Steuerungstechnik
Steuerungstechnik umfasst den Entwurf und die Realisierung von Steuerungen, das heißt, die gerichtete Beeinflussung des Verhaltens technischer Systeme (Geräte, Apparate, Maschinen, Anlagen und biologische Systeme). Sie ist, wie die Regelungstechnik, ein Teilgebiet der Automatisierungstechnik. Steuerungen werden unterteilt in binäre, analoge und digitale Steuerungen.
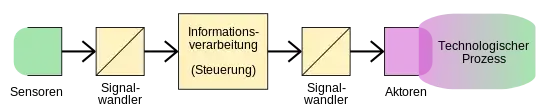
In Binär-Steuerungen sind die Ein- und die Ausgangsgrößen der Steuereinrichtungen binär. Die Beeinflussung des zu steuernden Systems (Steuerstrecke) erfolgt über die binären Ausgangsgrößen der Steuerung mittels der Aktoren. Beispiele für Aktoren sind eine Leuchte, ein Ventil oder ein Motor. Die binären Eingangsgrößen der Steuerung sind Bediensignale vom Menschen und Rückmeldesignale von Sensoren aus der Steuerstrecke, zum Beispiel die Schalterstellung (Ein/Aus), die Ventilstellung (Offen/Geschlossen) oder der Bewegungszustand des Motors (Drehend/Stehend). Gesteuert werden zum Beispiel eine Beleuchtung, ein Wasserfluss oder die Bewegung eines Fahrzeug-Antriebs.
Man unterscheidet bei Binär-Steuerungen zwischen Verknüpfungs- und Ablaufsteuerungen. Bei Ablaufsteuerungen werden relevante Werte der Steuergrößen an den Eingang der Steuerung mittels Sensoren rückgemeldet. Wenn dagegen Rückmeldungen fehlen, spricht man von Verknüpfungssteuerungen, deren Arbeitsweise binär oder mehrwertig ist.
Kennzeichen der Informationsverarbeitung in komplexen binären Steuerungen sind im Steuerprogramm enthaltene logische Verknüpfungen zwischen den Eingangssignalen (einschließlich der rückgemeldeten Signale von den Sensoren). Die Beschreibung und Berechnung binärer Steuerungen kann daher durch Mittel der binären Mathematik erfolgen.[1]
In analogen Steuerungen sind die Ein- und Ausgangsgrößen der Steuereinrichtung Analogsignale; diese Steuerungen besitzen keine Rückkopplungen. Beispiel einer analogen Steuerung ist die stetige Veränderung einer Hebelstellung beim Drehen einer Kurvenscheibe, an der der Hebel anliegt. Analoge Steuerungen können als Regelungen durch Differentialgleichungen beschrieben werden.
Eine Steuerung wird digitale Steuerung genannt, wenn in ihr Digitalsignale verarbeitet werden. Digitale Signale sind Mehrbitsignale, deren Einzelbits Bestandteile einer codierten Informationsdarstellung sind. Zur Verarbeitung digitaler Signale sind Steuerungsbefehle mit Byte- bzw. Wortoperanden, sogenannte Wortanweisungen, erforderlich.[2]
Heute sind die meisten Steuerungen binär oder digital, wobei die Ablaufsteuerungen bei weitem überwiegen (mehrere Steuergrößen werden nacheinander beeinflusst). Sie haben mehrere oder sogar viele Ein- und Ausgänge. Außer dem Startsignal sowie weiteren Bediensignalen stammen die Eingangssignale nicht vom Bediener, sondern aus der Steuerstrecke, und sind mit Sensoren erfasste und rückgemeldete (feedback) Zustände der Steuergrößen. Der jeweilige Folgeschritt im Ablauf wird immer erst dann ausgeführt, wenn der vorhergehende Schritt abgeschlossen ist. Somit liegen aufeinander folgende geschlossene Teil-Steuerkreise vor, die aber nicht mit dem nicht unterteilten geschlossenen Regelkreis zu verwechseln sind. Dessen Zweck ist eine bei Störungen stattfindende technische "Selbstkorrektur" der Regelgröße. Steuerungen, die zusätzlich gegen Störungen ausgelegt sind, bewirken bei gefährlichen Werten der Steuergrößen, dass der zu steuernde Prozess in einen sicheren Zustand überführt oder abgeschaltet wird.[1]
Zur Bewältigung der Komplexität moderner Steuerungen gibt es für deren Entwurf spezielle methodische Hilfen in Form verschiedener theoretischer Modelle sowie entsprechender computergestützter Werkzeuge. Solche Werkzeuge (Tools) werden auch für Simulation, Planung, Projektierung, Programmierung und Service (Fehlerdiagnose, Wartung und Instandsetzung) verwendet.
Geschichte der Steuerungstechnik
Historische Wurzeln
Historische Beispiele
- Der griechische Erfinder Heron von Alexandria (ca. 20–62 n. Chr.) beschreibt in seinem Werk „Automata“ eine Türsteuerung, bei der sich durch Entzünden eines Feuers die Tempeltür öffnet (stetige Steuerung), auch automatische Theater, die gesteuert durch sich abwickelnde Seile verschiedene Bewegungen ausführen konnten. Er entwarf auch einen Weihwasserautomaten, der nach Einwurf einer Münze eine kleine Menge geweihtes Wasser ausgab. Diese Ideen sind aber im Laufe der Zeit in Vergessenheit geraten und nicht weiterentwickelt worden.
- Zu Beginn des 18. Jahrhunderts wurden Spieldosen durch Stiftwalzen gesteuert. Mitte des 18. Jahrhunderts wurden Webmaschinen von hölzernen Lochkarten gesteuert, die 1805 von Joseph-Marie Jacquard durch ein umlaufendes Lochband wesentlich verbessert wurden.
Zeittabelle für Bauelemente und Geräte der Steuerungstechnik
- 1835 erfindet Joseph Henry das elektromechanische Relais.
- 1947 wird der Transistor in den USA erfunden.
- 1954 wird die erste Numerische Steuerung mit Elektronen-Röhren produziert.
- 1958 kommt das elektronische Bausteinsystem SIMATIC der Fa. Siemens für binäre Steuerungen auf den Markt, das aus diskreten Bauelementen wie Dioden, Transistoren und Widerständen aufgebaut ist.
