Aluminium-Kupfer-Legierung
Aluminium-Kupfer-Legierungen (AlCu) sind Aluminiumlegierungen – Legierungen, die größtenteils aus Aluminium (Al) bestehen – die als Hauptlegierungselement Kupfer (Cu) enthalten. Wichtige Sorten enthalten noch Zusätze an Magnesium und Silicium (AlCu(Mg,Si)), häufig ist noch Mangan enthalten zur Festigkeitssteigerung (siehe AlMn). Hauptanwendungsgebiet ist der Flugzeugbau. Die Legierungen weisen mittlere bis hohe Festigkeiten auf und sind aushärtbar. Sie sind sowohl als Knetlegierung als auch als Gusslegierung erhältlich. Nachteilig ist ihre Korrosionsanfälligkeit und ihre schlechte Schweißbarkeit. Genormt sind sie in der 2000er Reihe. Duraluminium ist die älteste Sorte dieser Gruppe und geht zurück auf Alfred Wilm, der sie im Jahre 1903 entdeckte. Erst durch die Aluminium-Kupfer-Legierungen konnte Aluminium als weit verbreiteter Konstruktionswerkstoff genutzt werden, da reines Aluminium dafür viel zu weich ist und andere aushärtbare Legierungen wie die Aluminium-Magnesium-Silicium-Legierungen (AlMgSi) oder die naturharten (nicht aushärtbaren) Legierungen noch nicht bekannt waren.
Sorten, Legierungselemente und -gehalte
Wie bei fast allen Aluminium-Legierungen wird unterschieden zwischen Knetlegierungen für das Walzen und Schmieden sowie den Gusslegierungen für das Gießen.
Die Kupfergehalte liegen meist zwischen 3 und 6 %. Zwischen 0,3 % und 6 % gelten sie als nicht oder sehr schwer schweißbar (durch Schmelzschweißen), mit höheren Cu-Gehalten sind sie schweißbar. Die meisten Sorten enthalten noch Zusätze von Magnesium, Mangan und Silicium zur Festigkeitssteigerung. Blei und Wismut bilden kleine Einschlüsse, die bei niedrigen Temperaturen schmelzen und so zu besserer Spanbildung führen, ähnlich wie bei Automatenstahl. Die Warmfestigkeit wird durch Zusätze von Nickel und Eisen erhöht.[1]
Eisen, das in technischen Legierungen als Verunreinigung enthalten ist, verhindert die Kaltaushärtung. Durch Beimengung von Magnesium wird sie wieder möglich. Größere Mengen an Magnesium bis 1,5 % erhöhen die Festigkeit und Bruchdehnung (Siehe AlMg). Mangan wird ebenfalls zur Festigkeitssteigerung genutzt (Siehe AlMn). Größere Mengen haben jedoch negative Nebeneffekte, sodass der Gehalt auf etwa 1 % Mn begrenzt wird. Kleinere Zusätze an Silicium werden beigemengt, um Eisen zu binden, da es bevorzugt die Phase AlFeSi bildet, während es durch Bildung von Al7Cu2Fe größere Mengen Kupfer dem Werkstoff entziehen würde, die dann nicht mehr zu Bildung von eigentlich erwünschten Phasen (insb. Al2Cu, Kupferaluminid[2]) vorhanden sind. Größere Mengen Silicium werden zulegiert, um mit Magnesium Mg2Si (Magnesiumsilicid) zu bilden, das wie bei AlMgSi die Festigkeit und Aushärtbarkeit verbessert.[3]
Manchen Legierungen ist noch Lithium beigefügt mit Gehalten zwischen 1,5 % und 2,5 %. Wegen der sehr geringen Dichte von Li (0,53 g/cm³ gegenüber 2,7 g/cm³ von Aluminium) führt dies zu leichteren Bauteilen was insbesondere in der Luftfahrt von Vorteil ist. Für Details siehe Aluminium-Lithium-Legierung.
