Formenbau
Formenbau ist der Oberbegriff zur Herstellung von Gussformen, welche zur Fertigung von Gussteilen sowohl aus Metall als auch aus Kunststoff benötigt werden.



Im nachfolgenden Artikel wird im Wesentlichen die Herstellung von Formen beschrieben, die zur Produktion von Kunststoffteilen verwendet werden. Der Gebrauch und die Herstellung von Formen zur Produktion von Metallteilen wird im Artikel Gießen (Metall) beschrieben.
Grundlagen
Dauerform und Verlorene Form
Dauerformen sind Formen, die zahlreiche Gussvorgänge überstehen, z. B. für Serienproduktion.
- Für hohe Stückzahlen gibt es Dauerformen aus Stahl für Kunststoffguss oder Metalldruckguss. Andere Dauerformen bestehen etwa aus Schamotten im Metallguss, Beton im Beton- und Kunststeinguss, und anderes.
- Für kleine Stückzahlen (Kleinserien) gibt es Formen aus Holz, Gips oder ähnlichen Material. Hiermit können z. B. glasfaserverstärkte Kunststoffteile oder Kunstgüsse hergestellt werden.
Verlorene Formen werden beim oder nach dem Guss zerstört
- im Industrieguss aus Sand (mit Bindemitteln) nach einem Modell erstellt
- eine Besonderheit ist das Wachsausschmelzverfahren (z.B für Kleinteile im Feinmaschinenbau, Medizintechnik oder für Schmuck)
Formbestandteile: Matrize, Kern, Kavität
Metallformen können aus mehreren hundert Einzelteilen (Formbestandteilen) bestehen. Diese Einzelteile können geformte Teile oder eingekaufte Normteile und Normalien sein.
- Eine Metallform besteht mindestens aus einer Matrize („Mutterform“), welche das Negativ der Außenform für das herzustellende Massenteil bildet.
- Soll das Bauteil einen Hohlraum oder eine konkave Form erhalten, wird ein Kern als Innenform benötigt. Der Kern kann entfernt werden, wenn die Form offen ist und keine Hinterschneidungen die Entnahme behindern. Andernfalls verbleibt er im Material, wird chemisch oder durch Erhitzen aufgelöst oder mechanisch zerstört und dann entfernt. Wenn etwa ein Kern aus Styropor mit Ton als Gussmaterial verwendet wird, so gast der Kern beim Brennen aus, und es ist nur eine kleine Öffnung nötig, um das Gas entweichen zu lassen.
Zwischen Kern und Matrize verbleibt die Kavität als die auszufüllende Hohlform. Die Gesamtheit der Form ist das Model. Dieser Begriff ist nicht in allen Gusstechniken geläufig.
Bei Druck- und Pressformen spricht man auch von Patrize (Gegenform).
Werkzeugaufbau
Die meisten Formaufbauten unterteilt man in Düsenseite und Auswerferseite. In beiden Hälften ist die negative Kontur des Gießlings als Hohlraum vorhanden. Die Gießmaschine fährt diese beiden Formhälften, nach dem Gießvorgang (Einspritzen) und erfolgter Erstarrung, auseinander. Das Formteil verbleibt in der Ausstosserseite und wird mit der separaten Auswerfervorrichtung ausgeworfen. Die Kontur des Formteils erlaubt keine Unterschneidungen in Öffnungsrichtung. Falls die Kontur dennoch Unterschneidungen haben muss, werden zusätzliche Schieber eingebaut, die vor dem Ausstoßvorgang zurückgefahren werden.
Teile einer typischen Form sind danach:
- Aufspannplatte Düsenseite
- Formplatte Düsenseite
- Formplatte Auswerferseite
- Distanzleisten für die Auswerferplatten
- Auswerferplatten mit den Auswerfern
- Aufspannplatte Auswerferseite
- Anschlüsse für die Kühlbohrungen
- Heißkanal- oder Kaltkanaldüse
Gegebenenfalls kommen noch Schieber und diverse Anbauteile, wie Typenschilder, Transportbügel, Zykluszähler etc. hinzu.