- 1969 Richard E. Morley erfindet die Speicherprogrammierbare Steuerung (SPS) beim US-amerikanischen Unternehmen Modicon (Typ Modicon 084). Parallel hierzu entwickelte der aus Österreich stammende Odo J. Struger beim US-Unternehmen Allen-Bradley eine entsprechende SPS.
- 1970er: Die Speicherprogrammierbare Steuerung (SPS) verdrängt individuell gebaute elektronische, pneumatische und Relais-Steuerungen.
- 1971 wird der Mikroprozessor in den USA erfunden. Er dringt seit 1975 zunehmend auch in die SPS-Technologie ein und erweitert deren Leistungsfähigkeit und Flexibilität anhaltend bis in die Gegenwart.
Steuerungstechnik und industrielle Entwicklung
Die bedeutende Rolle der Steuerungstechnik in der industriellen Entwicklung wird auch im Zukunftsprojekt Industrie 4.0 der Deutschen Bundesregierung und Industrie deutlich, wobei vier Stufen der Industriellen Revolution unterschieden werden:
- Stufe 1
Beginn 1784 mit dem Einsatz von mechanischen Webstühlen, die insbesondere durch hölzerne Lochkarten-Steuerungen und später durch Steuerungen mit umlaufenden Bändern zu Webmaschinen weiterentwickelt wurden. - Stufe 2
Beginn 1870 mit dem ersten Einsatz von Fließbändern in den USA (Schlachthöfe von Cincinnati) unter Nutzung elektrischer Antriebe, die durch entsprechende Schütz- und Relais-Steuerungen geschaltet wurden. - Stufe 3
Beginn 1969 mit den ersten Speicherprogrammierbaren Steuerungen des US-amerikanischen Unternehmens Modicon (Typ Modicon 084, Erfinder: Richard E. Morley), die einen Durchbruch bei der Industrieelektronik und Informationstechnik zur massenweisen Steuerung und Automatisierung der Produktion markieren.
- Stufe 4: Industrie 4.0
Beginn 2012 mit Entwicklung und Einsatz sogenannter Cyber-Physikalischer Systeme (CPS) mit globaler Vernetzung zur global optimierten Steuerung der international organisierten Produktion (Internet der Dinge). Dieser schrittweise Übergang von der dritten zur vierten Stufe wird seit 2013 mit der Hannover Messe jährlich anwachsend einer breiten Öffentlichkeit zugänglich gemacht.
Geschichte der Normung steuerungstechnischer Begriffe
Die Theorie der Steuerungstechnik blieb bis heute hinter der der Regelungstechnik zurück, was sich unter anderem auch in der mangelhaften Normung beziehungsweise Definition einschlägiger Begriffe niedergeschlagen hat.
Die DIN-Normung hat über viele Jahre zwischen Regelung als geschlossener Kreis und Steuerung als offene Kette unterschieden. Da es in der digitalen Steuerungstechnik auch geschlossene Teil-Kreise gibt, wurde die Steuerung 1994 in der dritten, heute gültigen Ausgabe der DIN 19226 (Regelungs- und Steuerungstechnik, seit 2002 unverändert ersetzt durch DIN-IEC 60050-351) neu definiert: „Kennzeichen für das Steuern ist der offene Wirkungsweg oder ein geschlossener Wirkungsweg, bei dem die durch Eingangsgrößen beeinflussten Ausgangsgrößen nicht fortlaufend und nicht wieder über dieselben Eingangsgrößen auf sich selbst wirken“. Wesentlich ist der Nebensatz … die durch Eingangsgrößen beeinflussten Ausgangsgrößen nicht fortlaufend und nicht wieder über dieselben Eingangsgrößen auf sich selbst wirken. Die Gegenüberstellung offener oder geschlossener Wirkungsweg (Steuerung) zu geschlossener Kreis (Regelung) hat mehr zu Verunsicherung als zu Klärung beigetragen.
Normen für die Programmierung der Speicherprogrammierbaren Steuerungen
In der Steuerungsnorm DIN 19237 wurden bereits die verschiedenen Arten zur Programmverwirklichung durch verbindungsprogrammierte und speicherprogrammierbare Steuerungen klassifiziert.
Die Norm DIN 19239: "Messen, Steuern, Regeln – Steuerungstechnik – Speicherprogrammierte Steuerungen – Programmierung" wurde von der Deutschen Kommission Elektrotechnik Elektronik Informationstechnik erstellt. Der erste Entwurf wurde 1981 veröffentlicht und 1983 durch eine freigegebene Version ersetzt. DIN 19239 definierte drei Programmiersprachen für Steuerungen:
- Anweisungsliste (AWL),
- Kontaktplan (KOP),
- Funktionsplan (FUP).
Die DIN 19239 wurde im Jahre 1994 zurückgezogen und durch eine DIN auf Basis der gleichlautenden Europanorm DIN EN 61131-3 abgelöst. Hierin sind zusätzlich zu den genannten drei noch zwei weitere Programmiersprachen enthalten, also insgesamt fünf:
- Ablaufsprache (SFC, Sequential Function Chart)
- Strukturierter Text (ST).
Die hieraus hervorgegangene internationale Norm IEC 61131-3 (auch IEC 1131 bzw. 61131) ist die einzige weltweit gültige Norm der Programmiersprachen für Speicherprogrammierbare Steuerungen.
Wesen binärer Steuerungen
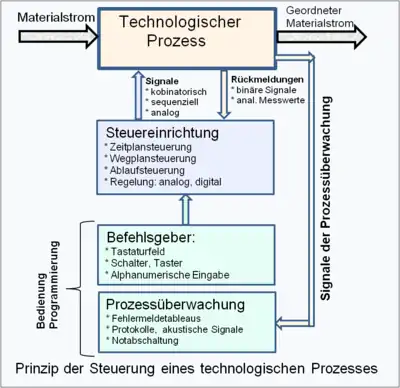
Eine binäre Steuerung bzw. das binäre Steuern ist gemäß DIN 19226, 3. Ausgabe 1994, Teil 1 bzw. DIN IEC 60050, Teil 351 ein Vorgang in einem System, bestehend aus einer Steuereinrichtung und einer Steuerstrecke, bei dem eine oder mehrere Prozessgrößen in der Steuerstrecke, die als Steuergrößen bezeichnet werden, durch binäre Ausgangsgrößen der Steuereinrichtung (auch Stellsignale genannt) entsprechend einem vorgegebenen Steueralgorithmus (Steuerprogramm) beeinflusst werden.
