der Distanzen von Punkten eines beweglichen Objekts (Werkzeugs) zu vordefinierten festen Punkten im Raum. Dabei wird die Raumposition (und Lage) eines beweglichen Objekts nicht anhand eines vektorbasierten Koordinatensystems (also eines Nullpunkts sowie N nicht parallelen Vektoren um Bewegungen in N Dimensionen zu kodieren) beschrieben, sondern anhand der Distanzen zwischen Objekt-Raum-Punkt-Paaren.
Typischerweise sind hier zum Beispiel für eine reine Positionsangabe (ohne Rotationsachsen) in einem Raum mit N Dimensionen N + 1 Distanzangaben zu N + 1 distinkten Raumpunkten notwendig. In der Praxis schließt jedoch das Maschinendesign häufig Teile des theoretisch erreichbaren Raumes aus, womit oft nur N Distanzangaben zu N Punkten für eine mehrdeutigkeitsfreie Positionsangabe notwendig sind. So kann zum Beispiel ein so genannter Tripod mit nur drei Armen problemlos einen vordefinierten Bereich eines dreidimensionalen Raums erreichen.
Eine genaue Positionierung wird so über die Längenveränderung von mehreren Teleskoparmen erreicht, welche alle an einem Ende in einer zueinander unbeweglichen Position verankert sind und an ihrem anderen Ende mit dem zu positionierenden Objekt.
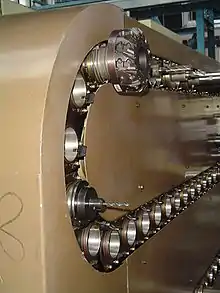
Beispiel: Hexapoden
Bei sogenannten Hexapoden (Hexa griech. Zahlen: Sechs, pod griech.: Fuß) arbeiten alle Vorschubantriebe in Parallelschaltung gleichzeitig miteinander, um die gewünschte Bewegung eines Werkzeugs im Raum und gleichzeitig eine gewünschte Neigung der Werkzeugaufnahme beziehungsweise des Werkzeugs zu erzeugen.
Siehe auch
Weblinks
Literatur
Fachliteratur
- Klaus-Jörg Conrad: Taschenbuch der Werkzeugmaschinen. Fachbuchverlag Leipzig, München/Wien 2002, ISBN 3-446-21859-9.
- Andreas Hirsch: Werkzeugmaschinen: Grundlagen, Auslegung, Ausführungsbeispiele. 2. Auflage. Springer-Vieweg, Wiesbaden 2012, ISBN 978-3-8348-0823-3.
- Reimund Neugebauer (Hrsg.): Werkzeugmaschinen: Aufbau, Funktion und Anwendung von spanenden und abtragenden Werkzeugmaschinen. Springer, Berlin/ Heidelberg 2012, ISBN 978-3-642-30077-6.
- Hans Kurt Tönshoff: Werkzeugmaschinen: Grundlagen. Springer-Lehrbuch, 1995, ISBN 3-540-58674-1.
- Manfred Weck, Christian Brecher: Werkzeugmaschinen.
- Band 1: Maschinenarten und Anwendungsbereiche. 6. Auflage. Springer, Berlin 2005, ISBN 3-540-22504-8.
- Band 2: Konstruktion und Berechnung. 8. Auflage. Springer, Berlin/ Heidelberg 2005, ISBN 3-540-22502-1.
- Band 3: Mechatronische Systeme, Vorschubantriebe, Prozeßdiagnose. 6. Auflage. Springer, Berlin/ Heidelberg 2006, ISBN 3-540-22506-4.
- Band 4: Automatisierung von Maschinen und Anlagen. 6. Auflage. Springer, Berlin/ Heidelberg 2006, ISBN 3-540-22507-2.
- Band 5: Messtechnische Untersuchung und Beurteilung. 7. Auflage. Springer, Berlin/ Heidelberg 2006, ISBN 3-540-22505-6.
Wörterbücher
- Henry George Freeman: Spanende Werkzeugmaschinen – Deutsch-englische Begriffserklärungen und Kommentare. Verlag W. Girardet, Essen 1973, ISBN 3-7736-5082-5.
- Hans-Dieter Junge: Dictionary of machine tools and mechanical engineering : English / German, German / English – Wörterbuch Werkzeugmaschinen und mechanische Fertigung. Weinheim 1992, ISBN 3-527-27993-8.
Bücher zur Geschichte der Werkzeugmaschinen
- Günter Spur: Vom Wandel der industriellen Welt durch Werkzeugmaschinen – eine kulturgeschichtliche Betrachtung der Fertigungstechnik. Carl Hanser Verlag, München/ Wien 1991, ISBN 3-446-16242-9.
- W. Steeds: A history of Machine Tools 1700–1910. Oxford 1969, OCLC 476608011.
Einzelnachweise
- Reimund Neugebauer (Hrsg.): Werkzeugmaschinen: Aufbau, Funktion und Anwendung von spanenden und abtragenden Werkzeugmaschinen. Springer, 2012, S. 4.
- H. K. Tönshoff: Werkzeugmaschinen. Springer, Berlin 1995, S. 2.
- H. K. Tönshoff: Werkzeugmaschinen. Springer, Berlin 1995, S. 1f.
- Andreas Hirsch: Werkzeugmaschinen: Grundlagen, Auslegung, Ausführungsbeispiele. 2. Auflage. Springer-Vieweg, Wiesbaden 2012, ISBN 978-3-8348-0823-3, S. 2.
- Günter Spur: Vom Wandel der industriellen Welt durch Werkzeugmaschinen. Carl Hanser Verlag, München/ Wien 1991, ISBN 3-446-16242-9, S. 25–95.
- Günter Spur: Produktionstechnik im Wandel. 1979, S. 116f–118, 64–89.
