Heißkanalsystem
Als Heißkanal oder Heißkanalsystem wird bei der Verarbeitung von Kunststoffen, insbesondere beim maschinellen Spritzgießen von Thermoplasten eine besondere Bauart des Angusssystems bezeichnet, die gegenüber dem restlichen Spritzgusswerkzeug thermisch isoliert und höher temperiert ist.
Notwendigkeit / Nutzen
Beim Spritzgießen von Thermoplasten wird die Kunststoffschmelze vom Plastifizieraggregat der Spritzgießmaschine durch das Angusssystem in das Formnest (oder die Formnester) transportiert. Bei klassischen Spritzgießwerkzeugen ist das Angusssystem nicht thermisch vom Rest des Werkzeugs isoliert. Somit sind sowohl Werkzeug, als auch das darin befindliche Angusssystem, auf Temperaturen deutlich unterhalb der Verarbeitungstemperaturen des Kunststoffes temperiert.
Dadurch erstarrt der thermoplastische Kunststoff auch im Angusssystem während der Produktion eines Bauteils. Dadurch ergeben sich einige Nachteile für diese Art des Angusssystems. Der Anguss muss in der Regel vom Bauteil getrennt werden. Dies kann entweder durch zusätzliche Funktionselemente im Werkzeug oder nach der Entformung manuell bzw. maschinell geschehen. Nach der Abtrennung des Angusses kann eine Markierung am Bauteil verbleiben.
Ein Teil des Rohstoffes fließt nicht in das Produkt ein und muss entweder wiederverwertet (Recyclate) oder entsorgt werden. Außerdem erhöht sich durch den Anguss das Schussvolumen, es muss mehr Kunststoff plastifiziert werden als letztlich im Produkt vorhanden ist. Dies kann sowohl energetisch als auch in Bezug auf die notwendige Maschinenleistung eine Rolle spielen.
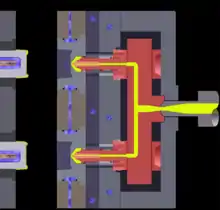
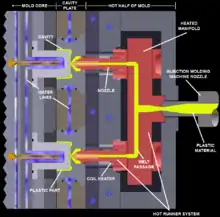
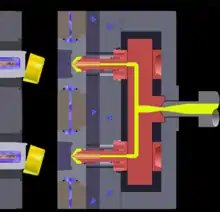
Bei einem Heißkanalsystem wird das Angusssystem thermisch vom Rest des Werkzeuges getrennt und separat beheizt, sodass die Kunststoffschmelze im Angusssystem permanent fließfähig bleibt. Dadurch kommt es zu keiner Erstarrung des Kunststoffes im Angusssystem, es verbleibt kein Anguss am Bauteil. Weiterhin können durch die Heißkanalsysteme auch längere Fließwege realisiert werden, weil der Druckverlust im Angusssystem nicht durch ein Abkühlen der Schmelze und der damit verbundenen Viskositätserhöhung vergrößert wird.
Nachteilig sind die höheren Investitionskosten, da das Werkzeug speziell für die Aufnahme eines Heißkanalsystems ausgelegt sein muss, das Heißkanalsystem selber Kosten verursacht und auch die Maschinen zur Steuerung bzw. Regelung des Systems angepasst werden müssen. Demgegenüber stehen aber nicht selten – insbesondere bei teuren technischen Thermoplasten – deutliche Einsparungen beim Rohstoff sowie auch Einsparungen bei der Nachbearbeitung des Produktes.
Denselben Zweck bewirken auch Isolierkanalwerkzeuge, bei denen der Anguss so verbreitert ist, dass darin eine plastische Seele bestehen bleibt. Beim Duroplast- und beim Elastomer-Spritzgießen, wo der Kunststoff unter Temperatureinfluss aushärtet, werden entsprechend Kaltkanalsysteme eingesetzt.
Aufbau
Der Heißkanal endet in der Heißkanaldüse, welche den Übergang zwischen beheizter und unbeheizter Zone in einem Spritzgießwerkzeug darstellt. Sowohl die Heißkanaldüsen als auch der Verteiler werden auf das Temperaturfenster eingestellt, in dem der Kunststoff plastisch verarbeitbar ist. Zur Regelung der Temperatur setzt man Heißkanalregelgeräte ein, die permanent Soll- und Ist-Temperatur abgleichen und regeln.
Heißkanalsysteme werden hauptsächlich in offene oder geschlossene Systeme unterteilt. Bei geschlossenen Systemen kann der Anspritzpunkt durch eine besondere Technik verschlossen werden. Dies geschieht in der Regel durch eine Verschlussnadel, die durch eine getrennt ansteuerbare Mechanik, meist pneumatisch, hydraulisch oder elektrisch betätigt werden kann.
Heißkanalsysteme sind oft Zukaufteile, werden also meist nicht vom Werkzeugmacher selbst angefertigt.
Siehe auch
Literatur
- Menges, Michaeli, Mohren: Spritzgießwerkzeuge. Auslegung, Bau, Anwendung, 6. Auflage, Carl Hanser, München 2007, ISBN 978-3-446-40601-8.