Signale in binären Steuerungssystemen
Die Eingangs- und Ausgangsgrößen sind binäre Signale. Es handelt sich dabei um wertdiskrete Größen, deren Informationsparameter nur zwei Werte annehmen können, die mit 0 und 1 bezeichnet werden.
Bei den binären Eingangssignalen muss zwischen Bediensignalen, die über Bedieneinrichtungen wie Schalter oder Taster eingegeben werden, und binären Messsignalen unterscheiden werden, die mittels Sensoren (wie Endlagen-Schalter oder Licht-Schranken) erfasst werden.
Aus den binären Eingangssignalen der Steuereinrichtung werden entsprechend dem Steueralgorithmus durch logische Verknüpfung als Ausgangssignale binäre Stellsignale gebildet, die über Aktoren (auch als Aktuatoren bezeichnet, z. B. Relais-Schalter, Schalt-Schütz, Magnet-Ventil oder Motor) auf das Steuerungsobjekt (technologischer Prozess, Steuerstrecke) einwirken und hierdurch Steuergrößen (Ausgänge des technologischen Prozesses) verändern.
Die Steuergrößen können entweder wertdiskrete Größen (z. B. Signale zum Ein- und Ausschalten einer Beleuchtung mittels einer Wechsel- oder Kreuzschaltung) oder analoge, d. h. wert- und zeitkontinuierliche Größen sein (z. B. Temperatur, Druck, Füllstand, Weg, Winkel, Drehzahl).
Der Signalfluss in Steuerungssystemen kann zwei unterschiedliche Grundstrukturen aufweisen:
- offene Steuerkette, wobei die Sensoren ihre Informationen (Messsignale) aus der Umgebung entnehmen, nicht aber aus dem technologischen Prozess (Steuerstrecke)
- geschlossener Steuerkreis, wobei die Sensoren ihre Informationen (Rückmeldungen: binäre Signale) aus dem technologischen Prozess entnehmen (Ablaufsteuerung).
Steuerungsarten
- Verknüpfungssteuerung
- Ablaufsteuerung
Den überwiegenden Anteil aller Steuerungsarten in den praktischen Anwendungen stellen die Ablaufsteuerungen dar. Man unterscheidet hierbei prozessgeführte und zeitgeführte Ablaufsteuerungen.
Neben „Verknüpfungs- und Ablaufsteuerungen“ existieren noch Steuerungen, in denen keine Sensorsignale (also keine Rückmeldungen) einbezogen werden und die nur einen Zeitplan (Zeitprogramm) oder Wegplan (Wegprogramm) über ihre Ausgänge und die nachgeschalteten Aktoren abarbeiten:
- Zeitprogramm-Steuerung: Ablauf der Ereignisse nach einem vorgegebenen Zeitplan, z. B. bei einer einfachen Verkehrsampel
- Wegprogramm-Steuerung: Ablauf der Ereignisse nach einem vorgegebenen Wegplan, z. B. bei einer Kopier-Fräsmaschine oder Kopier-Drehmaschine.
Diese Zeitplan- und Wegplansteuerungen nehmen als offene Steuerungen (Programmsteuerungen) einen relativ geringen Anteil aller Steuerungsarten ein.
Neuartige Ansätze zur Beschreibung der Wirkungsabläufe von Verknüpfungs- und Ablaufsteuerungen
Seit etwa 1995 wird in der Fachliteratur versucht, Steuerung genauer zu beschreiben, um einerseits ihr Verhältnis zur Regelung deutlicher darzustellen und um andererseits die verschiedenen Arten von Steuerung deutlicher voneinander abzugrenzen: Zander, Töpfer (1996),[3] Lunze (2003),[4] Langmann (2004),[5] Litz (2005),[6] Heimbold (2015).[7]
Von Wellenreuther/Zastrow (1995)[8] und Bergmann (1999)[9] wird die Definition von Verknüpfungssteuerungen gegenüber der DIN 19226 etwas präziser gefasst, indem zwischen Verknüpfungssteuerungen ohne und mit Speicherverhalten unterschieden wird.
Von Zander stammt eine neuartige Betrachtungsweise der Wirkungsabläufe von Ablaufsteuerungen, die auf der Basis einer umfassenden Struktur- und Verhaltensanalyse von Steuerstrecken entwickelt wurde.[10] Für die Vorgänge in Ablaufsteuerungen wird der Begriff „Ereignisdiskreter Prozess“ als Präzisierung des früher verwendeten Begriffs „Diskontinuierlicher Prozess“ eingeführt. Es wird davon ausgegangen, dass die Steuergrößen bei Ablaufsteuerungen überwiegend analoge Größen sind, z. B. Drücke, Temperaturen, Füllstände, Wege, Winkel, Drehzahlen. Ein wesentliches Merkmal dieser Betrachtungsweise ist, dass während des Ablaufs eines ereignisdiskreten Prozesses die von der Steuereinrichtung ausgegebenen binären Stellsignale im Sinne von Sprungfunktionen auf die analogen Steuergrößen wirken und dass deren Funktionswerte sich dadurch im Sinne von Sprungantworten entsprechend dem jeweiligen Zeitverhalten ändern. So weist z. B. die Änderung des Füllstandes beim Füllen eines Behälters ein I-Verhalten auf. Für die Steuergrößen sind entsprechende Schwellwerte festzulegen. Erreicht eine Steuergröße einen für sie vorgesehenen Schwellwert, dann wird das binäre Stellsignal, das die Veränderung der Steuergröße verursacht hat, von der Steuereinrichtung auf den Wert Null gesetzt. Gemäß dem in der Steuereinrichtung implementierten Steueralgorithmus wird dann das nächste Stellsignal ausgegeben und der ereignisdiskrete Prozess somit fortgesetzt. Das Erreichen eines Schwellwertes einer Steuergröße wird als „Ereignis“ bezeichnet. Daraus erklärt sich der Name „Ereignisdiskreter Prozess“. Ein Ereignis liegt auch vor, wenn eine Bedienhandlung ausgeführt wird oder eine vorgegebene Zeitdauer in einem Zeitglied abgelaufen ist. Beim Auftreten eines Ereignisses wird in einem ereignisdiskreten Prozess definitionsgemäß ein Operationswechsel eingeleitet. Die Ereignisse werden zu diesem Zweck durch so genannte Ereignissignale an die Steuereinrichtung gemeldet. Ereignissignale sind also binäre Messsignale, binäre Bediensignale und binäre Ausgangssignale von Zeitgliedern.
