Gewinde
Das Gewinde ist eine profilierte Einkerbung, die fortlaufend wendelartig (also als Schraubenlinie) in einer zylinderförmigen Innen- oder Außenwand verläuft. Diese fortlaufende Vertiefung wird als Gewindegang auf einer Schraube bzw. in einer Mutter bezeichnet. Es handelt sich um eine Abwandlung der schiefen Ebene, wobei eine Übersetzung einer Umfangskraft in eine größere Längskraft stattfindet, z. B. in Spindelpressen, Weinpressen und Wagenhebern.

Bauteile mit Außen- (Schrauben) und solche mit Innengewinde (Muttern) bilden immer zusammenpassende Paare. Z. B. in Normen aufgenommene Fertigungstoleranzen stellen sicher, dass trotz getrennter Herstellung immer eine Funktion von Bauteilpaaren mit gleichen Nenndaten gewährleistet ist.
In einigen Fällen wird das Gegengewinde beim erstmaligen Zusammenfügen erzeugt. Beispiele sind Schneidschrauben oder Schneidmuttern, Blechschrauben, Holzschrauben und Spanplattenschrauben.
Herstellung
Gewinde lassen sich spanlos (umformend) oder spanend (Gewindeschneiden) erzeugen. Die spanlosen Verfahren sind in der Massenfertigung üblich und werden bevorzugt angewendet, weil sie technische Vorteile (glatte Oberfläche, erhöhte Festigkeit, ungebrochene Werkstofffaser) mit hoher Effizienz (kein Verlust durch zu entsorgende Späne) verbinden. Geschnitten werden Gewinde vorrangig in Teilen, die insgesamt schon spanend gefertigt werden (z. B. Drehteile, Frästeile).
Herstellung von Außengewinden

- spanend: Das Gewindeprofil wird von formgerechten Werkzeugschneiden in einem Schneideisen oder einer Schneidkluppe aus dem Werkstoff herausgearbeitet. Maschinelles Gewindeschneiden erfolgt vorwiegend durch Schraubdrehen, Schraubfräsen oder Schraubschleifen. Sogenanntes Gewindewirbeln (Variante des Wirbelns) erzeugt gleich hohe Genauigkeit wie Gewindeschleifen, ist aber wesentlich schneller. Mehrere Drehmeißel umrunden den Rohling exzentrisch und schneiden kurze „Kommaspäne“ aus. Die Gewindegänge werden nacheinander fertig, da sich der Rohling langsam in gleicher Richtung mitdreht.[1]
- spanlos: Der Rohling hat Gewindeflankendurchmesser. Das Werkzeug drückt das Profil ein und verdrängt den Werkstoff vom Gewindegrund in die Gewindespitzen. Dabei befindet sich der Bolzen zwischen zwei oder drei angetriebenen, profilierten Gewinderollen bzw. -walzen aus Schnellarbeitsstählen.
Herstellung von Innengewinden

- in mit Kerndurchmesser vorgebohrte Löcher mit einem Gewindebohrer durch Schraubbohren von Hand oder maschinell.
- mit Gewindeformern maschinell.
- Schneid- oder Blechschrauben sowie gewindefurchende Schrauben nach DIN 7500 drücken sich das erforderliche Muttergewinde beim Eindrehen in vorgebohrte Löcher selbst. Bohrschrauben schneiden in dünnen oder weichen Materialien auch das Loch selber.
- Zirkularfräsen: Auf einer Fräsmaschine werden in einer Bohrung mit einem speziellen Gewindefräser ein Kreis und gleichzeitig ein Vorschub in Richtung der Bohrungsachse gefahren. Der Gewindefräser ist kleiner als die Bohrung und dreht sich gleichzeitig um sich selbst. Die Fräsmaschine wird so gesteuert, dass sich aus den überlagerten Bewegungen des Kreises und des Vorschubs der Gewindegang ergibt. Der Vorteil des Verfahrens ist eine wesentlich erhöhte Produktivität, weil die Rückseite des Gewindefräsers, die nicht schneidet, frei ist, und zwischen ihr und der Bohrungswand ein Spalt entsteht. Dadurch kann ein Kühlschmiermittelstrom die Späne wesentlich besser abführen. Der Kühlschmierstoff verbessert auch die Oberflächengüte. Außerdem können mit einem einzigen Fräser verschiedene Durchmesser hergestellt werden. Das Gewindebohren ist auf einen bestimmten Durchmesser je Werkzeug beschränkt.