Gusslegierungen
Gusslegierungen enthalten etwa 4 % Kupfer und weitere Zusätze in geringen Mengen, welche die Gießbarkeit verbessern, darunter Titan und Magnesium. Ausgangsmaterial ist Hüttenaluminium; Sekundäraluminium (aus Schrott hergestellt) wird im Gegensatz zu anderen Aluminium-Gusslegierungen nicht genutzt, da sie die Bruchdehnung und Zähigkeit herabsetzen. Die AlCu-Gusslegierungen neigen zu Warmrissen und werden in den Aushärtungszuständen T4 und T6 genutzt.[4]
Die Zusammensetzung einiger Sorten nach DIN EN 1706 zeigt die folgende Tabelle. Alle Angaben in Massenprozent, der Rest ist Aluminium.[5]
| Nummer | Chemisch (CEN-Bezeichnung) | Silicium | Eisen | Kupfer | Mangan | Magnesium | Zink | Titan |
|---|---|---|---|---|---|---|---|---|
| 21000 | AlCu4TiMg | 0,2 | 0,4 | 4,2–5,0 | 0,10 | 0,15–0,35 | 0,1 | 0,15–0,30 |
| 21100 | AlCu4Ti | 0,18 | 0,2 | 4,2–5,2 | 0,55 | – | 0,07 | 0,15–0,30 |
Knetlegierungen
| Nummer[6] | Chemisch (CEN-Bezeichnung) | Silicium | Eisen | Kupfer | Mangan | Magnesium | Chrom | Zink | Titan | Sonstige |
|---|---|---|---|---|---|---|---|---|---|---|
| EN AW-2007 | AlCu4PbMgMn | 0,8 | 0,8 | 3,3–4,6 | 0,50–1,0 | 0,4–1,8 | 0,10 | 0,8 | 0,20 | 0,20 Bi 0,8–1,5 Pb 0,2 Sn 0,2 Ni |
| EN AW-2011 | AlCu6BiPb | 0,40 | 0,7 | 5,0–6,0 | – | – | – | 0,30 | – | 0,20–0,6 Bi 0,2–0,6 Pb |
| EN AW-2014 (EN AW-2014A) | AlCu4SiMg AlCu4MgSi(A) | 0,5–1,2 (0,5–0,9) | 0,7 (0,5) | 3,9–5,0 | 0,40–1,2 | 0,20–0,8 | 0,10 | 0,25 | 0,15 | 0,2 Zr+Ti (0,2 (Zr+Ti), 0,10 Ni) |
| EN AW-2017 | AlCu4MgSi(A) | 0,2–0,8 | 0,7 | 3,5–4,5 | 0,4–1,0 | 0,4–1,0 | 0,10 | 0,25 | – | 0,25 Zr+Ti |
| EN AW-2024 | AlCu4Mg1 | 0,50 | 0,5 | 3,8–4,9 | 0,30–0,9 | 1,2–1,8 | 0,10 | 0,25 | 0,15 | 0,2 Zr+Ti |
| AA 2026 | AlCu4Mg1Zr | 0,05 | 0,07 | 3,6–4,3 | 0,30–0,8 | 1,0–1,6 | – | 0,10 | 0,06 | 0,05–0,25 Zr |
Mechanische Eigenschaften
Zustände:
- O weich (weichgeglüht, auch warmumgeformt mit gleichen Festigkeitsgrenzwerten).
- T3: lösungsgeglüht, abgeschreckt, kaltverfestigt und kaltausgelagert
- T4: lösungsgeglüht, abgeschreckt und kaltausgelagert
- T6: lösungsgeglüht, abgeschreckt und warmausgelagert
- T8: lösungsgeglüht, kaltverfestigt und warmausgelagert
| Numerisch[7] | Chemisch (CEN) | Zustand | E-Modul/MPa | G-Modul/MPa | Dehngrenze/MPa | Zugfestigkeit/MPa | Bruchdehnung/% |
|---|---|---|---|---|---|---|---|
| EN AW-2007 | AlCu4PbMgMn |
|
72.500 | 27.300 |
|
|
|
| EN AW-2011 | AlCu6BiPb |
|
72.500 | 27.300 |
|
|
|
| EN AW-2014 | AlCu4Mg |
|
73.000 | 27.400 |
|
|
|
| EN AW-2017A | AlCu4MgSi(A) |
|
72.500 | 27.200 |
|
|
|
| EN AW-2024 | AlCu4Mg1 |
|
73.000 | 27.400 |
|
|
|
Anwendungen
Aluminium-Kupfer-Legierungen werden vor allem im Flugzeugbau eingesetzt, wo ihre geringe Korrosionsbeständigkeit eine untergeordnete Rolle spielt. Die Legierungen werden verarbeitet durch Walzen, Schmieden, Fließpressen und teilweise durch Gießen.[8]
Reine AlCu-Knetlegierungen
.JPG.webp)
Alle AlCu-Legierungen basieren auf dem System der reinen AlCu-Legierungen.[9]
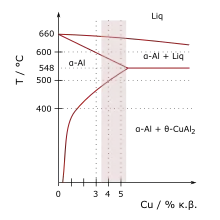
Löslichkeit von Kupfer und Phasen
Aluminium bildet mit Kupfer ein Eutektikum bei 547 °C und 33 Massenprozent Kupfer, was auch der maximalen Löslichkeit entspricht. Bei niedrigeren Temperaturen fällt die Löslichkeit stark ab; bei Raumtemperatur beträgt sie nur noch 0,1 %.
