Spanungsbewegung
Als Spanungsbewegung werden alle Bewegungen beim Zerspanen bezeichnet, die eine Lageänderung zwischen Werkstück und Zerspanungswerkzeug bewirken. Die Spanungsbewegungen haben zur Folge, dass das Werkzeug und das Werkstück an- bzw. ineinander geführt werden, die Schneide in den Werkstoff dringt und einen Span abträgt. Für den Spanungsvorgang ist es unerheblich, ob Werkstück oder Werkzeug die Bewegung ausführt; wichtig ist nur die Relativbewegung zwischen beiden. Nach DIN 6580 ist für die Betrachtung des Vorgangs festgelegt, dass sich das Werkzeug bewegt und das Werkstück still steht.
Schnittbewegung
Die Schnittbewegung beschreibt die Spanungsbewegung in Schnittrichtung. Zusammen mit der Vorschubbewegung ergibt sie die Wirkbewegung, die die trennende Bewegung der Werkzeugschneide durch den Werkstoff darstellt. Die Schnittbewegung bewirkt die einmalige Spanabnahme während einer Umdrehung (Fräsen, Drehen, Bohren, Sägen mit Kreissägen) oder eines Hubes (Hobeln und Stoßen, Feilen, Sägen mit Bügelsägen).
Da die Schnittbewegung die wichtigste Bewegung beim Spanen ist, wird sie auch Hauptbewegung genannt. Die Geschwindigkeit in Richtung der Schnittbewegung wird Schnittgeschwindigkeit (von engl. cut = Schnitt) genannt. In ihre Richtung weist auch die Schnittkraft eine Komponente der Zerspankraft (veraltet ).




Bei gegebenem Schneidstoff (Werkstoff des Werkzeuges) und Werkstück-Werkstoff wird der Verschleiß beim Spanen maßgeblich von der Schnittgeschwindigkeit beeinflusst: Je höher sie ist, desto schneller verschleißt das Werkzeug. Andererseits führen hohe Schnittgeschwindigkeiten zu kürzeren Bearbeitungszeiten und somit zu höherer Produktivität. Mit steigender Schnittgeschwindigkeit steigt auch das Zeitspanvolumen – das pro Zeit abgetrennte Volumen – das als Maß für die Produktivität genutzt wird.
Vorschubbewegung
Die Vorschubbewegung bewirkt, dass das Werkzeug kontinuierlich am Werkstück entlang oder in es hinein geführt wird und so ein stetiger Materialabtrag stattfindet; gäbe es keine Vorschubbewegung, würde sich das Werkzeug an seiner Position freischneiden und dann leer laufen. Zusammen mit der Schnittbewegung ergibt sie die Wirkbewegung, die einen Span vom Werkstück abnimmt. Beim Bohren verläuft die Vorschubbewegung in das Werkstück hinein, beim Sägen ist es die Bewegung des Werkzeuges in die entstehende Fuge hinein, beim Drehen und Fräsen die Bewegung entlang der zu erzeugenden Außenkontur. Beim Feilen, Hobeln und Stoßen erfolgt die Vorschubbewegung schrittweise nach jedem Hub. Beim Räumen gibt es keine Vorschubbewegung.
Die Geschwindigkeit des Werkzeuges in Vorschubrichtung ist die Vorschubgeschwindigkeit. Sie ist üblicherweise etwa 10-mal kleiner als die Schnittgeschwindigkeit.
Die Strecke, die das Werkzeug pro Umdrehung oder pro Hub zurücklegt, wird als Vorschub bezeichnet. Er wird angegeben in mm/Umdrehung oder mm/Hub und hat somit die Dimension mm/1 = mm. Mit steigendem Vorschub wird der Spanungsquerschnitt größer und somit die Breite des abgetrennten Spanes. Je größer der Vorschub ist, desto größer ist das Zeitspanvolumen und die Vorschubkraft auf das Werkzeug.

Wirkbewegung
Die Wirkbewegung ergibt sich aus der Überlagerung der gleichzeitig ablaufenden Vorschub- und Schnittbewegung. Sie stellt die tatsächliche Relativbewegung der Schneide während des Spanens dar und gibt die Richtung des Werkzeugeingriffs an.
Da die Schnittgeschwindigkeit in der Regel wesentlich höher ist als die Vorschubgeschwindigkeit, weicht die Bewegungsrichtung der resultierenden Wirkbewegung von der Schnittbewegung nur geringfügig ab. Wenn, wie beim Räumen, die Schnittbewegung nicht von einer Vorschubbewegung begleitet wird, sind Wirk- und Schnittbewegung identisch.
In Richtung der Wirkbewegung weist die Wirkgeschwindigkeit (Von engl. effektiv, Resultierende aus Schnitt- und Vorschubgeschwindigkeit) und die Wirkkraft , eine weitere Komponente der Zerspankraft.


Winkel
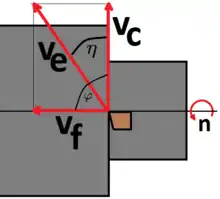


Der Winkel zwischen den Vektoren der Schnittgeschwindigkeit und der Vorschubgeschwindigkeit ist der Vorschubrichtungswinkel . Er beträgt entweder
- konstant 90° (Drehen, Bohren, Feilen, Hobeln, Stoßen, Hubschleifen, Honen) oder
- er ist variabel während einer Umdrehung (Fräsen, Schleifen mit Schleifscheiben).
Der Winkel zwischen dem Vektor der Schnittgeschwindigkeit und demjenigen der Wirkgeschwindigkeit ist der Wirkrichtungswinkel .
Positionierbewegung
Die Positionierbewegung beschreibt an Werkzeugmaschinen alle Bewegungen, die zur Positionierung des Werkzeugs vor und nach dem Eingriff nötig sind.
An Werkzeugmaschinen unterscheidet man drei verschiedene Positionierbewegungen, die aber selbst nicht an der Spanabnahme beteiligt sind:
- Die Anstellbewegung ist die Spanungsbewegung, die das Werkzeug zu der Stelle am Werkstück führt, an der der Spanvorgang beginnen soll. Die Rückstellbewegung dagegen führt das Werkzeug wieder in seine Ausgangslage zurück. Sie werden meist im Eilgang ausgeführt, um die Spindellaufzeiten zu erhöhen und unproduktive Nebenzeiten zu minimieren.
- Die Zustellbewegung legt die Dicke des abzunehmenden Spanes fest, jedoch gibt es bei einigen Verfahren wie dem Bohren keine Zustellung im klassischen Sinne, da sie im Werkzeug gespeichert ist. Beim Bohren entspricht sie dem Radius des Bohrers oder der halben Durchmesserdifferenz eines aufzubohrenden Lochs. Keine Zustellung gibt es beispielsweise beim Räumen oder Einstechdrehen. Da sehr geringe Zustelltiefen ein Ausweichen von Werkzeug und Werkstück bewirken, fährt man in solchen Fällen ohne weiteres Zustellen nochmals über das Werkstück (Abfeuern). Zum Ermitteln der exakten Kantenposition des Werkstückes kann ein Kantentaster dienen.
- Die Nachstellbewegung führt meist CNC gesteuert korrigierende Bewegungen der Anstell- und Zustellbewegung während des Spanens aus, die aufgrund von Werkzeugverschleiß oder dynamischer Lageabweichungen zwischen Werkstück und Werkzeug nötig sind.
Literatur
- Armin Steinmüller: Zerspantechnik. 6. neu bearbeitete Auflage, Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, Haan Gruiten 2015, ISBN 978-3-8085-1496-2.