Gießverfahren
Gießverfahren sind Fertigungsverfahren und Verfahrensvarianten zum Gießen von Metallen. Für das Gießen von Lebensmitteln siehe Mogultechnik, für das Gießen von Beton und Keramik siehe dort. Für die Verarbeitung von Polymerbeton siehe Mineralguss. Das Gießen in der Zahnmedizin ist unter Einbettmasse beschrieben. Für die Vor- und Nachbereitung des Gießens (Formherstellung, Schmelzen der Metalle etc.) siehe Gießen (Metall).
Es gibt zahlreiche verschiedene Gießverfahren, die nach mehreren Kriterien eingeteilt werden können.
Einteilung nach Form der Werkstücke
- Formgießen ist das Gießen in Formen, die der Form des Fertigteils weitgehend entsprechen,[1] was in Gießereien eingesetzt wird.
- Blockguss, das Vergießen zu Barren oder Brammen, die weiterverarbeitet werden durch Umformen (Schmieden, Walzen), oder Spanen (Fräsen, Bohren).
- Strangguss, das Gießen von kontinuierlichen, theoretisch endlosen Strängen. Wird vor allem in Stahlwerken und Hüttenwerken (für Nichteisenmetalle) eingesetzt.
- Endless Strip Production für die Herstellung von Bändern aus Stahl, mit kombiniertem nachfolgendem Walzen
- Castrip ebenfalls für die Herstellung von Bändern aus Stahl
Art der Formfüllung
Nach der Art der Formfüllung unterscheidet man das[1]
- Schwerkraftgießen, das Standardverfahren, bei dem die Schmelze durch die Wirkung der Schwerkraft in die Form fällt, sowie das
- Schleudergießen mit Zentrifugalkräften und das
- Druckgießen, bei dem die Schmelze durch Kolbendruck in die Form gepresst wird.
Außerdem wird unterschieden, ob die Schmelze direkt in die Form fällt oder über seitliche Zugänge (Anschnitt) zugeführt wird. Das Kippgießen kombiniert die Vorteile dieser Varianten.
Einteilung nach Art der Formen und Modelle
Eine besonders wichtige[2][1] Einteilung unterscheidet zwischen Verfahren mit Formen, die nur einmalig genutzt werden und beim Entnehmen der Gussstücke zerstört werden (Verlorene Form) und den Dauerformen, die mehrfach genutzt werden.
Gießen mit verlorenen Formen
Für die Herstellung der Formen werden Modelle genutzt. Es wird weiter unterschieden, ob die Modelle einmalig (Verlorenes Modell) oder mehrfach (Dauermodell) genutzt werden können.[1]
- Gießen mit verlorenen Formen und Dauermodellen: Es wird auch als Sandguss bezeichnet, da die Formen aus Sand gefertigt werden. Je nach Art der Formherstellung eignet es sich für Einzelteile und Serienstücke sowie beliebige Werkstückmassen und hat daher große wirtschaftliche Bedeutung. Zahlreiche Fahrzeugkomponenten werden so hergestellt. Da Sand sehr temperaturbeständig ist, wird es vor allem zum Vergießen von Gusseisen und Stahlguss genutzt.
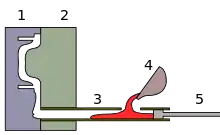 Druckgießen nach dem Kaltkammerverfahren (für Aluminium genutzt)
Druckgießen nach dem Kaltkammerverfahren (für Aluminium genutzt)- Eine Verfahrensvariante ist das Niederdruck-Sandgießen.
- Die weitere Einteilung erfolgt nach der Art der Formherstellung:[3]
- Verdichtungsformverfahren
- Verfestigungsformverfahren
- Maskenformverfahren
- Zementsandformverfahren
- Wasserglas-Kohlendioxid-Verfahren
- Phenolharz-Härter-Verfahren
- Vakuumformverfahren
- Gießen mit verlorenen Formen und verlorenen Modellen:
- Wachsausschmelzverfahren (Feingießen) Beim Feingießen werden die Modelle aus Wachs gefertigt und mit Ton oder Keramik umhüllt. Danach wird das Wachs ausgeschmolzen und die Form mit Schmelze befüllt. Es eignet sich nur für kleinere Stückzahlen und kleine Werkstückmassen, erreicht aber hohe Qualitäten.