Bei höheren Kupfergehalten bildet sich Al2Cu die -Phase, eine intermetallische Phase. Sie liegt in einer tetragonalen Struktur vor, die von der kubisch flächenzentrierten des Aluminiums so stark verschieden ist, dass die -Phase nur als inkohärente Phase existiert. Daneben gibt es noch die teilkohärenten - und -Phasen.[10]



Gefügeumwandlungen
Nach dem Gießen liegt der Werkstoff meist mit einem übersättigten -Mischkristall vor, der auch bei Raumtemperatur mehr Kupfer enthält als bei dieser Temperatur eigentlich gelöst werden könnte.

- Danach bilden sich bei Temperaturen unter 80 °C GP-Zonen (GP(I)-Zonen), in denen erhöhte Konzentrationen von Kupfer vorhanden sind, die aber noch keine Struktur haben oder eigene Phasen bilden.
- Bei etwas höheren Temperaturen bis 250 °C bildet sich die -Phase (auch GP(II)-Zonen genannt), welche die Festigkeit erhöht.
- Bei noch höheren Temperaturen bildet sich die teilkohärente -Phase
- und bei abermals höheren Temperaturen von etwa 300 °C bildet sich die inkohärente -Phase, bei der die Festigkeit wieder sinkt.
Die einzelnen Temperaturbereiche überlagern sich dabei: Auch bei geringen Temperaturen kommt es zur Bildung von - oder -Phasen, diese bilden sich aber deutlich langsamer als die GP(I/II)-Zonen. Jede der Phasen bildet sich umso schneller, je höher die Temperatur ist.[11][12]
GP(I)-Zonen
Die Bildung von GP(I)-Zonen wird als Kaltaushärtung bezeichnet und tritt bei Temperaturen bis 80 °C auf. Es handelt sich um winzige scheibenförmige Schichten von einer Dicke von nur einem Atom und einem Durchmesser von 2 bis 5 Nanometern. Mit der Zeit nimmt die Anzahl der Zonen zu und die Kupferkonzentration in ihnen, nicht aber ihr Durchmesser. Sie sind kohärent mit dem Gitter des Aluminiums und bilden sich auf den {100}-Ebenen.[13][14]
GP(II)-Zonen
Die GP(II)-Zonen (-Phasen) sind maßgeblich für die Festigkeitssteigerung der AlCu-Legierungen verantwortlich.[15] Sie sind kohärent mit dem Aluminiumkristall und bestehen aus abwechselnden Schichten von Aluminium und Kupfer mit Schichtdicken von etwa 10 Nanometern und Ausdehnungen von bis zu 150 Nanometern. Es handelt sich also im Gegensatz zu den GP(I)-Zonen um dreidimensionale Ausscheidungen. Ihre Schichten sind parallel zur {100}-Ebene des Aluminiums. Aus der -Phase bildet sich die -Phasen, es gibt aber Überschneidungen.
