Ionenimplantation
Die Ionenimplantation ist ein Verfahren zur Einbringung von Fremdatomen (in Form von Ionen) in ein Grundmaterial, Dotierung genannt. Auf diese Weise lassen sich die Materialeigenschaften (meistens die elektrischen Eigenschaften) des Grundmaterials verändern. Das Verfahren wird unter anderem in der Halbleitertechnik genutzt. Entsprechende Anlagen zur Ionenimplantation werden als Ionenimplanter bezeichnet.
Prinzip
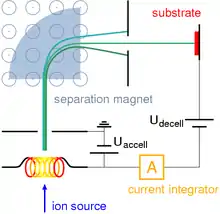
Das prinzipielle Verfahren ist der Beschuss von Festkörpern im Hochvakuum mit beschleunigten Ionen. Es lässt sich in folgende Schritte aufteilen:
- Erzeugung der Ionen in einer Ionenquelle
- Extraktion der Ionen durch ein elektrostatisches Feld
- Separation der Ionen nach Masse in einem Massenseparator
- Beschleunigung der Ionen
- Ablenkung mittels elektrischer Felder
- Implantation in die Probe
Die wichtigsten Parameter zur Charakterisierung der Ionenimplantation sind die Beschleunigungsenergie, die von 500 eV bis 6 MeV reichen kann, und die Implantationsdosis, die im Bereich von 1011−1018 cm−2 liegt. Da Ionen nach dem Eintritt in das Zielmaterial durch zufällige Kollision mit den Elektronen und Atomkernen abgebremst werden, bestimmen die Energie die Reichweite der Ionen im Festkörper und Dosis die Dotierungskonzentration. Des Weiteren sind Einfallswinkel in Abhängigkeit des Zielmaterials (ggf. auch dessen Kristallorientierung) und auch die Ionenstromdichte wichtige Kenngrößen für das zu erreichende Konzentrationstiefenprofil.
Bei der Implantation entstehen in Abhängigkeit von der Masse der implantierten Ionen und der Implantationsdosis Strahlenschäden im Kristallgitter des Halbleiters. Daher muss das Substrat nach einem Implantationsschritt ausgeheilt werden. Dies geschieht durch einen Hochtemperaturprozess, bei dem die Fremdatome in das Gitter eingebaut und so elektrisch aktiviert werden und die Gitterstruktur wiederhergestellt wird. Der Ausheilprozess kann durch einen Ofenprozess oder Rapid Thermal Annealing (RTA) realisiert werden. Der RTA-Prozess bietet hierbei den Vorteil die Kristallausheilung und den damit immer verbundenen Diffusionsprozess stärker zu trennen und zu kontrollieren.
Reichweite von Ionen
Bei der Ionenimplantation spielt die Reichweite der Ionen eine entscheidende Rolle. Eine wichtige Theorie zur Beschreibung der Reichweite von Ionen in amorphen Festkörpern wurde 1963 von Jens Lindhard, Morten Scharff und Hans E. Schiøtt aufgestellt,[1] allgemein als LSS-Theorie bekannt. Sie beschreibt die Abbremsung der Ionen durch die Elektronen des Bremsmediums, wobei das Elektronengas eine Art viskoses Medium darstellt (elektronische Abbremsung).[2]
Die LSS-Theorie beschreibt die Dotierstoffkonzentration in amorphen Festkörpern mit guter Genauigkeit. Auch für mono- oder polykristalline Festkörper kann sie angewendet werden. Unter Umständen kann es hierbei jedoch zu großen Abweichungen kommen. Beispielsweise kann es zu einer größeren Dotierstoffkonzentration in größerer Tiefe kommen. Die Ursache dafür liegt im sogenannten Gitterführungseffekt, der bei kristallinen Festkörpern auftreten kann.[3]
Der Gitterführungseffekt (engl.: channeling) ist ein unerwünschter Effekt bei der Dotierung von monokristallinen Siliziumscheiben (Wafern). Je nach Kristallanordnung in der Scheibe besteht die Möglichkeit, dass Ionen aufgrund der gleichmäßigen Kristallstruktur durch die Zwischenräume der Atome nahezu ungebremst und daher unerwünscht tief in das Substrat eindringen. Der Effekt stört die genaue Prozessführung, da er nur sehr schwer über statistische Zusammenhänge beschrieben werden kann, dies geht jedoch bei gestreuten Ionen sehr gut. Die Gitterführung kann verhindert werden, indem man die Substratoberfläche um ca. 7° neigt sowie um 22° gegenüber den <100>-Richtungen dreht und/oder diese vor der Implantation mit einem dünnen Streuoxid beschichtet.