Handwerkliche Formen
Historischer Guss in Steinform

Der Guss in Stein ist eine historische Art Gegenstände aus Metall herzustellen. Schon vor Jahrtausenden entwickelten die Menschen darin eine beeindruckende Geschicklichkeit und waren in der Lage feinste Gegenstände zu produzieren.
Die Materialien für Steinformen waren überwiegend gut zu bearbeitende Steinarten wie Sand- oder Speckstein. Formen aus Granit sind äußerst selten zu finden.
Das Negativ wird durch Meißeln, Schaben oder Schnitzen in den Stein eingearbeitet. Das flüssige Metall wird in die Form gefüllt und erstarrt dort.
Beim Gießen in Steinformen existieren vier Arten:
- Die erste ist der offene Herdguss. Hierbei verwendet man nur eine Formhälfte. Durch die offene Seite tritt eine starke Reaktion mit Sauerstoff ein, welche zu Bläschenbildungen auf dem Metall führt und dieses rau und porös werden lässt.
- Eine zweite Variante ist der verdeckte Herdguss, wobei eine Formhälfte mit einer Blindhälfte zusammengelegt wird. Ein übermäßiges Oxidieren der Schmelze wird dadurch verhindert. Da eine Hälfte blind ist, sind Passlöcher, Schlösser und dgl. nicht notwendig. Handelt es sich um zwei Hälften mit Formnegativ, müssen diese in die Steine eingearbeitet werden, um ein Verschieben der beiden Formen zu verhindern. Diese Gussstücke erkennt man auch an den Gussnähten, die entlang der Formteilung entstehen.
- Eine weitere Variante nennt sich Kernguss, welcher zum Anfertigen von Gegenständen mit Hohlräumen verwendet wird.
- Die vierte und letzte Art ist der Überfang- bzw. Verbundguss. Dabei handelt es sich um einen zweiten Aufguss auf ein halbfertiges Fabrikat. Diese Technik wird auch zur Reparatur oder Ausbesserung defekter oder misslungener Stücke genutzt. Verbund- oder Überfangguss fand auch beim Wachsausschmelzverfahren Anwendung.
Moderne Formen
Formen für geringe Stückzahlen werden meist aus glasfaserverstärkten Kunststoffen (GFK) hergestellt, seltener aus kohlenstofffaserverstärkten Kunststoffen (CFK). Solche Formen sind nach der Herstellung von etwa 10–200 Bauteilen verschlissen. Sinnvoll sind sie besonders zur Herstellung komplexer und großer Teile, zum Beispiel im Bootsbau. GFK-Formen werden meist per Hand angefertigt, indem dünne Glasfasermatten um ein Urmodell (oft ein massiver Polystyrol-Kern) oder um ein Muster-Bauteil gelegt werden und härten. Dadurch entsteht eine sogenannte Negativform. Bei der Herstellung des Bauteils wird der zu formende Werkstoff auf der Innenseite der Form angebracht, was eine glatte Außenfläche bewirkt. Eine Positivform (auch Kern) hingegen ist ein Abbild des herzustellenden Bauteils; das zu formende Material wird wie oben beschrieben auf der Außenseite aufgebracht, wodurch die innere Oberfläche glatt wird. Die Herstellung der Form und der Bauteile ist nach dem gleichen Verfahren möglich und unterscheidet sich in der Praxis oft nur geringfügig.

Stahlformenbau: Dauerformen aus Stahl
Für hohe Stückzahlen werden Dauerformen aus Stahl eingesetzt, insbesondere zum Spritzguss von Kunststoffen sowie zum Druckguss und Metallpulverspritzguss von Metallen. Hier spricht man auch vom Stahlformenbau, der mit dem Werkzeugbau eng verwandt ist und häufig auch so bezeichnet wird. Stahlformen werden entsprechend auch als Werkzeuge bezeichnet.
Verschleißfestere Formen bestehen in der Regel aus gehärtetem oder vergütetem Werkzeugstahl oder aus Hartmetall. Die meistens sehr genauen Formkonturen werden mit Hilfe von verschiedenen Werkzeugmaschinen nach Konstruktionszeichnung und NC-Daten eingearbeitet, zum Teil auch mit der Hand. Das macht die Herstellung einer Form zwar teuer, aber für die Herstellung von Bauteilen in großen Mengen ist dies ab einer gewissen Losgröße (Mindeststückzahl) kostengünstiger und schneller als die Teileherstellung ohne Formen (zum Beispiel mit CNC-Fräsen).