Auf dieser Basis werden Ablaufsteuerungen, d. h. Steuerungen ereignisdiskreter Prozesse, wie folgt definiert (Zander):
- Eine Ablaufsteuerung ist ein Vorgang, bei dem durch ein in der Steuereinrichtung eintreffendes Ereignissignal gemäß dem implementierten Steueralgorithmus ein binäres Stellsignal gebildet und dadurch eine Sprungfunktion auf eine analoge Steuergröße ausgeübt wird, so dass diese Steuergröße solange eine Sprungantwort ausführt und damit eine Operation abläuft, bis erneut ein auf sie bezogenes Ereignissignal eintrifft, das ein Beenden der laufenden Sprungantwort zur Folge hat und zum Aktivieren weiterer Sprungfunktionen der Steuereinrichtung führt usw.
Kennzeichen von Ablaufsteuerungen sind aufeinander folgende geschlossene Teilkreise (feedback) und überwiegend analoge Steuergrößen.
Beispiele für Ablaufsteuerungen:
- Waschmaschinensteuerung: Bei einem Waschautomaten werden Wasserzufluss, Waschmittelzugabe, Heizung und Elektromotor für die Bewegung der Trommel von einer Steuerung durch Verarbeitung von Informationen über Wasserstand, Temperatur und Zeit in Verbindung mit einem gewählten Steuerprogramm derart in Gang gesetzt und angehalten, dass saubere und geschleuderte bzw. getrocknete Wäsche entsteht.
- Aufzugsteuerung
- Mediensteuerung: Audio-, Video- und Lichtsteuerung während einer Show.
Im Unterschied zu Ablaufsteuerungen werden in Verknüpfungssteuerungen nicht vorwiegend analoge Steuergrößen, sondern ausschließlich wertdiskrete (z. B. binäre) Steuergrößen als Ausgänge der Steuerstrecke in ihren Werten verändert. Dazu werden in der Steuereinrichtung durch logische Verknüpfung der binären Eingangssignale binäre Stellsignale erzeugt, die das Schalten der Steuergrößen bewirken. Eine Rückmeldung über eine ausgeführte Schalthandlung von den Ausgängen der Steuerstrecke zu den Eingängen der Steuereinrichtung existiert bei Verknüpfungssteuerungen nicht.
Auf dieser Basis werden "Verknüpfungssteuerungen" wie folgt definiert (Zander):
- Eine Verknüpfungssteuerung ist ein Vorgang, bei dem bei einer Werteänderung von binären Bedien- und/oder Messsignalen durch logische Verknüpfung, gegebenenfalls unter Einbeziehung von inneren Zuständen, gemäß einem Steuerprogramms eine Werteänderung von binären Stellsignalen eintritt, wodurch eine oder mehrere zwei- bzw. mehrwertige Steuergrößen am Ausgang der Steuerstrecke beeinflusst werden, so dass diese den für sie durch den Steueralgorithmus vorgeschriebenen Wert annehmen.
Kennzeichen der Verknüpfungssteuerung sind ein offener Wirkungsablauf und binäre oder mehrwertige Steuergrößen.
Die Einbeziehung innerer Zustände kann durch Verwendung von Speicherelementen erfolgen. Verknüpfungssteuerungen können demzufolge kombinatorische Systeme (ohne Speicher) oder sequentielle Systeme (mit Speichern) sein.
Beispiele für Verknüpfungssteuerungen:
- Wechsel- oder Kreuzschaltungen für das Ein- und Ausschalten von Leuchten oder Aggregaten durch Schalter an verschiedenen Orten (kombinatorische Verknüpfungssteuerung).
- Umschalten einer Signalleuchte zwischen Ruhelicht, schnellem Blinklicht, Dauerlicht und langsamen Blinklicht zur Anzeige einer aufgetretenen bzw. beseitigten Störung in Abhängigkeit von einer noch nicht erfolgten bzw. durchgeführten Quittierung (sequentielle Verknüpfungssteuerung).
Abgrenzung zwischen binären Steuerungen und Regelungen
Binärsteuerungen und Regelungen unterscheiden sich vor allem in folgender Hinsicht:
- Ziele (Aufgaben): Steuerungen bewirken bestimmte Abläufe in den Steuerungsobjekten (gesteuerten Prozessen), Regelungen dagegen sorgen für die Prozess-Stabilisierung bei Vorliegen von Störgrößen.
- Informationsverarbeitung: In Steuerungen werden überwiegend logische Verknüpfungen von binären Signalen durchgeführt (UND, ODER, NICHT, Zählen, Speichern, Zeitfunktionen), in Regelungen werden hauptsächlich arithmetische Funktionen zwischen analogen Größen ausgeführt (Differenzbildung, Multiplikation, Integration, Differentiation). Deshalb lassen sich für die Beschreibung und Berechnung von Regelungen Differentialgleichungen verwenden, während zur Beschreibung und Berechnung von Steuerungen die Mittel der binären Mathematik verwendet werden müssen. In Betracht kommen hierfür insbesondere die Schaltalgebra, die angewandte Automatentheorie und die Theorie der Petri-Netze.
- Anzahl der Eingänge und Ausgänge: Industrielle Steuerungen verfügen über eine Vielzahl von Eingängen und Ausgängen (typisch 10 bis 100 und darüber). In der Regelungstechnik dominieren dagegen Eingrößen-Regelungen, d. h. Regeleinrichtungen mit einer einzigen Regelgröße als Eingang und einer einzigen Stellgröße als Ausgang. Seltener sind Mehrgrößen-Regler, die prinzipiell mehrere Eingänge (Regelgrößen) und mehrere Ausgänge (Stellgrößen) aufweisen, wenngleich auch nicht so viele wie Steuerungen.
