Aufbauschneide
Eine Aufbauschneide ist eine künstliche Schneide an Bearbeitungswerkzeugen, die durch „Materialaufbackung“ gebildet wird. Sie entsteht bei der Bearbeitung zäher Werkstoffe vor allem bei verhältnismäßig kleiner Schnitt- und hoher Vorschubgeschwindigkeit überwiegend an der Span-, aber auch an der Freifläche des Werkzeugs. Ermöglicht wird die Aufbauschneide durch kleinste Werkstoffteilchen, die sich schichtenartig durch Pressschweißung und Klebeerscheinungen zu einer größeren Materialansammlung aufbauen. Diese weist eine so starke Verfestigung auf, dass sie die Funktion der Schneide übernehmen kann.
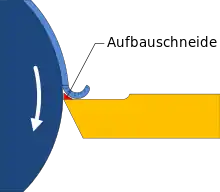
Durch die Aufbauschneide ändert sich die Geometrie des Schneidkeils hin zu einem Schneidkeil mit kleinem Winkel und großem positiven Spanwinkel. Der sich auf der Schneide aufbauende Werkstoff ragt über die Schneide hinaus, bricht von Zeit zu Zeit ab und wird vom abfließenden Span mitgenommen.[1]
Ein solcher Schneideansatz ist zu vermeiden, da er diverse Nachteile mit sich bringt:
- Der ständige Auf- und Abbau der Aufbauschneide wirkt schwingungserregend. Bis zum Fortreißen der Aufbauschneide und dem Eingriff der ursprünglichen Schneide sinkt die Schnittkraft. Daraus resultieren schwankende Schnittkräfte, die unter schlechten Bedingungen einen frühzeitigen Werkzeugbruch zur Folge haben können.
- Beim Abscheren der Aufbauschneide brechen meist auch Teile der Schneidkante aus, sodass verstärkt Werkzeugverschleiß auftritt.
- Die Aufbauschneide kann die Werkstückoberfläche aufreißen und das Gefüge nachteilig verändern (Blankbremsung).
- Die veränderte Schneidengeometrie führt zu Maßfehlern am Werkstück, die Werkzeugeinstellung muss korrigiert werden.
Die Bildung von Aufbauschneiden kann verringert werden durch:
- Veränderung der Schnittgeschwindigkeit: Es gibt in Abhängigkeit von der Schnittgeschwindigkeit ein Maximum der Aufbauschneidenbildung. Wenn die Schnittgeschwindigkeit deutlich größer oder kleiner ist entsteht sie kaum bis gar nicht
- Einsatz von beschichteten Schneidstoffen
- Glatte, geläppte Spanflächen sowie schartenarme Schneiden
- Reichliche Verwendung von Kühlschmierstoffen
- Schneidstoffe mit erhöhter Wärmeleitfähigkeit
- Übergang auf Werkzeuge aus Hartmetall
- Vergrößerung des Spanungsquerschnittes (höherer Vorschub und/oder größere Schnitttiefe)
- Einsatz einer Schneide mit positivem Spanwinkel
Weblinks
- Zerspanen metallischer Werkstoffe – Aufbauschneidenbildung – Lehrfilm des IWF mit Filmaufnahmen von der Bildung von Aufbauschneiden in Zeitlupe.
Literatur
- Martin Molitor, Karl-Heinz Grote, Horst Herold, Bernhard Karpuschewski: Einführung in die Fertigungslehre (= Berichte aus dem Institut für Fertigungstechnik und Qualitätssicherung, Magdeburg. Band 8). 2. Auflage. Shaker Verlag, Aachen 2008, ISBN 978-3-8322-6647-9, S. 147 ff.
Einzelnachweise
- Warnecke, Günter and Hummel, Günter: Zerspanen metallischer Werkstoffe – Aufbauschneidenbildung. In: av.tib.eu. Abgerufen am 13. September 2019.