Als Grundlage für den Stahlformenbau dienen meist standardisierte Formaufbauten von Normalienherstellern. Je nach Anwendungsgebiet können die Formaufbauten in Größe und Ausführung variieren.
Standardformen
Die Standardformen eignen sich für vielseitige Anwendungen im Formenbau. Die Aufbauten sind modular aufgebaut. Das heißt, dass die Platten vom Werkzeugaufbau in Stärke und Material beliebig ausgewählt werden können.
Backenformen
Die Backenformen besitzt einen funktionsfertigen Schieber, der die gesamte Länge abdeckt. Somit eignen sich diese Art des Formaufbaus für Bauteile mit großen Hinterschnitten.
Wechselformen

Gerade bei der Herstellung von Prototypen und Kleinserien werden kürzeste Rüstzeiten beim Werkzeugwechsel gefordert. Bei den Wechselformen bleibt der Formaufbau auf der Maschine, wobei nur die Wechseleinsätze auf der Düsen- und Auswerferseite getauscht werden.
Verwendung
Bei der Verwendung einer Form wird ein unförmiges Material vom Werkzeug in die gewünschte Form gebracht. Bei dem Material kann es sich beispielsweise um weiche Matten, ein Granulat oder eine Schmelze handeln. Das Material wird mit unterschiedlichen Verfahren in das Werkzeug (also die Form) eingebracht:
- Mineralguss
- Spritzgießen (Verarbeitung von Kunststoff) (Thermoplast, Duroplast, Elastomer)
- Metallpulverspritzgießen
- Druckgießen (Verarbeitung von Nichteisen-Legierungen, z. B. Aluminium, Magnesium und Zink)
- Spritzpressen
- Faserspritzen
- Formpressen
- Strangpressen
- Gesenkschmieden (Verarbeitung von Metall)
Diese Verarbeitungsverfahren können miteinander kombiniert werden. Auch können komplett unterschiedliche oder ähnliche Materialien in nacheinander folgenden Prozessen kombiniert verarbeitet werden.
- Konstruktionszeichnung eines Kunststoff-Spritzgießwerkzeuges
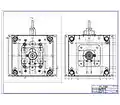 Auswerferseite (links) und Düsenseite (rechts)
Auswerferseite (links) und Düsenseite (rechts)
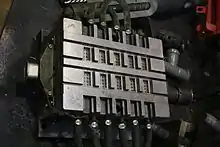
- Fotos eines Druckguss- und eines Spritzgusswerkzeuges
 Druckgusswerkzeug für Aluminium, Düsenseite
Druckgusswerkzeug für Aluminium, Düsenseite Druckgusswerkzeug für Aluminium, Auswerferseite
Druckgusswerkzeug für Aluminium, Auswerferseite Spritzgusswerkzeug für Kosmetikflaschendeckel
Spritzgusswerkzeug für Kosmetikflaschendeckel
Erstarrung des Werkstoffes
Der in die Form eingebrachte Werkstoff muss erstarren, bevor er wieder entnommen wird. Je nach Beschaffenheit des Werkstoffes geschieht dies durch Erkalten oder mithilfe einer Wärmebehandlung. Auch das Härten in einer Vakuumkammer (siehe Vakuumgießen) ist möglich.
Entformung
Entformen bezeichnet das Herauslösen des gehärteten Materials aus der Form. Wie dies geschieht, hängt von zahlreichen Faktoren ab. Zum Teil werden komplizierte Mechanismen angewendet, um ein Teil aus dieser Form wieder herauszulösen. Die kompliziertesten Mechanismen werden beim Spritzgießen und beim Druckgießen angewendet. Neben ganz gewöhnlichen Ausstoßern, Flachausstoßern oder Abstreifern werden Schieber oder Schrägausstoßer verwendet. Eine besondere Schwierigkeit ist das Entformen von dreidimensionalen Formen, die wegen ihrer Gestaltung kein einfaches Herauslösen in eine Richtung ermöglichen; als Beispiel möge man sich eine Dreiviertelkugel vorstellen. Hier werden Gewinde- oder Zusammenfallkerne verwendet. In einigen Fällen kann der Kern einfach im Teil verbleiben. Die Entformungsvarianten können auch miteinander kombiniert werden.