| Gewinde | Steigung | Kerndurchmesser | Kernlochbohrer |
|---|---|---|---|
| M3 | 0,5 | 2,39 | 2,5 |
| M4 | 0,7 | 3,14 | 3,3 |
| M5 | 0,8 | 4,02 | 4,2 |
| M6 | 1 | 4,77 | 5 |
| M8 | 1,25 | 6,47 | 6,8 |
| M10 | 1,5 | 8,16 | 8,5 |
| M12 | 1,75 | 9,85 | 10,2 |
| M16 | 2 | 13,55 | 14 |
| M20 | 2,5 | 16,93 | 17,5 |
- Formel für Kernloch-Bohrung
- Kernlochbohrer = Gewindedurchmesser - Steigung
Unterscheidungen der Gewinde

Außengewinde
auch Bolzengewinde, siehe auch Schraube, Gegenform: Innengewinde
Innengewinde
auch Muttergewinde, siehe auch Mutter (Technik); man unterscheidet durchgehende Gewinde und die Gegenseite nicht erreichende Sacklochgewinde. Gegenform: Außengewinde
Gewindestange
Eine Gewindestange hat keine Werkzeugangriffe und ist lediglich ein Stab mit einem Außengewinde. Gewindestangen werden zum Beispiel einbetoniert, um anschließend einen Gegenstand an dem Betonsockel zu befestigen. Auch lassen sich mit drehenden Gewindestangen länger andauernde Schub- und Zugarbeiten verrichten.
Rechtsgewinde
Beim Rechtsgewinde oder dem rechtssteigenden Gewinde verlaufen bei Ansicht wie in nebenstehendem Bild die Gewindeflanken von links nach rechts (oben) an. Die Gewinde laufen durch Drehung im Uhrzeigersinn ineinander.
Das Rechtsgewinde wird aus ergonomischen Gründen bevorzugt. Die meisten Menschen sind Rechtshänder und können deshalb beim Drehen im Uhrzeigersinn ein größeres Drehmoment aufbringen als beim Drehen gegen den Uhrzeigersinn. Durch die Reibung in den Gewindegängen erfordert das Anziehen des Gewindes ein größeres Drehmoment als das Lösen des Gewindes. Das Rechtsgewinde kommt diesen beiden Umständen entgegen.
Linksgewinde
Beim Linksgewinde oder beim linkssteigenden Gewinde verlaufen bei Ansicht wie in nebenstehendem Bild die Gewindeflanken von rechts nach links (oben) an. Linksgewinde werden in Fertigungszeichnungen und der Logistik mit den Buchstaben LH (für Left Hand) gekennzeichnet, z. B.: M16-LH. Der Schraubenkopf von Schlitzschrauben mit linksdrehendem Gewinde wird im Uhrmacherhandwerk gelegentlich markiert, z. B. durch eine Querrille oder drei parallele Schlitze im Schraubenkopf.[2]
Ein Linksgewinde läuft durch Drehung entgegen dem Uhrzeigersinn ineinander. Linksgewinde kommen zum Einsatz:
- Für Spezialfälle, bei denen sich die Verschraubung durch die üblicherweise vorherrschende Belastung ungewollt lösen würde, wie zum Beispiel
- beim linken Fahrradpedal, sowie teils an der rechten Verschraubung des Tretlagers,
- der Haltemutter von Ventilator-Rotoren,
- die Befestigungsschrauben von Spannfuttern auf Bohr- und Drehmaschinen mit Rechtsgewinde sowie manchen bei Blick auf den Schraubenkopf im Uhrzeigersinn drehenden Kreissägeblättern (z. B. Mafell).
- Wenn durch den unterschiedlichen Drehsinn Irrtümer vermieden werden können. So haben zum Beispiel die Anschlussverschraubungen an Gasflaschen, die brennbare Gase enthalten, Linksgewinde und können so nicht an Stelle einer Inertgasflasche angeschlossen werden.
- Früher wurden teilweise auch Radmuttern bzw. -bolzen von Kraftfahrzeugen (beispielsweise Opel Blitz, Fiat 1500 u. 1300, Mercedes 170V, Jaguar XK 120-150, Daf 400) auf der rechten Fahrzeugseite gegen ein Lösen beim Fahren mit Linksgewinde ausgeführt. Bei extrem leistungsstarken Fahrzeugen wie Traktoren und z. B. dem Porsche Carrera GT oder dem Ferrari Enzo Ferrari werden auch heute noch die Radmuttern der rechten Fahrzeugseite (Zentralverschlüsse) mit Linksgewinde versehen. Diese sind dann (im Falle des Porsche Carrera GT) farbig besonders markiert: linke Fahrzeugseite = Rechtsgewinde = rote Muttern, rechte Fahrzeugseite = Linksgewinde = blaue Muttern.
- Bei einem Spannschloss wird die Kombination von Links- und Rechtsgewinde genutzt, um die angeschlossenen Zugelemente durch Drehung zusammenzuziehen und wieder zu lösen, etwa beim Kuppeln von Eisenbahnwagen, zum Verspannen von Ladungsstücken mit einer Zurrkette oder von Wanten eines Segelbootes.
- Bei der auf das vordere Ende des Laufes einer Schusswaffe aufgeschraubten Mündungsmutter kommen Linksgewinde zum Einsatz (z. B. Kalaschnikow).