Control und PLC
In der englischsprachigen Fachliteratur wird undifferenziert sowohl für Regelung als auch für Steuerung das Wort „control“ verwendet. Dieser Begriff wird oft einfach mit „Steuerung“ übersetzt. Um richtig übersetzen zu können, ist daher die Kenntnis des Kontextes erforderlich.
Die englische Entsprechung für „Speicherprogrammierbare Steuerung (SPS)“ ist „Programmable Logic Controller (PLC)“, was sehr viel präziser als das deutsche SPS ist, weil die logische Verknüpfung in der Steuerung als wesentliches Merkmal herausgestellt wird, die Speicherung des Programms dagegen unbetont bleibt.
Vor- und Nachteile von Steuerungen gegenüber Regelungen
Vorteile von Steuerungen:
- Die Wirkungsabläufe sind leicht überschaubar.
- Bei Auftreten einer Störung kann manuell auf den Prozess eingewirkt werden.
- Es können kein instabiles Verhalten und keine schädigenden überhöhten Amplituden der Steuergröße durch falsch angepassten Regler auftreten.
- Eine besondere Messeinrichtung für eine Rückmeldung der Steuergröße ist nicht erforderlich.

Nachteile von Steuerungen:
- Nur bekannte messbare Störungen können durch geeignete Maßnahmen kompensiert werden.
- Die Steuerstrecke muss sehr gut bekannt sein, wenn eine Störungskompensation in gewünschter Weise wirksam sein soll.
- Es erfolgt keine Rückmeldung, ob die Führungsgröße durch die Ausgangsgröße erreicht wurde.

Die Vor- und Nachteile von Regelungen sind im Artikel Regelungstechnik beschrieben.
Realisierungsarten von Steuereinrichtungen
Verbindungsprogrammierte Steuereinrichtung (VPS)
Die Verbindungsprogrammierte Steuereinrichtung wird auch kurz (VPS) genannt.
Anmerkung: Beim Begriff Steuerung handelt es sich eigentlich um einen Vorgang und nicht um ein Gerät. Das Steuer-Gerät dagegen ist die Steuereinrichtung, die jedoch verkürzt auch als Steuerung bezeichnet wird, sodass es zu Verwechselungen kommen kann.
Gerätetechnische Ausführungen von Verbindungsprogrammierten Steuereinrichtungen sind beispielsweise:
- mechanische Steuerung: z. B. Stiftwalzen einer Drehorgel, Kurvenscheibe,
- elektrische Steuerung: z. B. Kontakte und Relais,
- pneumatische oder hydraulische Steuerung,
- elektronische Steuerung: z. B. Logikgatter, Programmierbare logische Schaltung.
Speicherprogrammierbare Steuereinrichtung (SPS)
Die Speicherprogrammierbare Steuereinrichtung (SPS) wird auch kurz Speicherprogrammierbare Steuerung genannt. Der Plural Speicherprogrammierbare Steuereinrichtungen wird mit SPSen abgekürzt.
Die SPS ist im Prinzip ein Mikrocontroller mit entsprechenden Speichern für Steuerungsprogramm und Steuerungsparameter sowie zugehörigen Eingängen für Sensorsignale und Ausgängen für Aktorsignale, ergänzt durch Mensch-Maschine-Schnittstellen zur Bedienung sowie Schnittstellen zur industriellen Kommunikation für Programmierung und Vernetzung.

Die SPS ist heute die am meisten verwendete Steuerungsart. Sie ist im Prinzip auch als Regler verwendbar, da die Arithmetik-Logik-Einheit (ALU) des internen Mikroprozessors bei der Informationsverarbeitung sowohl die logischen Steuerungsaufgaben als auch die arithmetischen Regelungsaufgaben lösen kann.
Die SPS bildet daher zugleich auch die Basis für eine zeitgemäße Leittechnik für die Automation in der Volkswirtschaft. Somit haben sich die SPSen wegen ihres universellen Charakters zu einem Massenprodukt entwickelt, das weltweit in Millionenstückzahlen hergestellt wird. Sie ermöglichen daher eine Massenanwendung der Automation, verbunden mit deren Breitenanwendung in allen Bereichen der Volkswirtschaft und in vielen Bereichen von Konsumgütern.
Die SPS-Technologie hat wesentlich dazu beigetragen, die Abgrenzung zwischen Steuerung und Regelung einerseits begrifflich zu klären, andererseits gerätetechnisch zu überwinden. Dieser Entwicklungsprozess hat schließlich auch zu Auswirkungen auf die Philosophie und die Methodik der Entwurfsprozesse für Steuerungen und Regelungen geführt. Im Ergebnis ist eine weitgehende methodische Vereinheitlichung erreicht worden, ohne dabei deren innere Spezifik aufzuheben und ohne die PC-gestützten Entwurfswerkzeuge gleichzuschalten.
Entwurf von Steuerungen
Entwurfsprozess
Beim Entwurf von Steuerungen geht es darum, für eine informell vorgegebene Steuerungsaufgabe eine formale Darstellung der geforderten Prozessabläufe zu erarbeiten, die es ermöglicht, eine entsprechende Steuereinrichtung zu erstellen, sodass durch die von ihr ausgegebenen Stellsignale und empfangenen Messsignale der gewünschte ereignisdiskrete Prozess in der Steuerstrecke abläuft.
Bei verbindungsprogrammierten Steuereinrichtung erfolgt die formale Darstellung in Form von technischen Zeichnungen oder Schaltplänen, durch die vorgeschrieben wird, wie die Bauelemente zur Verknüpfung der binären Signale zusammenzuschalten sind. Bei speicherprogrammierbaren Steuereinrichtungen geht es um die Erstellung von Programmen, über die alle logischen Verknüpfungen softwaremäßig realisiert werden.
Der Steuerungsentwurf kann entweder intuitiv bzw. empirisch oder systematisch durchgeführt werden. Beim systematischen Entwurf spricht man auch von der Erstellung eines Steueralgorithmus. Dabei kommen die Beschreibungsmittel und Methoden der Schaltalgebra, der Automatentheorie oder der Petri-Netz-Theorie zum Einsatz.