Schwindung
Damit die verschiedenen Werkstoffe in der Massenfertigung verarbeitet werden können, müssen diese erwärmt werden oder es entsteht bei der Verarbeitung Wärme. Beim Abkühlen wird dabei das endgültige Werkstück etwas kleiner. Diese Verkleinerung nennt man Schwindung (Schwund). Die Schwindung hängt hauptsächlich vom verwendeten Material, aber auch vom angewendeten Verfahren, dessen Verarbeitung und weiteren Faktoren ab. Die Schwindung muss bei der Herstellung einer Form berücksichtigt werden. Das heißt, dass eine Kontur (jedes Maß) um einen bestimmten Prozentsatz vergrößert werden muss. Dies wird in der Konstruktion berücksichtigt. Bei stark formunterschiedlichen und unsymmetrischen Konturen wird oftmals auch ein so genanntes Puschen der Kontur notwendig. Damit wird die Maßhaltigkeit bei unterschiedlicher Längs- und Querschwindung verbessert.
Oberflächenbeschaffenheit
Ein Massenteil weist immer eine ganz bestimmte Oberflächenbeschaffenheit und Rauheit auf. Diese Oberflächenbeschaffenheit muss beim Herstellen einer Form berücksichtigt werden. Je nach Bedürfnis des Endkunden wird die Oberfläche einer Form poliert, nach einem bestimmten Muster strukturiert (z. B. ätzen, lasertexturieren oder sandstrahlen) oder im angewendeten Herstellungsverfahren der entsprechenden Werkzeugmaschine belassen.
Wichtige Funktionen in einer Form
Temperierung
Die Form muss in der Regel auf eine auf Prozess und Material abgestimmte Temperatur gebracht werden. Bei der Verarbeitung von Thermoplasten muss die Form kälter als die Schmelze sein, damit diese in der Form abkühlt und erstarrt. Die Kühlung einer Form bestimmt hier wesentlich die Zykluszeit in der Produktion und damit die Kosten des herzustellenden Serienteiles. Je besser die Kühlung, desto kürzer ist die Zykluszeit.
Bei Duroplasten und Elastomeren muss das Werkzeug wärmer als die Formmasse sein, damit diese in der Form vernetzt.
Um eine Temperierung zu erreichen, werden meistens Bohrungen zum Teil in mehreren komplizierten Kreisläufen, möglichst gleichmäßig und nahe an die Formpartie in das Werkzeug eingebracht. Ein flüssiges Medium (z. B. kaltes Wasser oder warmes Öl) durchfließt dieses während der Herstellung der Spritzgussteile. Die Schnittstelle wird meist über Schnell- oder Multikupplungen gelöst. Dabei sollte eine Unverwechselbarkeit der Vor- und Rückläufe sowie eine dauerhafte und prozesssichere Lösung gewählt werden.
Mit einer Werkzeug-Temperierung kann folgendes beeinflusst werden:
- Zykluszeit (und damit die Kosten des herzustellenden Spritzteiles)
- Teileverzug oder Schwundverhalten (Qualität des herzustellenden Spritzteiles)
- Oberflächenbeschaffenheit des Spritzteiles (z. B. Glanz oder matt beim Kunststoffspritzteil oder bei Al-Legierungen)
- Qualität an der Stelle des Anspritzpunktes
- Lebensdauer des Werkzeuges
Eine Sonderform sind Einsätze zur konturnahen Temperierung mittels Kühlkanälen und einem Kühlmedium zur weiteren Verringerung der Zykluszeiten.
Angusssystem
Unter Anguss versteht man nach DIN 24450 den Teil des Spritzlings, der nicht zum Formteil gehört. Das Angusssystem der Form dient dazu, die vom Plastifizierzylinder kommende, aufgeschmolzene Formmasse aufzunehmen und in den Werkzeughohlraum zu leiten. Der Anguss, insbesondere seine Gestalt, seine Abmessung und seine Anbindung an den Spritzling beeinflusst den Werkzeugfüllvorgang und damit weitgehend auch die Qualität eines Spritzteils. Die Auslegung nach rein wirtschaftlichen Gesichtspunkten (z. B. schnelles Einfrieren und kurze Zyklenzeiten) steht den Qualitätsanforderungen in vielen Fällen, insbesondere bei technischen Teilen, entgegen.