- Bei einem Linksausdreher zum Herausdrehen abgebrochener Schrauben mit Rechtsgewinde.
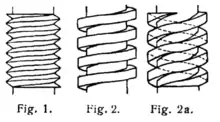
1: Spitzgewinde
2: Flachgewinde
2a: Zweigängiges Flachgewinde
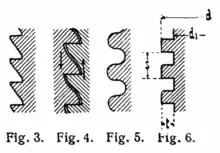
5: Rundgewinde
6: Flachgewinde
s = Steigung
t = Gewindetiefe
d = Außendurchmesser
di = Innendurchmesser
Maßsystem
Metrisches System: metrisches Gewinde (z. B. metrisches ISO-Gewinde, das weltweit standardisierte metrische Spitz-Gewinde)
Zoll-System: Zollgewinde – nach dem UTS-Standard (engl. Unified Thread Standard) in Ländern, die die Länge in Zoll messen (z. B. USA). Zöllige Gewinde sind etwa in der Hausinstallation (Whitworth-Gewinde), in einigen Bereichen der Feinmechanik (beispielsweise an Stativen und Computergehäusen) sowie in der Luftfahrt weltweit gängig.
Form der Gewindeflanke
Folgende Formen der Gewindeflanken sind gebräuchlich:
- Flachgewinde
- Rundgewinde
- Sägengewinde
- Spitzgewinde
- Trapezgewinde
- Whitworth-Gewinde (konisches Gewinde)
Gewinde nach DIN-Normen
Spitzgewinde:
| Spitzgewinde nach Normen | ||||||||
|---|---|---|---|---|---|---|---|---|
| Benennung | Profilskizze | Flanken-winkel | Kenn- buch- staben | Kurzbezeichnung1) Beispiel | Nenngröße [mm] | nach Norm | Anwendung | |
| Metrisches ISO-Regelgewinde / Spitzgewinde (ein- und mehrgängig) | 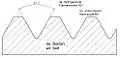 |
60° | M | M 0,8 | 0,3 – 0,9 | DIN 14-1 bis DIN 14-4 | Uhren- und Feinwerktechnik | |
| M 82) | 1 – 68 | DIN 13-1 | allgemein (Regelgewinde) | |||||
| M 24 × 4 P 2 | DIN 13-52 | |||||||
| M 6 × 0,752) M 8 × 1 - LH2) |
1 – 1000 | DIN 13-2 bis DIN 13-11 | allgemein, wenn die Steigung des Regelgewindes zu groß ist (Feingewinde) | |||||
| M 24 × 4 P 2 | DIN 13-52 | |||||||
| M 64 × 4 | 64 – 76 | DIN 6630 | Außengewinde für Fassverschraubungen | |||||
| M 30 × 2 - 4H5H | 1,4 – 355 | LH9163-1 bis LH9163-4 LH9163-10 und LH9163-11 | für Luft- und Raumfahrt | |||||
| Metrisches ISO-Gewinde mit Übergangstoleranzfeld (früher Gewinde für Festsitz) | M 10 Sn 4 M 10 Sk 6 |
3 – 150 | DIN 13-51 | für Einschraubenden an Stiftschrauben | nicht dichtend | |||
| M 10 Sn 4 dicht | dichtend | |||||||
| Metrisches ISO-Gewinde mit großem Spiel | M 36 | 12 – 180 | DIN 2510-2 | für Einschraubverbindungen mit Dehnschaft | ||||
| Metrisches ISO-Gewinde, Aufnahmegewinde für Gewindeeinsätze | EG M | EG M 20 | 2 – 52 | DIN 8140-2 | Aufnahmegewinde (Regel- und Feingewinde) für Gewindeeinsätze aus Stahl | |||
| Metrisches ISO-Gewinde für Festsitz | MFS | MFS 12 × 1,5 | 5 – 16 | DIN 8141-1 | für Festsitz in Aluminiumguss-Legierungen (Regel- und Feingewinde) | |||
| Metrisches kegeliges Außengewinde | Kegelverhältnis zur Rotationsachse: 1:16 |
M | M 30 × 2 keg | 6 – 60 | DIN 158-1 | für Verschlussschraube und Schmiernippel | ||
| M 30 × 2 keg kurz | ||||||||
| selbstformendes, kegeliges Außengewinde | Kegelwinkel zur Rotationsachse: 7°30' | 105° | S | S 8 × 1 | 6 – 10 | DIN 71412 | für Kegelschmiernippel; Gewinde ähnlich DIN 158-1, Flankenwinkel jedoch 105° | |
| MJ-Gewinde | |
60° | MJ | MJ 6 × 1 - 4h6h | 1,6 – 39 | ISO 5855-1 und ISO 5855-2 | Luft- und Raumfahrt | |
| MJ 6 × 1 - 4H6H | ||||||||
| Fahrradgewinde | |
60° | FG | FG 9,5 | 2 – 34,8 | DIN 79012 | Fahrrad- und Mopedtechnik | |
| 1) Vollständige Bezeichnungen sind in den entsprechenden in der Tabelle aufgeführten Normen enthalten. 2) Bezeichnungen nach ISO 965-1 | ||||||||
Rohrgewinde:
| Rohrgewinde nach Normen | ||||||||