- Vollformgießen. Beim Vollformgießen werden die Modelle aus Styropor gebaut, mit beliebigem Formstoff umgeben und dann, ohne die Modelle zu entfernen, mit Schmelze übergossen, die die Modelle verbrennt. Es eignet sich für kleine Stückzahlen und auch sehr große Gussstücke.
- Lost Foam. Der Verfahrensablauf ist ähnlich wie beim Vollformgießen, aber die Formen bestehen aus losem Sand.
Gießen mit Dauerformen
Beim Gießen mit Dauerformen können die Formen mehrfach genutzt werden. Sie bestehen meistens aus Stahl (meist Warmarbeitsstahl) zum Teil auch aus Keramik oder Grafit. Durch den Kontakt mit der Schmelze verschleißen sie, wodurch die Werkstücke eine schlechtere Oberflächenqualität und Formgenauigkeit aufweisen als bei verlorenen Formen. Bei niedrigschmelzenden Werkstoffen wie Aluminium können sie sehr häufig abgegossen werden, bei hochschmelzenden wie Kupfer seltener. Da die Dauerformen sehr teuer sind, wirkt sich die Stückzahl stark auf den Stückpreis aus.[4]
- Kokillenguss: Schwerkraftgießen mit Dauerformen
- Druckguss: Hier wird die Schmelze mittels eines Kolbens in die Form gepresst. Die Zeit zum Füllen der Form ist reduziert, weshalb es für Großserien kleiner Werkstücke gut geeignet ist. Besonders häufig wird es zum Vergießen von Aluminium genutzt, dem
- Schleuderguss
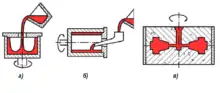 Varianten des Schleudergießens
Varianten des Schleudergießens - Strangguss
- Niederdruckguss: Hier wird der Luftdruck in der Umgebung der Schmelze erhöht, um sie in ein Steigrohr zu drücken, das zur Form führt.
- Vakuumgießen
Einteilung nach verwendetem Werkstoff
Gusseisen und Stahlguss werden üblicherweise durch Sandguss hergestellt, da die Sandformen den hohen Temperaturen der Schmelze Standhalten können. Ansonsten gibt es noch den
- Aluminiumdruckguss, eine Variante des Druckgießens, für Aluminiumgusslegierungen. Etwa 80 % des in der Gießerei verarbeiteten Aluminiums wird mit diesem Verfahren vergossen.
- Cobapress, ebenfalls für Aluminiumteile, ist eine Verfahrenskombination aus Gießen (fr.:couler) und Pressen.
- Magnesiumdruckguss
- Bronzeguss, wird vor allem im Kunsthandwerk genutzt (Kunstguss)
- Alfer-Verfahren. Hier wird mit Aluminium (Al) ein Werkstück aus Eisen (lateinisch Ferrum - fer) umgossen.
- Zinkdruckguss
- Thixocasting. Hier wird ein Werkstoff vergossen (englisch Casting), der sich im thixotropen Zustand befindet. Er ist teilweise fest und teilweise flüssig und verflüssigt sich unter Druckeinwirkung vollständig. Nach Rücknahme des Drucks erstarrt er sehr schnell wieder.
Sonderverfahren
Außerdem gibt es noch eine Reihe von Spezialverfahren wie das Thixogießen, Vacuralgießen, Gradientenguss, den Afrikanischen Gelbguss, den Stapelguss, den Verbundguss und Squeeze Casting. Speziell im Kunsthandwerk wird der Kunstguss eingesetzt.
Einzelnachweise
- Engelbert Westkämper, Hans-Jürgen Warnecke: Einführung in die Fertigungstechnik, Vieweg-Teubner, 8. Auflage, S. 78–92.
- Fritz Klocke: Fertigungsverfahren 5 - Gießen, Pulvermetallurgie, Additive Manufacturing, 4. Auflage, Springer, 2015, S. 4.
- Rüdiger Bähr, Stefan Scharf: Gussteilfertigung mit verlorenen Formen in: Andreas Bühring-Polaczek, Walter Michaeli, Günter Spur (Hrsg.): Handbuch Urformen, Hanser, 2014. S. 181.
- Fritz Klocke: Fertigungsverfahren 5 - Gießen, Pulvermetallurgie, Additive Manufacturing, 4. Auflage, Springer, 2015, S. 20.