Der Anguss bzw. das Angusssystem besteht in der Regel aus mehreren Segmenten. Dies wird besonders deutlich bei Mehrfachwerkzeugen. Das Angusssystem besteht aus:
- dem Angusskegel, auch Angusszapfen oder Angussstange genannt, der die plastische Formmasse unmittelbar von der Düse, die den Plastifizierzylinder abschließt, übernimmt und die auf die Werkzeugebene, auf der er im Allgemeinen senkrecht steht, führt. Bei Einfachwerkzeugen bildet er vielfach allein das gesamte Angusssystem. Man spricht dann vom sogenannten Stangenanguss.
- dem oder den Angusskanälen, auch Angussspinne oder Angussverteiler genannt, der den Angusskegel mit dem oder den Angussstegen verbindet. Seine wesentliche Aufgabe besteht also, insbesondere bei Mehrfachwerkzeugen, darin, die Schmelze zu verteilen, und zwar derart, dass Material gleichen Zustands (gleicher Druck und gleiche Temperatur) gleichzeitig die Werkzeughohlräume füllt.
- und dem Angusssteg, dessen Querschnitt am Eintritt in das Formnest Anschnitt genannt wird (DIN 24450). Gebräuchlich ist dafür auch die Bezeichnung Anbindung.
Meist ist das Angusssystem gehärtet, um den Temperaturen, dem Druck und dem Abrieb (Verschleiß) widerstehen zu können. Häufig wird es auch beschichtet, um bessere Fließeigenschaften zu gewährleisten.
Das Material im Anguss erstarrt normalerweise mit dem Formteil und muss von diesem meist mechanisch entfernt werden. Es ist entweder Abfall oder wird recyclet. Weiterhin erhöht sich das pro Gießvorgang bereitzustellende Materialvolumen um das Angussvolumen, was einen erhöhten Bedarf an Maschinenkapazität nach sich zieht. Nach der Geometrie unterscheidet man zwischen:
- Stangen- oder Kegelanguss: siehe oben
- Band- oder Filmanguss: Hier wird über die ganze Breite des Formteils angegossen, um Spannungen und Verzug zu minimieren.
- Schirmanguss: Bei rotationssymmetrischen wird meist über die gesamte Stirnfläche angegossen, so dass ein ebenfalls rotationssymmetrischer, schirmartiger Anguss entsteht.
- Ring- oder Scheibenanguss: Zylindrische Bauteile werden oft von innen her über einen scheibenförmigen Anguss befüllt.
Folgende Angussarten werden selbständig abgetrennt:
- Abreiß-Punktanschnitt: Der Anguss wird so ausgestaltet, dass eine dünne Sollbruchstelle am Anschnitt entsteht, die beim Entformen von selbst reißt.
- Tunnelanguss: Hier trennt eine Schneidkante beim Öffnen des Werkzeuges den Anguss vom Formteil ab.
Es ist auch ein angussfreies Gießen möglich. Dabei wird ein Erstarren des Materials im Anguss verhindert, so dass es in die Kavität gedrückt und für das nächste Formteil verwendet werden kann. Bei Thermoplasten muss die Schmelze im Angusssystem dabei über der Werkzeugtemperatur gehalten werden, damit sie flüssig bleibt (Heißkanalsystem). Bei Duroplasten und Elastomeren muss das Angusssystem eine niedrigere Temperatur als das Werkzeug aufweisen, um die Vernetzungsreaktion zu verlangsamen (Kaltkanalsystem). Durch Nadelverschlussdüsen im Anschnittbereich ist es möglich, das Angusssystem während des Entformens zu verschließen, es gibt aber auch offene Düsensysteme.
Auswerfer
Die Auswerfereinheit, oder auch das Auswerferpaket, dient der Entformung eines gespritzten oder gegossenen Teiles. Es besteht im Wesentlichen aus einer Auswerfergrundplatte und einer Auswerferhalteplatte sowie von der Teilekontur abhängigen Anzahl, in der Regel runden Auswerfern. Die, von der Halteplatte durch einen Bund festgehaltenen, Auswerferstifte werden via Ausstoßbolzen, der mit der Grundplatte und der Hydraulik der Maschine verbunden ist, nach vorne geschoben, um das Teil aus der Form auszuwerfen respektive auszustoßen.