| Benennung | Profilskizze | Flanken-winkel | Kenn- buch- staben | Kurzbezeichnung1) Beispiel | Nenngröße [Zoll] | nach Norm | Anwendung | |
|---|---|---|---|---|---|---|---|---|
| zylindrisches Rohrgewinde für nicht im Gewinde dichtende Verbindungen | 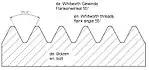 |
55° | G | G 1 1⁄2 A G 1 1⁄2 B |
1⁄16 – 6 | ISO 228-1 | Außengewinde für Rohre, Rohrverbindungen und Armaturen | |
| G 1 1⁄2 | ||||||||
| G 3⁄4 | 3⁄4, 1, 2 | DIN 6630 | Außengewinde für Fassverschraubungen | |||||
| ohne | 5 1⁄2 | 5 1⁄2 | DIN 6602 | Außengewinde für Kesselwagen | ||||
| zylindrisches Rohrgewinde für im Gewinde dichtende Verbindungen | Rp | Rp 1⁄2 | 1⁄16 – 6 | DIN 2999-1 | Innengewinde für Gewinderohre und Fittings | |||
| Rp 1⁄8 | 1⁄8 – 1 1⁄2 | DIN 3858 | Innengewinde für Rohrverschraubungen | |||||
| kegeliges Rohrgewinde für im Gewinde dichtende Verbindungen | Kegelverhältnis zur Rohrachse: 1:16 | R | R 1⁄2 | 1⁄16 – 6 | DIN 2999-1 | Außengewinde für Gewinderohre und Fittings | ||
| R 1⁄8-1 | 1⁄8 – 1 1⁄2 | DIN 2858 | Außengewinde für Rohrverschraubungen | |||||
| 1) Vollständige Bezeichnungen sind in den entsprechenden in der Tabelle aufgeführten Normen enthalten. | ||||||||
Trapezgewinde:
| Trapezgewinde nach Normen | ||||||||
| Benennung | Profilskizze | Flanken-winkel | Kenn- buch- staben | Kurzbezeichnung1) Beispiel | Nenngröße [mm] | nach Norm | Anwendung | |
|---|---|---|---|---|---|---|---|---|
| metrisches ISO-Trapezgewinde (ein- und mehrgängig) | 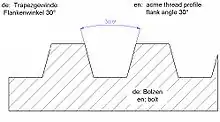 |
30° | Tr | Tr 40 × 7 | 8 – 300 | DIN 103-1 bis 103-8 | allgemein | |
| Tr 40 × 14 P 7 | ||||||||
| flaches, metrisches ISO-Trapezgewinde (ein- und mehrgängig) | Tr 40 × 14 | DIN 380-1 und 380-2 | ||||||
| Tr 40 × 14 P 7 | ||||||||
| Trapezgewinde (ein- und mehrgängig) mit Spiel | Tr 48 × 12 | 48 | DIN 263-1 und 263-2 | für Schienenfahrzeuge | ||||
| Tr 40 × 16 P 8 | 40 | |||||||
| Tr 32 × 1,5 | 10 – 56 | DIN 6341-2 | für Zug-Spannzangen | |||||
| gerundetes Trapezgewinde | Tr 40 × 5 | 26 – 80 | DIN 30295-1 und DIN 30295-2 | für Schienenfahrzeuge | ||||
| Trapezgewinde | 20° | KT | KT 22 | 10 – 50 | DIN 6063-2 | für Kunststoffbehältnisse | ||
| 1) Vollständige Bezeichnungen sind in den entsprechenden in der Tabelle aufgeführten Normen enthalten. | ||||||||
Sägengewinde:
| Sägengewinde nach DIN-Normen | ||||||||
| Benennung | Profilskizze | Flanken-winkel | Kenn- buch- staben | Kurzbezeichnung1) Beispiel | Nenngröße [mm] | nach Norm | Anwendung | |
|---|---|---|---|---|---|---|---|---|
| metrisches Sägengewinde (ein- und mehrgängig) | eine Gewindeflanke um 3° senkrecht zur Bolzenachse geneigt | 30° | S | S 48 × 8 | 10 – 640 | DIN 513-1 bis DIN 513-3 | bei Aufnahme von einseitig wirkenden Kräften | |
| S 40 × 14 P 7 | ||||||||
| Sägengewinde 45° | eine Gewindeflanke senkrecht zur Bolzenachse | 45° | S | S 630 × 20 | 100 – 1250 | DIN 2781 | für hydraulische Pressen | |
| Sägengewinde | eine Gewindeflanke um 3° senkrecht zur Bolzenachse geneigt | 30° | S | S 25 × 1,5 | 6 – 40 | DIN 20401-1 und DIN 20401-2 | im Bergbau | |
| S 22 | 10 – 50 | DIN 55525 | für Kunststoffbehältnisse im Verpackungswesen | |||||
| hintere Gewindeflanke um 10° senkrecht zur Bolzenachse geneigt | GS | GS 22 | ||||||
| KS | KS 22 | |||||||
| 40° + 10° | KS 22 | 10 – 50 | DIN 6063-1 | für Kunststoffbehältnisse im Verpackungswesen | ||||
Milchgewinde
Milchgewinde (siehe DIN 11851 sowie DIN 405) ist ein metrisches Rundgewinde mit grober Steigung, um die Reinigung zu erleichtern.