Die GP(II)-Zonen benötigen zum Wachstum Leerstellen, weshalb ein Mangel an diesen (bspw. durch Magnesium) zu verzögertem Wachstum führt.[16][17]
Teilkohärente Phasen
Die -Phase ist nur teilweise kohärent mit dem Aluminiumgitter und bildet sich bei Temperaturen von 150 °C bis 300 °C. Sie hat die Form von Plättchen und kann aus den GP(II)-Zonen entstehen. Sie kann aber auch direkt als Ausscheidung aus dem Mischkristall entstehen. Im ersten Fall wird die steigende Grenzflächenenergie abgebaut durch Versetzungen, im zweiten Fall bilden sich die Ausscheidungen bevorzugt an Versetzungen.[18][19]
Inkohärente Phasen
Die -Phase ist inkohärent mit dem Gitter des Mischkristalls. Sie bildet sich bei Temperaturen von 300 °C und mehr. Sie bildet meist größere Partikel mit größerem Abstand als die anderen Phasen und führt somit zu keiner Festigkeitssteigerung oder sogar zu einem Abfall, wenn ihre Bildung zu Lasten der anderen Phasen erfolgt. Die -Phase entsteht auch schon bei Temperaturen zwischen 150 °C und 250 °C als Ausscheidung an Korngrenzen, da dadurch die Grenzflächenenergie reduziert wird.
Die -Phase führt zu einem teilweise interkristallinen Bruch; das Bruchverhalten bleibt aber insgesamt duktil. Die Änderung im Bruchverhalten wird verursacht durch ausscheidungsfreie Zonen an den Korngrenzen.
Die -Phase weist gegenüber dem Mischkristall eine größere Potentialdifferenz auf, sodass es zu Schichtkorrosion und interkristalliner Korrosion kommen kann. Bei längeren Glühdauern scheiden sich auch im Inneren der Körner -Phasen aus und die Potentialdifferenz fällt geringer aus.[20]
AlCuMg(Si,Mn)-Knetlegierungen
Die AlCuMg-Legierungen stellen die wichtigste Gruppe der AlCu-Legierungen dar. In ihnen kann es zur Bildung von vielen weiteren Phasen kommen:[21][22]
- Al8Mg5 (-Phase, siehe AlMg)
- Al2CuMg, sie S-Phase
- Al6Mg4Cu, die T-Phase

Zusätze an Magnesium beschleunigen die Kaltaushärtung. Welche Phasen gebildet werden, hängt vor allem vom Verhältnis Kupfer zu Magnesium ab. Bei einem Verhältnis unter 1/1 scheiden Cluster aus, die Cu und Mg enthalten. Bei einem Verhältnis über 1,5/1, das bei den meisten technischen Legierungen vorliegt, bildet sich bevorzugt die -Phase. Diese Legierungen haben deutlich höhere Härten und Festigkeiten.
Literatur
- Aluminium-Taschenbuch – Band 1. 16. Auflage, Aluminium-Verlag, Düsseldorf 2002, S. 101 f., 114–116, 121, 139–141.
- George E. Totten, D. Scott MacKenzie: Handbook of Aluminum – Band 1: Physical Metallurgy and Processes. Marcel Dekker, New York/Basel 2003, S. 140–152.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, ISBN 978-3-662-43806-0, S. 117–124.
Einzelnachweise
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 117 f.
- Aluminium-Taschenbuch – Band 1. 16. Auflage, Aluminium-Verlag, Düsseldorf 2002, S. 439.
- Aluminium-Taschenbuch – Band 1. 16. Auflage, Aluminium-Verlag, Düsseldorf 2002, S. 140 f.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 185.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, Anhang.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, Anhang.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, Anhang.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 118.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 119.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 119.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 119 f.
- George E. Totten, D. Scott MacKenzie: Handbook of Aluminum – Band 1: Physical Metallurgy and Processes. Marcel Dekker, New York/Basel 2003, S. 140 f.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 120.
- George E. Totten, D. Scott MacKenzie: Handbook of Aluminum – Band 1: Physical Metallurgy and Processes. Marcel Dekker, New York/Basel 2003, S. 141.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 120.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 120.
- George E. Totten, D. Scott MacKenzie: Handbook of Aluminum – Band 1: Physical Metallurgy and Processes. Marcel Dekker, New York/Basel 2003, S. 141–143.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 120 f.
- George E. Totten, D. Scott MacKenzie: Handbook of Aluminum – Band 1: Physical Metallurgy and Processes. Marcel Dekker, New York/Basel 2003, S. 143.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 3. Auflage, Springer, 2014, S. 121.
- George E. Totten, D. Scott MacKenzie: Handbook of Aluminum – Band 1: Physical Metallurgy and Processes. Marcel Dekker, New York/Basel 2003, S. 146–149.
- Aluminium-Taschenbuch – Band 1. 16. Auflage, Aluminium-Verlag, Düsseldorf 2002, S. 114 f.