Bei komplexeren Formteilkonturen kann der Auswerferstift auch aufwändigere Funktionen wie Schrägauswerfer, Konturauswerfer, Hülsenauswerfer oder Flachauswerfer beinhalten. Das Auswerferpaket ist in der Regel durch Rückdruckbolzen gesichert, die das Paket beim Schließen des Werkzeugs, falls es nicht zurückgezogen wurde, mit Gewalt zurückdrücken, um Fehlern im Programmablauf und damit einer Beschädigung der teuren Formpartien vorzubeugen. Es werden zusätzlich noch Endschalter verwendet, die die Endlage des Pakets vor dem Schließvorgang prüfen. Je nach eingespritzem bzw. gegossenem Teil werden verschiedene Materialien mit Beschichtungen und Wärmebehandlungen für die Auswerfer verwendet.
Schieber
Schieber dienen dazu, Partien zu entformen, die nicht in normaler Entformungsrichtung entformt werden können. Das heißt, dass das gespritzte oder gegossene Teil nicht durch das alleinige Öffnen der Form in der so genannten Trennebene entformt werden kann. Diese Partien nennt man Hinterschnitte.
Solche Hinterschnitte am Formteil können eine Form massiv verteuern, auch wenn diese nur sehr klein sind. Die Lage des Hinterschnittes, welche die Richtung der Entformung angibt, ist mitbestimmend für den Aufwand zur Herstellung eines Werkzeuges.
Schieber werden entweder mechanisch durch Schrägzugbolzen während des Öffnens der Form oder hydraulisch betätigt, um das Spritzteil oder Gussteil bei den Hinterschnitten zu befreien.
Normalienhersteller bieten auch sogenannte funktionsfertige Backenformen an. Diese Art des Formaufbaus bietet den Vorteil, dass der Schieber die gesamte Formlänge abdeckt. Somit können komplexe Bauteile mit großen Hinterschnitten entformt werden.
Aufspannung
Um eine Form in der Spritzgießmaschine zu befestigen, dient in der Regel beidseitig eine Aufspannplatte. Diese wird meistens mit Spannnuten versehen, die auf den entsprechenden Maschinentyp abgestimmt sind. Eine weitere Möglichkeit sind überstehende Aufspannplatten, die mittels Kraftspannern auf der Maschine gespannt werden.
Die heutige Fertigung verlangt immer schnellere Wechsel der Produkte und damit kleinere Serien, die hergestellt werden (Just-in-Time). Bei den damit verbundenen häufigen Wechseln der Form auf der Produktionsmaschine kann ein Schnellspannsystem sinnvoll sein. Dieses vereinfacht die Aufspannung und den schnellen Anschluss von Kühlung, Hydraulik oder Pneumatik.
Führung und Endzentrierung
Die Führung dient dazu, die beiden Formhälften beim Schließvorgang gegeneinander zu zentrieren. Grundsätzlich werden in der Düsenseite die Führungssäulen und in der Auswerferseite die Führungsbuchsen eingebaut. Standardmäßig werden bei einem Formaufbau nicht 4 gleiche Führungselemente (Führungssäulen und -buchsen) verwendet, sondern 3 Stück vom größeren Durchmesser und 1 Stück vom kleineren Durchmesser. Dies hat sich im Formenbau seit Jahren bewährt, weil dadurch ein falscher Zusammenbau der beiden Werkzeughälften verhindert werden kann.
In der Trennebene werden zusätzlich Endzentrierungen angebracht, die garantieren, dass die beiden Werkzeughälften im geschlossenen Zustand exakt zueinander zentriert sind. Dies verhindert einen radialen Versatz der beiden Werkzeughälften. Dadurch werden unter anderem die Wandstärken der Spritzgießteile unterschiedlich stark. Dies nennt man auch Formversatz.
Eine Kombination aus Führung und Endzentrierung stellt die sogenannte Flachführung dar. Diese wird entweder horizontal oder vertikal in der Trennebene montiert.