Verwendung
- Befestigungsgewinde. In der Regel werden für Befestigungszwecke Spitzgewinde eingesetzt.
- Bewegungsgewinde. In der Praxis werden vor allem Trapez- und Flachgewinde für diesen Zweck eingesetzt.
- Zur Materialbeförderung etwa mit der Archimedischen Schraube oder mit Pumpen.
- Zur Eindichtung z. B. von Rohrleitungen werden kegelige Gewindeenden eingesetzt. In Europa ist das Whitworth-Gewinde gebräuchlich, in den amerikanischen Ländern das NPT-Gewinde (National Pipe Thread).
Gewinde-Kenngrößen
Die verbindlichen Definitionen der Gewinde-Kenngrößen sind, unabhängig von der Gewindeart, in DIN 2244 und ISO 5408 festgelegt. Beide Normen stimmen nahezu überein.
Zudem muss grundsätzlich zwischen den Nominalmaßen und den zulässigen Grenzmaßen unterschieden werden. So hat z. B. der Flankendurchmesser des metrischen ISO-Regelgewindes M16x2 (für Außen- und Innengewinde) einen Nennwert von 14,701 mm, das entsprechende Außengewinde muss aber beim üblichen Außengewinde-Toleranzfeld 6g einen Flankendurchmesser zwischen 14,503 und 14,663 mm aufweisen.
Nenndurchmesser
- größter Durchmesser der Gewindegeometrie.
- Bei einem Gewinde (im folgenden Beispiel ein metrisches) M 20 steht die Zahl für einen Nenndurchmesser von 20 Millimetern.
Flankendurchmesser
- Durchmesser (d2 für Außengewinde bzw. D2 für Innengewinde) eines imaginären, geometrisch-idealen Kreiszylinders (Flankenzylinder), der das Gewindeprofil so durchschneidet, dass die Breiten der dadurch entstehenden Profiltäler (Leerräume) und -spitzen (Zähne) gleich groß sind.
Kerndurchmesser
- kleinster Durchmesser der Gewindegeometrie.
- Für Darstellungen in Zeichnungen oder in CAD-Modellen gilt grundsätzlich:
- Nenndurchmesser - Steigung = dargestellter Kerndurchmesser.
- Tatsächlich sind die Maße toleranz- und fertigungsbedingt hiervon natürlich abweichend, wobei gilt:
- Der Kerndurchmesser der Schraube ist immer kleiner als der Kerndurchmesser der zugehörenden Mutter.
- Der Kerndurchmesser der Mutter ist der Durchmesser der Bohrung, in die das Muttergewinde zu schneiden ist.
Steigung
- Bei metrischen Gewinden der Weg, der durch eine Umdrehung zurückgelegt wird. Also der Abstand zwischen zwei Gewindespitzen in mm (früher als Ganghöhe bezeichnet).
- Bei Zoll-Gewinden dagegen bezeichnet der Wert der Steigung die Anzahl an Gewindegängen auf der Strecke 1 Zoll („tpi“ = threads per inch = Gewindegänge pro Zoll).
Steigungswinkel
- Den Steigungswinkel erhält man, indem man den Arcustangens von Steigung/(Flankendurchmesser * ) berechnet. Beim ISO-Norm-Gewinde beträgt dieser Winkel für M6 etwa 3° und für M20 etwa 2°.

Teilung
- Die Teilung ist bei mehrgängigen Gewinden der Abstand zwischen zwei Gewindekerben.
- Die Teilung ist im Regelfall die Steigung geteilt durch die Gangzahl.
- Beispiel: Die Bezeichnung Tr60x60 P20 bedeutet Trapezgewinde mit 60 mm Durchmesser, 60mm Steigung und 60/20 = 3 Gängen, sowie einem Abstand von 20 mm von Gang zu Gang.
- Bei eingängigen Gewinden ist die Teilung gleich der Steigung.