- Günter Spur: Produktionstechnik im Wandel. 1979, S. 116–138.
- Günter Spur: Produktionstechnik im Wandel. 1979, S. 140, 176–183.
- Günter Spur: Vom Wandel der industriellen Welt durch Werkzeugmaschinen. Carl Hanser Verlag, München/ Wien 1991, ISBN 3-446-16242-9, S. 313–330, 424–430.
- Hans-Jürgen Warnecke: Die Fraktale Fabrik. Springer, 1992, ISBN 3-540-55200-6, S. 14–19.
- H. K. Tönshoff: Werkzeugmaschinen. 1995, S. 3.
- M. Weck, C. Brecher: Werkzeugmaschinen. 5. Auflage. Band 1, 1998, S. 3.
- Werkzeug + Maschine. Januar, 2015, S. 11. OnlineArchiv (Memento vom 13. Juni 2015 im Internet Archive)
- Reimund Neugebauer (Hrsg.): Werkzeugmaschinen: Aufbau, Funktion und Anwendung von spanenden und abtragenden Werkzeugmaschinen. Springer, 2012, S. 18f.
- M. Weck, C. Brecher: Werkzeugmaschinen. 5. Auflage. Band 1, S. 17.
- M. Weck, C. Brecher: Werkzeugmaschinen. 5. Auflage. Band 1, S. 51–53.
- A. Hirsch: Werkzeugmaschinen. Springer Vieweg, Wiesbaden 2000, S. 412.
- Reimund Neugebauer (Hrsg.): Werkzeugmaschinen: Aufbau, Funktion und Anwendung von spanenden und abtragenden Werkzeugmaschinen. Springer, 2012, S. 16f.
- A. Hirsch: Werkzeugmaschinen. Springer Vieweg, Wiesbaden 2000, S. 83.
- M. Weck, C. Brecher: Werkzeugmaschinen. Band 2: Konstruktion und Berechnung. 8. Auflage. Springer, Berlin/ Heidelberg 2005, S. 7–12.
- A. Hirsch: Werkzeugmaschinen. Springer Vieweg, Wiesbaden 2000, S. 86–88.
- Tabelle entnommen aus: R. Neugebauer: Werkzeugmaschinen. 2012, S. 423.
- M. Weck, C. Brecher: Werkzeugmaschinen. Band 2, S. 183–210.
- W. Bahmann: Werkzeugmaschinen kompakt – Baugruppen, Einsatz und Trends. 21. Auflage. Springer, Berlin 2013, S. 65.
- A. Hirsch: Werkzeugmaschinen. Springer Vieweg, Wiesbaden 2000, S. 97f.
- Reimund Neugebauer (Hrsg.): Werkzeugmaschinen: Aufbau, Funktion und Anwendung von spanenden und abtragenden Werkzeugmaschinen. Springer, 2012, S. 381f.
- M. Weck, C. Brecher: Werkzeugmaschinen. Band 2, S. 234–487.
- J. Milberg: Werkzeugmaschinen – Grundlagen. 2. Auflage. Springer, Berlin 1995, S. 153–226.
- W. Bahmann: Werkzeugmaschinen kompakt – Baugruppen, Einsatz und Trends. 21. Auflage. Springer, Berlin 2013, S. 36f.
- H. K. Tönshoff: Werkzeugmaschinen. Springer, Berlin 1995, S. 125–162.
- M. Weck, C. Brecher: Werkzeugmaschinen. Band 3: Mechatronische Systeme, Vorschubantriebe, Prozeßdiagnose. 5. Auflage. Springer, Berlin/ Heidelberg 2001, S. 33–57, 113–318.
- J. Milberg: Werkzeugmaschinen – Grundlagen. 2. Auflage. Springer, Berlin 1995, S. 329–370.
- M. Weck, C. Brecher: Werkzeugmaschinen. 6. Auflage. Band 3, S. 99–110.
- M. Weck, C. Brecher: Werkzeugmaschinen. 6. Auflage. Band 4, S. 151–182.
- M. Weck, C. Brecher: Werkzeugmaschinen. 5. Auflage. Band 1, Springer, 1998, S. 494–533.
- M. Weck, C. Brecher: Werkzeugmaschinen. Band 3: Mechatronische Systeme, Vorschubantriebe, Prozeßdiagnose. 5. Auflage. Springer, Berlin/ Heidelberg 2001, S. 40–88.
- H. K. Tönshoff: Werkzeugmaschinen. Springer, Berlin 1995, S. 220–233.
- J. Milberg: Werkzeugmaschinen – Grundlagen. 2. Auflage. Springer, Berlin 1995, S. 318–322.
- M. Weck, C. Brecher: Werkzeugmaschinen. 5. Auflage. Band 1, Springer, 1998, S. 494–533.
- M. Weck, C. Brecher: Werkzeugmaschinen. 5. Auflage. Band 1, Springer, 1998, S. 533–569.
- M. Weck, C. Brecher: Werkzeugmaschinen. Band 2, S. 607–631.
- A. Hirsch: Werkzeugmaschinen. Springer Vieweg, Wiesbaden 2000, S. 56.
- Rudolf Jürgler: Maschinendynamik. 3. Auflage. Springer, Berlin 2004.
- J. Milberg: Werkzeugmaschinen – Grundlagen. 2. Auflage. Springer, Berlin 1995, S. 79–112.
- M. Weck, C. Brecher: Werkzeugmaschinen. Band 2: Konstruktion und Berechnung. 8. Auflage. Springer, Berlin/ Heidelberg 2005, S. 84–95.
- W. Bahmann: Werkzeugmaschinen kompakt – Baugruppen, Einsatz und Trends. 21. Auflage. Springer, Berlin 2013, S. 1–5.