Wärmeschutzplatten
Um den Formaufbau thermisch von der Spritzgussmaschine zu isolieren, werden Wärmeschutzplatten zwischen Aufspann- oder Formplatte eingebracht. Dadurch lassen sich kürzere Zykluszeiten realisieren und es werden geringere Energiekosten erzielt.
Speziell im Bereich der Verarbeitung von Duroplasten und Elastomeren, bei denen nach erfolgtem Einspritzvorgang das Werkzeug erhitzt wird, werden auch gerippte Wärmeschutzplatten außerhalb der Formplatte angebracht. Auch hier ist das Ziel eine Verkürzung der Zykluszeit und die Einsparung von Energiekosten.
Mikroformenbau
Die Mikrosystemtechnologie ist ein Markt mit einer der größten Wachstumsraten weltweit und hat inzwischen den Weg aus den Laboren in die Serienfertigung gefunden. Diese fortschreitende Miniaturisierung von Bauteilen stellt neue Herausforderungen an den Werkzeug- und Formenbau.
Das Fräsen nimmt in der Herstellung von Mikroformen und -werkzeugen eine Schlüsselposition ein. Im Vergleich zu anderen Verfahren, wie z. B. dem Schleifen, Erodieren, Lasern oder den Fertigungsverfahren aus der Halbleitertechnik weist es verschiedene Vorteile auf:
- Bearbeitung von Werkzeugstählen
- Hohe Geometriefreiheit
- Nutzung vorhandener CAD/CAM-Infrastrukturen
- Geringe Umweltbelastung durch Betriebsmittel
- Relativ geringe Investitionen
Zusatzfunktionen
Immer öfter werden vom Kunden Zusatzfunktionen erwartet, die nur indirekt mit dem eigentlichen Werkzeug (Form) in Verbindung stehen:
Zufuhr- oder Handlingssystem
Zur Entnahme der gespritzten oder gegossenen Teile oder für die Zuführung von Einlegeteilen wird ein Handlingssystem benötigt. Es dient der Automatisierung in der Produktion, unter anderem auch für den Schichtbetrieb.
Entgratwerkzeug
An der Trennung der beiden Formhälften entsteht unter Umständen ein Grat (Formtrenngrat). Dieser wird gegebenenfalls zusammen mit dem Angusssystem und dem angefallenen Überlauf per Stanzentgraten entfernt.
Engineering
Die heutige Entwicklung von Produkten verlangt nach parallelem Arbeiten zwischen Kunde und Werkzeughersteller. Man nennt dies Simultaneous Engineering, welche die Entwicklungszeit für Produkte verkürzt. Ein Teil oder die gesamte Entwicklungsarbeit kann dabei auch durch den Formenbau ausgeführt werden.
Siehe auch
Literatur
- Rainer Dangel: Spritzgießwerkzeuge für Einsteiger. 1. Auflage. Carl Hanser Verlag, 2015, ISBN 978-3-446-44352-5.
- Harry Pruner: Spritzgießwerkzeuge kompakt. 1. Auflage. Carl Hanser Verlag, 2012, ISBN 978-3-446-42750-1.
- Heinrich Krahn, Dieter Eh, Harald Vogel: Tausend Konstruktionsbeispiele für den Werkzeug- und Formenbau beim Spritzgiessen. Carl Hanser Verlag, München/Wien 2008, ISBN 978-3-446-41243-9 (eingeschränkte Vorschau in der Google-Buchsuche).
- Peter Unger (Hrsg.): Gastrow – der Spritzgieß-Werkzeugbau in 130 Beispielen. 6. Auflage. Carl Hanser Verlag, München/Wien 2007, ISBN 978-3-446-40389-5 (eingeschränkte Vorschau in der Google-Buchsuche).
- Thomas Munch, Dr B. Lantz: Konsequente Optimierung des Spritzgiessverfahrens. Ein SGP-Handbuch. 2009. ISBN 978-3-8370-7081-1
Weblinks
Verbände
- Website des Werkzeugbau-Weltverbands ISTMA
- Website des VDMA Werkzeugbaus mit weiteren Informationen zur Branche
- Website des VDWF (Verband Deutscher Werkzeug- und Formenbauer)