Flankenform
- siehe Form der Gewindeflanke
Flankenwinkel
- Der Flankenwinkel wird zwischen den einander zugewandten Flanken zweier benachbarter Gewindegänge gemessen.
- Er beträgt beim Normalgewinde 60°. Er variiert von 0° beim Flachgewinde, bis zu 80° beim Stahlpanzerrohrgewinde.
Steilgewinde
- Steilgewinde sind Gewinde mit großer Steigung im Verhältnis zum Durchmesser des Gewindes.
- Steilgewinde bewirken pro Umdrehung eine relativ große axiale Bewegung. Um die Steilheit eines Gewindes zu vergrößern, wird entweder das Gewindeprofil verbreitert oder es wird ein mehrgängiges Gewinde mit mehreren parallel laufenden Gewindegängen hergestellt. Beides vergrößert die Steigung des Gewindes.
Normalgewinde
Feingewinde
- Feingewinde (z. B. M6 × 0,5 mm) sind Gewinde mit geringer Steigung. Sie finden z. B. Verwendung an Stellschrauben von Messgeräten. Der geringe Vorschub pro Umdrehung erlaubt präzise Einstellungen. Das Gewindeprofil ist proportional zur Steigung verkleinert.
Mehrgängige Gewinde
Eingängige Gewinde sind die Regel, sie dienen vorwiegend der Befestigung. Bei mehrgängigen Gewinden sind mehrere Gewindegänge parallel sozusagen um den Schraubenschaft „gewickelt“. Sie dienen auch zur Befestigung oder mit Steilgewinde zur Vergrößerung des Gewinde-Hubs.
Im ersten Fall kann der Innendurchmesser einer Hohlschraube vergrößert und/oder kann eine dünnwandige Mutter verwendet werden. Das Gewindeprofil ist kleiner, die Last wird aber von mehreren Gängen aufgenommen. Dieses mehrgängige Gewinde hat im Ganzen die gleiche Steigung wie eingängiges Regelgewinde gleichen Außendurchmessers.
Im zweiten Fall wird das Gewindeprofil beibehalten, aber die Steigung wird vergrößert. Der vom Profil nicht benötigte Zwischenraum wird von einem zweiten oder weiteren Gewindegang gefüllt. Man erhält „Schnellschraubungen“, ein bestimmter Hub ist mit weniger Umdrehungen beziehungsweise in kürzerer Zeit erreichbar. Kraftverstärkung und Selbsthemmung sind kleiner als beim Regelgewinde, da umgekehrt proportional zur Zahl der Gänge.
Die Schraubverschlüsse von Konservengläsern sind ein typischer Anwendungsfall eines mehrgängigen Gewindes. Vor allem der dünnwandige Deckel verlangt ein kleines Gewindeprofil, das Platz schafft für weitere Gewindegänge. Die höhere Zahl von Gängen hat auch den Vorteil, dass über den Umfang mehr als eine Stelle existiert, wo das Gewinde zu „greifen“ beginnt. Ein Steilgewinde liegt meistens nicht vor. Die Steigung ist die zum hier großen Gewindedurchmesser gehörende Regelsteigung. Sie ist so groß, dass die Betätigung eines solchen Verschlusses schnell vornehmbar ist. Begünstigt wird das auch dadurch, dass in der Regel nicht mehr als eine Drehung zwischen verschlossen und geöffnet vorgesehen werden muss. Die Selbsthemmung bleibt erhalten.
Echte mehrgängige Schnellverschlüsse werden angewendet, wenn der Gewindedurchmesser nicht vergrößerbar ist. Sie sind an Flaschen für Kosmetika oder Getränke und an hochwertigen Füllerkappen zu finden. Die beim Wiederverschluss nötige Selbsthemmung kann durch Zusatzmaßnahmen erreicht werden (zum Beispiel mit Schnappverbindungen oder gut haftenden Oberflächenbeschichtungen der Deckel). Die Gewindesteigung und damit die Selbsthemmung ist außerdem vom Durchmesser und der Breite des Gewindesganges abhängig. Daher können mehrgängige Gewinde mit Gewindegängen, die in Bezug auf den Durchmesser schmal sind, auch ohne Zusatzmaßnahmen selbsthemmend sein.
Gewindearten
Rohrgewinde
In der Gas- und Wasserinstallationstechnik werden zur Herstellung von lösbaren Rohrverbindungen üblicherweise Rohrgewinde verwendet. Die Kenngröße wird in Zoll angegeben. Diese bezog sich ursprünglich auf den Innendurchmesser bzw. die nominale Nennweite (DN) von mittelschweren Gewinderohren. Um die Kompatibilität der Gewinde zu gewährleisten, haben leichte und schwere Gewinderohre trotz unterschiedlicher Wandstärken den gleichen Außendurchmesser und trotz nominell gleicher Nennweite abweichende Innendurchmesser.