Beschreibungsmittel für Steueralgorithmen
Die Beschreibungsmittel der Schaltalgebra, Automatentheorie und Petri-Netz-Theorie können dazu verwendet werden, beim Entwurf von Steuerungen die Steueralgorithmen zunächst manuell grob zu notieren.
Wahrheitstabelle
| E1 | E2 | UND A1 |
ODER A2 |
EXCL-ODER A3 |
|---|---|---|---|---|
| 0 | 0 | 0 | 0 | 0 |
| 0 | 1 | 0 | 1 | 1 |
| 1 | 0 | 0 | 1 | 1 |
| 1 | 1 | 1 | 1 | 0 |
Durch eine Wahrheitstabelle kann die Zuordnung von binären Ausgangssignalen A zu binären Eingangssignalen X dargestellt werden. Die Werte der binären Signale werden durch die Ziffern 0 und 1 angegeben.
Die nebenstehende Wahrheitstabelle enthält 2 Eingangssignale E1 und E2, und dafür ergeben sich 4 mögliche Eingangskombinationen. Im rechten Teil der Tabelle sind als Ausgänge A1 bis A3 die Funktionswerte der drei wichtigsten Verknüpfungen dargestellt: UND, ODER, Exclusiv-ODER (Antivalenz).
Solche Tabellen mit mehreren Ausgängen sind eine verkürzte Darstellung von Einzeltabellen mit nur einem einzigen Ausgang. Eine Tabelle mit 4 Eingängen enthält 16 verschiedene Verknüpfungen (siehe Boolesche Funktion).
Beim Steuerungsentwurf kann von solchen Wahrheitstabellen ausgegangen werden. Nach einer möglichen Vereinfachung mit den Regeln der Schaltalgebra oder mit dem Karnaugh-Veitch-Diagramm kann das Ergebnis dann direkt zur Realisierung der Steuerungseinrichtung dienen.
Anhand des folgenden Beispiels soll der Steuerungsentwurf näher betrachtet werden:
Aufgabenstellung
- Ein Patient kann durch Drücken einer Ruftaste über eine Leuchtanzeige die Krankenschwester rufen. Anders als bei einer Türglocke muss der Tastendruck zu einer dauerhaften Meldung führen, um auch dann noch bemerkt zu werden, wenn die Ruftaste nicht mehr gedrückt ist (Speicherfunktion). Die Leuchtanzeige wird von der Krankenschwester mit einer Rückstelltaste quittiert (zurückgesetzt, gelöscht).
Lösungsweg
| Ruftaste E1 |
Rückstelltaste E2 |
Meldung E3 |
Meldung A1 | |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 1 | 0 | 1 |
| 3 | 1 | 0 | 1 | 1 |
| 4 | 1 | 0 | 0 | 1 |
| 5 | 0 | 1 | 1 | 0 |
| 6 | 0 | 1 | 0 | 0 |
| 7 | 0 | 0 | 1 | 1 |
| 8 | 0 | 0 | 0 | 0 |
Die Problemstellung des Beispiels verlangt also Speicherverhalten, sodass in der Wahrheitstabelle neben den Sensoren (E1 und E2) auch der Aktorzustand, d. h. das Ausgangssignal A1, selbst als Eingang hinzugefügt werden muss (E3). Dadurch erhält die Tabelle 8 Zeilen.
Aus den Zeilen 1 bis 4 ist zu erkennen, dass bei gedrückter Ruftaste (E1 = 1) immer die Anzeige leuchtet (A1 = 1), die beiden Eingänge E2 und E3 also keine Rolle spielen ((Anm.: Bei dieser Darstellung muss die Ruftaste immer gedrückt sein, wenn der Wert 1 angegeben ist, d. h. Art der Speicherung nicht erkennbar)). Die Zeilen 5 und 6 zeigen, dass die Rückstellung (A1 = 0) von Eingang E3 unabhängig ist. In den Zeilen 7 und 8 steckt das Speicherverhalten der Steuerung: Die Leuchtanzeige behält ihren (alten) Zustand bei (A1 = E3), wenn beide Taster den Zustand 0 haben. Hier liegt also eine interne Rückführung des Meldungsausgangs A1 auf den Eingang E3 vor.
Die Leuchtanzeige besitzt also ein Speicherverhalten. Es handelt sich hierbei um eine sequentielle Verknüpfungssteuerung (s. Definition). Im folgenden Logik-Plan und im Relais-Schaltplan ist der Speicher als Selbsthaltekreis ausgebildet.
- Schaltausdruck (Ausdruck der Booleschen Algebra bzw. der Schaltalgebra):
steht für ODER, steht für UND, — steht für NICHT



Logik-Plan
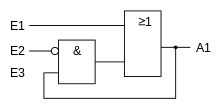
- Logik-Plan (Funktionsplan FUP):
≥1 steht für ODER, & steht für UND, O steht für NICHT
Der Logik-Plan ist eine Schaltung aus elektronischen Schaltgliedern.
Für die Grundverknüpfungen gibt es genormte Symbole, die ausführlich im Artikel Logikgatter beschrieben sind. (≥1 steht für ODER, & für UND, O ein Kreis am Eingang bzw. am Ausgang der Elemente für NICHT).
Relais-Schaltplan
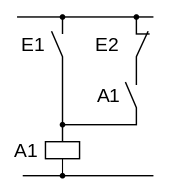
Die UND-Verknüpfung wird als Reihenschaltung und die ODER-Verknüpfung als Parallelschaltung von Kontakten dargestellt. Für die Nicht-Verknüpfung wird ein Öffner verwendet.
Für Ablauf-Steuerungen von ereignisdiskreten Prozessen eignen sich insbesondere die folgenden Beschreibungsmittel:
Fachsprachen für SPS
Zur Programmierung von Speicherprogrammierbaren Steuereinrichtungen wurden aus den obigen Beschreibungsmitteln 5 spezifische Fachsprachen abgeleitet, denen Compiler beigeordnet sind, mit denen der Quelltext in die SPS-Maschinensprache übersetzt wird. Diese 5 Fachsprachen für SPSen wurden seit den 1990er Jahren schrittweise international genormt, wozu insbesondere die Europa-Norm EN 61131 und hierauf aufbauend die Norm der International Electrotechnical Commission IEC 61131-3 wesentlich beigetragen haben.