Aufgrund der Notwendigkeit, den Außendurchmesser beizubehalten, ist die Benennung der Gewinde nach Nennweite bzw. Innendurchmesser verwirrend:
- Der Außendurchmesser eines einzölligen Rohrgewindes beträgt nicht 25,4 mm, sondern liegt im Bereich von 32,89 bis 33,25 mm.
- Hochdruckrohre mit 1″-Rohrgewinde besitzen einen kleineren Innendurchmesser, da die Wandstärke größer ist.
In Europa ist das Whitworth-Gewinde gebräuchlich. Zylindrische Gewinde werden auch mit BSP (British Standard Pipe) abgekürzt.
Nach Norm werden im Gewinde dichtende (EN 10226-1, davor: DIN 2999) und nicht im Gewinde dichtende Rohrgewinde (ISO 228) unterschieden. Die Dichtheit bei nicht im Gewinde dichtenden Gewinden wird durch außerhalb des Gewindes angeordnete Dichtflächen erreicht.
Am gebräuchlichsten sind im Gewinde dichtende Rohrgewinde, sie werden als zylindrische Innengewinde und kegelige Außengewinde mit maßlicher Durchmesserüberschneidung ausgeführt.
Auf dem amerikanischen Kontinent ist hingegen das US-amerikanische NPT (National Pipe Thread) gebräuchlich. Die Maßangabe umfasst bei NPT-Gewinden neben der Durchmesserkodierung die Anzahl der Gewindegänge auf einem Zoll.
Wegen der unterschiedlichen Gangzahl je Zoll und geringfügiger Unterschiede im Durchmesser sind BSP- und NPT-Gewinde untereinander nicht vollständig verschraubbar. Erkennbar wird dies, wenn sich das Gewinde gar nicht oder nur einige (wenige) Umdrehungen einschrauben lässt.
Bezeichnungsbeispiele für im Gewinde dichtende Gewinde:
- für ein kegeliges Whitworth-Rohraußengewinde: Rohrgewinde DIN EN 10226-R½
- für ein zylindrisches Whitworth-Rohrinnengewinde: Rohrgewinde DIN EN 10226-Rp½
Bezeichnungsbeispiele für nicht im Gewinde dichtende Gewinde:
- für ein Rohrinnengewinde: Rohrgewinde ISO 228-G½
- für ein Rohraußengewinde: Rohrgewinde ISO 228-G½ A
- für ein Rohraußengewinde: Rohrgewinde ISO 228-G½ B
(A, B für die Toleranzklasse)
Rohraußengewinde werden oft auch – vor allem bei Messingteilen – aufgeraut, so dass der Hanf oder das Dichtband zum Abdichten beim Einschrauben besser im Gewinde hält und sich beim Eindrehen nicht verschiebt.
Stahlpanzerrohrgewinde
Ein Stahlpanzerrohrgewinde (früher auch PG-Gewinde) wird zur Verschraubung von Leitungsverlegerohren in der Elektroinstallation verwendet. Da die Rohre relativ dünnwandig sind, darf die Gewindetiefe auch nicht sehr groß sein.
Edison-Gewinde
Edison-Gewinde werden als Rundgewinde in Blech gedrückt/gewalzt/geprägt und auch für Schraubsicherungen und Heizelemente verwendet. Gängige Größen sind E5,5 (z. B. Modellbaulampen), E10 (Taschenlampe, Fahrradlicht), E14 (Mignon), E27 (Normal), E40 (leistungsstarke Metalldampf- und Scheinwerferlampen), wobei die Zahl den Durchmesser in mm angibt.
Kugel- und Rollengewinde
Kugelgewinde werden in die Oberfläche von Kugelgewindespindeln gerollt oder geschliffen, während Rollengewinde mit speziellen Schleifprozessen in die Oberfläche der Rollengewindespindel geschliffen werden. Kugel- und Rollengewindetriebe werden als Antriebselemente in der Lineartechnik eingesetzt, etwa zum Verfahren des Supports einer Drehmaschine.
Flaschen
Technische Zeichnung
In technischen Zeichnungen werden Gewinde (Außengewinde, Innengewinde und Gewindebohrungen) durch genormte, symbolische Darstellung abgebildet, die in der ISO 6410 näher genormt sind.
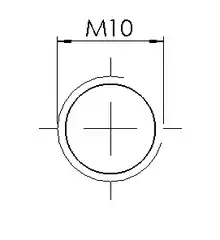
Die Darstellung des Außengewindes (Bolzengewinde) und Innengewinde (Muttergewinde) ist in der technischen Zeichnung unterschiedlich. Für die Draufsicht gilt:
- Bolzengewinde (Außengewinde)
- breite Volllinie als kompletter Kreis (Durchmesser = Nenndurchmesser)
- schmale Volllinie als 3/4-Kreis (Durchmesser = Nenndurchmesser - Steigung)
- Muttergewinde (Innengewinde)
- breite Volllinie als kompletter Kreis (Durchmesser = Nenndurchmesser - Steigung)
- schmale Volllinie als 3/4-Kreis (Durchmesser = Nenndurchmesser)
Für die Seitenansicht gilt:
- Bolzengewinde (Außengewinde)
- außen breite Volllinie (Abstand zwischen beiden Linien = Nenndurchmesser)
- innen schmale Volllinie (Abstand zwischen beiden Linien = Nenndurchmesser - Steigung)
- Ende des Gewindes wird mit einer breiten Volllinie dargestellt
- Muttergewinde (Innengewinde)
- Innenfläche der Bohrung: breite Volllinie (Abstand zwischen beiden Linien = Nenndurchmesser - Steigung)
- Außenfläche des Gewindes: schmale Volllinie (Abstand zwischen beiden Linien = Nenndurchmesser)
- Ende des Gewindes wird mit einer breiten Volllinie dargestellt
Wird in der Zeichnung ein Bolzen in einem Muttergewinde dargestellt, dann hat die Darstellung des Bolzens Vorrang (siehe auch ISO 6410-1).
Normung
Üblicherweise werden Gewinde verwendet, die der internationalen Normung unterworfen sind. Abweichend gibt es hin und wieder Hersteller, die aus verschiedensten Gründen von der Norm abweichende Gewinde anwenden. Das kann sicherheits- oder konstruktionsbedingt sein oder aber aus Konkurrenzgründen, so dass man auf jeden Fall auf Originalersatzteile zurückgreifen muss.
Abmessungen der gebräuchlichen Gewinde und allgemeine Bezeichnungsweisen finden sich in Tabellenbüchern oder in kostenpflichtig zu beziehenden Normen.
Gewinde-Fehler
- Steigungsfehler
- Taumelfehler
- Der Taumelfehler ist der Steigungsfehler gemessen auf einen Gang.
- Formfehler
- Der Formfehler beschreibt die Abweichung von der theoretisch exakten Gewindeform. Die theoretisch genaue Form des Gewindes erhält man, wenn man ein Gewinde unter dem Steigungswinkel schneidet. Bei beinahe jeder Art der Gewindeherstellung bleibt ein Formfehler.
- Flankenoberflächenfehler
- Die Oberfläche der Flanken hat nicht die gewünschte Rautiefe (ist zu rau), so dass die Schrauben sich im Bereich des Gewindes festfressen und nicht mehr lösen lassen (dies kann bei sehr großen Gewinden passieren, die sehr großem Druck ausgesetzt sind).
Historisches
Die Archimedische Schraube hat eine Schraubenlinie. Sie ist um 200 v. Chr. im antiken Ägypten nachgewiesen und wurde für die Bewässerung eingesetzt. Eine Paarung von Innen- und Außengewinde ist hier nicht realisiert.
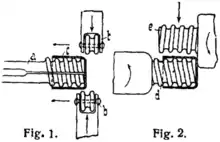
In Mitteleuropa tauchen Gewinde als Paarung von Innen- und Außengewinden dann in zahlreichen Abbildungen von Baumkeltern auf, Hintergrund dieser Abbildungen ist das biblische Motiv "Christus in der Kelter". Es dürfte sich hierbei durchweg um Holzgewinde gehandelt haben, wie diese auch noch im 19. Jahrhundert bei solchen Keltern in Gebrauch waren. Die frühesten dieser Abbildungen (Fresken und Miniaturen) datieren ins 12. Jahrhundert, Hinweise auf andere Anwendungen solcher Gewinde fehlen dann aber für die nächsten drei Jahrhunderte. Auf einer Abbildung eines Schwerlastkranes von Francesco di Giorgio ist eine hölzerne Spindel dargestellt. Das Bild dürfte in etwa um 1480 entstanden sein.
Um 1800 verbesserte Henry Maudslay die Leitspindel der Drehbank dergestalt, dass die getrennte Herstellung von Außen- und Innengewinde möglich wurde. Bis dahin war das Paar Schraube und Mutter immer eine nicht austauschbare Einheit. Bei Maschinen wurden diese Paare gekennzeichnet, um die Übersicht zu behalten. Maudslay begann mit der Normung des Gewindes.
Joseph Whitworth (1803–1887) baute hierauf auf. Er legte nach systematischen Untersuchungen den Flankenwinkel von 55° fest. Zusammen mit der Steigung gab es nun eine verlässliche Norm für die Paarung von Außen- und Innengewinde.
Weblinks
Einzelnachweise
- F. Bertram: Gewindewirbeln (Memento vom 9. Januar 2014 im Internet Archive) (PDF; 2,3 MB) In: Technische Rundschau, 40/73, September 1973.
- Christoph Lorenz: Molnija 3602. (JPG) In: Uhrwerksarchiv. 23. Juli 2021, abgerufen am 23. Juli 2021 (deutsch).
{kind=link}