Mit diesen Normungen wurden wesentliche Schritte zur Vereinheitlichung getan, um der SPS-Technologie zu ihrem weltweiten Durchbruch zu verhelfen, der die SPS zum meistverwendeten Automatisierungsmittel gemacht hat. SPSen werden heute in Millionen-Stückzahlen hergestellt und sowohl für Ablauf-Steuerungen als auch für Regelungen und Messwertverarbeitungen eingesetzt. SPSen bilden damit das universelle Kernstück der zeitgemäßen Automatisierungsmittel und bewirken deren Massen- und Breiteneinsatz.
Anweisungsliste AWL
LDN E2
A A1
O E1
= A1
|
LD E2 R A1 LD E1 S A1 |
| Anweisungsliste Variante 1 | Variante 2 |
LD steht für Lade, N steht für NICHT, A steht für UND, O steht für ODER, S steht für Setzen (speichernd), R steht für Rücksetzen.
Kontaktplan KOP
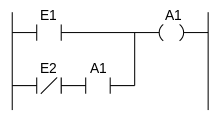
Der Kontaktplan wurde abgeleitet vom oben dargestellten Relais-Schaltplan.
Funktionsplan FUP
Der Funktionsplan wurde abgeleitet vom oben dargestellten Logik-Plan.
Ablaufsprache SFC (Sequential Function Chart)
Die Ablaufsprache wurde abgeleitet vom steuerungstechnisch interpretierten Petri-Netz.
Strukturierter Text ST
Neben den speicherprogrammierbaren Steuerungen (SPS) kommen auch Industrie-PC (IPC) zum Einsatz, die mit höheren Programmiersprachen wie Strukturierter Text programmiert werden. Diese Möglichkeit besteht auch bei modernen SPSen, sodass sich auch hier höhere Programmiersprachen als Fachsprachen der Steuerungstechnik immer mehr verbreiten. IPCs können mit relativ geringem Aufwand auch umfangreiche Zusatzfunktionen wie Visualisierungen, Protokollierungen und Statistiken bereitstellen.
Ausgeführte Programme benötigen Zeit. Nur Hard- und Software, die auch im ungünstigsten Fall synchron zum Prozess arbeiten kann, ist als Steuergerät geeignet und wird als echtzeitfähig bezeichnet. Im engeren Sinn bedeutet Echtzeit jedoch, dass Hard- und Software eines Rechners für diesen Zweck besonders ausgelegt sind. Rechner, die steuern, dürfen niemals überlastet sein, weil sie sonst mit dem Prozessablauf nicht Schritt halten können und somit ihre Echtzeitfähigkeit verlieren würden.
Prozessmodellbasierter Steuerungsentwurf
Während beim Entwurf von Regelungen mathematische Modelle der Regelstrecke einbezogen werden, verwendet man beim Entwurf von binären Steuerungen in der Praxis bisher lediglich gedankliche Modelle der Steuerstrecke. In den 1990er Jahren wurden erste Ansätze zum modellbasierten Entwurf von Steuerungen entwickelt, bei denen von einer Zerlegung der Steuerstrecken in Elementarsteuerstrecken ausgegangen wurde. Aus den sich daraus ergebenden Teilmodellen muss dann ein Gesamtmodell der Steuerstrecke gebildet werden. Dieses Vorgehen ist jedoch sehr aufwendig und wurde somit nicht praxiswirksam.
In den Jahren 2005 und 2007 wurde in der Fachzeitschrift „Automatisierungstechnik“ von Zander eine neuartige Methode zum Entwurf von Ablaufsteuerungen für ereignisdiskrete Prozesse publiziert, die es erlaubt, die in der Steuerungsaufgabe aus technologischer Sicht vorgegebenen Prozessabläufe direkt in ein Prozessmodell der gesamten Steuerstrecke umzusetzen. Daraus lässt sich dann durch einfache Transformationen der zugehörige Steueralgorithmus generieren.[11][12]
In einer Buchpublikation wurde diese Methode zum prozessmodellbasierten Entwurf durch Methoden zur Prozessanalyse und Modellbildung von ereignisdiskreten Prozessen komplettiert.[13] Die Grundlage dazu bildet eine allgemein angelegte Struktur- und Verhaltensanalyse von Steuerstrecken auf der Basis der neuartigen Betrachtungsweise von Ablaufsteuerungen (s. oben), aus der sich ein tieferes Verständnis der Wirkungsabläufe ergibt.
Die Modellierung der ereignisdiskreten Prozesse erfolgt dabei durch prozessinterpretierte Petri-Netze. Die daraus generierten Steueralgorithmen werden in Form von steuerungstechnisch interpretierten Petri-Netzen dargestellt, die zur Realisierung direkt in eine Ablaufsprache für SPS umgewandelt werden können. Die Vorgehensweise wird an Praxisbeispielen demonstriert, u. a. durch den Entwurf einer „intelligenten“ Aufzugssteuerung für zehn Etagen.
Das Vorgehen beim prozessmodellbasierten Steuerungsentwurf kommt vor allem den Anwendern (Verfahrenstechniker, Fertigungstechniker u. a.) sehr entgegen, die es gewohnt sind, in Prozessabläufen zu denken. Sie müssen dadurch nicht die in der Steuerungsaufgabe gegebenen Prozessabläufe unmittelbar in Steueralgorithmen umwandeln, was insbesondere Neueinsteigern gewisse Schwierigkeiten bereitet. Darüber hinaus kann das zunächst für die Generierung des Steueralgorithmus gebildete Prozessmodell zugleich auch für die Simulation einer entworfenen Steuerung oder zusätzlich für eine Betriebsdiagnose genutzt werden.
Gleichzeitig bedeutet diese innovative Entwurfsstrategie für Steuerungen erstmals eine methodische Vereinheitlichung des grundsätzlichen Vorgehens beim Entwurf in der Steuerungstechnik mit dem in der Regelungstechnik, ohne dabei die Spezifik der speziellen Entwurfsverfahren und Entwurfswerkzeuge beider Gebiete in Frage zu stellen.
Siehe auch
- Steuergerät (Automobilelektronik)
- Kybernetik
- Schaltungs- und Systementwurf in der Mikroelektronik
- Integrierte Navigation bei der Lenkung von Fahrzeugen
- Bewegungsregelung
Literatur
- N. Wiener: Kybernetik. Regelung und Nachrichtenübertragung im Lebewesen und in der Maschine. ECON-Verlag, Düsseldorf/ Wien/ New York/ Moskau 1968, ISBN 3-430-19652-3.
- A. Lerner: Grundzüge der Kybernetik. 2. Auflage. Verlag Technik, Berlin 1971.
- H. Gottschalk: Verbindungsprogrammierte und speicherprogrammierbare Steuereinrichtungen. Verlag Technik, Berlin 1984.
- P. Neumann u. a.: SPS-Standard: IEC 1131 : Programmierung in verteilten Automatisierungssystemen. 3. Auflage. Oldenbourg-Industrieverlag, München/ Wien 2000, ISBN 3-8356-7005-0.
- W. Kriesel, H. Rohr, A. Koch: Geschichte und Zukunft der Mess- und Automatisierungstechnik. VDI-Verlag, Düsseldorf 1995, ISBN 3-18-150047-X.
- J. Lunze: Automatisierungstechnik. 3. Auflage. R. Oldenbourg Verlag, München/ Wien 2012, ISBN 978-3-486-71266-7.
- J. Müller, B.-M. Pfeiffer, R. Wieser: Regeln mit SIMATIC. Praxisbuch für Regelungen mit SIMATIC S7 und SIMATIC PCS 7. 4. Auflage. Publicis Publication, Erlangen 2011, ISBN 978-3-89578-340-1.
- L. Litz: Grundlagen der Automatisierungstechnik. Regelungssysteme – Steuerungssysteme – Hybride Systeme. 2. Auflage. R. Oldenbourg Verlag, München/ Wien 2013, ISBN 978-3-486-70888-2.
- M. Seitz: Speicherprogrammierbare Steuerungen. System- und Programmentwurf für die Fabrik- und Prozessautomatisierung, vertikale Integration. Fachbuchverlag im Carl Hanser Verlag, Leipzig/ München 2012.
- G. Wellenreuther, D. Zastrow: Automatisieren mit SPS – Theorie und Praxis. Programmieren mit STEP 7 und CoDeSys, Entwurfsverfahren, Bausteinbibliotheken; Beispiele für Steuerungen, Regelungen, Antriebe und Sicherheit; Kommunikation über AS-i-Bus, PROFIBUS, PROFINET, Ethernet-TCP/IP, OPC, WLAN. 6. Auflage. Springer Vieweg, Wiesbaden 2015, ISBN 978-3-8348-2597-1.
- H.-J. Zander: Steuerung ereignisdiskreter Prozesse. Neuartige Methoden zur Prozessbeschreibung und zum Entwurf von Steuerungsalgorithmen. Springer Vieweg Verlag, Wiesbaden 2015, ISBN 978-3-658-01381-3.
Weblinks
Einzelnachweise
- H.-J. Zander: Steuerung ereignisdiskreter Prozesse. Neuartige Methoden zur Prozessbeschreibung und zum Entwurf von Steuerungsalgorithmen. Springer Vieweg Verlag, Wiesbaden 2015, ISBN 978-3-658-01381-3.
- G. Wellenreuther, D. Zastrow: Steuerungstechnik mit SPS. Vieweg Verlag, Wiesbaden 1995.
- H.-J. Zander: Steuerungs- und Regelungseinrichtungen. In: H. Töpfer (Hrsg.): Automatisierungstechnik aus Herstellersicht. Fa. Bürkert Steuer- und Regeltechnik, Ingelfingen 1996, ISBN 3-00-000666-4.
- J. Lunze: Automatisierungstechnik. 3. Auflage. R. Oldenbourg Verlag, München/ Wien 2012, ISBN 978-3-486-71266-7, S. 442.
- R. Langmann (Hrsg.): Taschenbuch der Automatisierung. Fachbuchverlag im Carl Hanser Verlag, Leipzig/ München 2004, S. 172–176.
- L. Litz: Grundlagen der Automatisierungstechnik. Regelungssysteme - Steuerungssysteme - Hybride Systeme. 2. Auflage. Oldenbourg Verlag, München/ Wien 2013, ISBN 978-3-486-70888-2, S. 179.
- T. Heimbold: Einführung in die Automatisierungstechnik. Automatisierungssysteme, Komponenten, Projektierung und Planung. Fachbuchverlag im Carl Hanser Verlag, Leipzig/ München 2015, ISBN 978-3-446-42675-7, S. 27–30.
- G. Wellenreuther, D. Zastrow: Steuerungstechnik mit SPS. Vieweg Verlag, Wiesbaden 1995.
- J. Bergmann: Lehr- und Übungsbuch Automatisierungs- und Prozessleittechnik. Eine Einführung für Ingenieure und Betriebswirtschaftler. Fachbuchverlag im Carl Hanser Verlag, Leipzig/ München 1999.
- H.-J. Zander: Steuerung ereignisdiskreter Prozesse. Neuartige Methoden zur Prozessbeschreibung und zum Entwurf von Steuerungsalgorithmen. Springer Vieweg Verlag, Wiesbaden 2015, ISBN 978-3-658-01381-3, S. 38–43 und S. 185–192.
- H.-J. Zander: Entwurf von Ablaufsteuerungen für ereignisdiskrete Prozesse auf der Basis geeigneter Steuerstreckenmodelle. In: Automatisierungstechnik. München. Jg. 53, H. 3, 2005, S. 140–149.
- H.-J. Zander: Eine Methode zum prozessmodellbasierten Entwurf von Steueralgorithmen für parallele ereignisdiskrete Prozesse. In: Automatisierungstechnik. München. Jg. 55, H. 11, 2007, S. 580–593.
- H.-J. Zander: Steuerung ereignisdiskreter Prozesse. Neuartige Methoden zur Prozessbeschreibung und zum Entwurf von Steuerungsalgorithmen. Springer Vieweg Verlag, Wiesbaden 2015, ISBN 978-3-658-01381-3, S. 177–278.