Anwendung
Mit der Ionenimplantation lassen sich nach Anwendungsgebiet verschiedenste Materialeigenschaften verändern. In der Halbleitertechnik dient die Ionenimplantation unter anderem zum Einbringen von Fremdatomen zur Dotierung des Halbleiterkristalls, dabei ist die Änderung der elektrischen Leitfähigkeit und Ladungsträgerbeweglichkeit das Hauptziel. In diesem Bereich hat die Ionenimplantation sich zum wichtigsten Prozess entwickelt und hierbei Diffusionsprozesse weitgehend ersetzt. Typische Dotanten sind: Aluminium, Antimon, Arsen, Bor, Fluor, Gallium, Germanium, Indium, Kohlenstoff, Phosphor, Stickstoff oder auch Sauerstoff, welches beispielsweise in der SIMOX-Technik[4] (Separation by IMplanted OXygen) verwendet wird.
Es gibt jedoch auch zahlreiche Anwendungsmöglichkeiten außerhalb der Mikroelektronik. Sie zielen vor allem auf eine Veränderung der Farbe, Härte, optischen Eigenschaften, Ätzbarkeit, Haftung, Gasdiffusion und Zusammensetzung eines Materials ab.
Bedeutung in der Halbleitertechnik
In den 1970er und 1980er Jahren wurde die Ionenimplantation zur bevorzugten Methode für die Dotierung von Silizium und anderen Halbleitermaterialien.[5] Zuvor wurde die Dotierung durch Diffusionsprozesse realisiert. Für die Fertigung von typischen Halbleiterstrukturen (Dioden, Transistoren, Thyristoren) mit ein oder mehreren pn-Übergängen oder verschiedenen Varianten dieser auf einem Substrat (Wafer) ist jedoch schwierig, da hier die notwendigen Prozesstemperaturen und -zeiten sowie die Reihenfolge der Dotierungstypen geschickt miteinander kombiniert werden müssen. Zudem müssen Bereiche entgegengesetzter Dotierung, wie sie bei der CMOS-Technik notwendig sind, aufwendig gegen die Eindiffusion der Dotierungsstoffe geschützt werden. Dies erfolgte in der Regel über Siliziumoxidschichten, die zunächst thermisch erzeugt wurden (zusätzlicher Hochtemperaturschritt) und anschließend durch fotolithografische Strukturierung und Ätzung lokal entfernt wurden, bevor der ungeschützte Bereich dann der Dotierstoffquelle ausgesetzt wird. Änderungen der Reihenfolge unterschiedlicher Dotierung (auch in voneinander getrennten Bereichen) führten damit zwangsläufig zu deutlich geänderten Dotierungsprofilen und elektrischen Eigenschaften.
Anders als bei Hochtemperaturdiffusionprozessen erfolgt die Ionenimplantation bei niedrigen Temperaturen (selbst mit Substrataufheizung durch den Ionenbeschuss kleiner 100 °C) und ist damit kompatibel mit der fotolithografischen Strukturierung. Für lokale Dotierungen reicht somit grundsätzlich eine strukturierte Fotolackschicht auf dem Wafer und eine spätere Ausheilung der Kristallschäden (nach Entfernung der Fotolackschicht). Diese Grundeigenschaft ermöglicht eine deutlich flexiblere Prozessintegration und war maßgeblich für zahlreiche Verbesserungen der kommenden Jahrzehnte und war Teil der Kostensenkung in der Mikroelektronik.
Die Ionenimplantation verbesserte die Fertigung oberflächennaher Dotierungen zur (lokalen) Einstellung der Schwellspannung von MOS-Feldeffektransistoren und ermöglichte erstmals Schwellspannungen unter 1,5 V.[5] Durch die flexiblere Reihenfolge bei der Fertigung (auch wenn weiterhin verschiedene Hochtemperaturschritte in der Fertigung notwendig sind) war es einfacher verschiedene elektronische Bauelemente auf einem Substrat herzustellen, was deutliche Vorteile bei der Verbesserung von CMOS-Produkten usw. mit sich brachte. Zudem ermöglichte die Kombination aus Ionenimplantation und lokaler Dotierungsschutz durch eine Fotolackmaske zahlreiche andere Verbesserungen der Transistoreigenschaften, dazu zählen schärfere Dotierungsprofile (auch wichtig für Bipolartransistoren), verringerte Toleranzanforderungen z. B. bei der Fertigung der Source-Drain-Bereiche durch selbstjustierdene Maskierung des Kanalbereichs mithilfe der Polysilizium-Gate-Elektrode, die Einführung von LDD-Feldeffekttransistoren mit einem niedrig dotierten Bereich nahe der Gate-Elektrode, die „Halo“-Bereiche[6], Wannen-Isolation, Kanal-Stopp- und Anti-Punch-Trough-Impantationen (meist tiefe Dotierungsbereiche).[5] Diese haben deutliche Verbesserungen hinsichtlich der elektrischen Eigenschaften und der Fertigungstoleranz mit sich gebracht und ermöglichten dadurch die stetige Miniaturisierung (Skalierung) von Halbleiterbauelementen und integrierten Schaltungen oder sogar neuartige Bauelemente bzw. Fertigungsvarianten.
Vor- und Nachteile
Die Ionenimplantation bietet gegenüber anderen Verfahren, wie der Diffusion, zahlreiche Vorteile, jedoch auch einige Nachteile, die im Folgenden kurz zusammengestellt sind.
Vorteile:
- Kurze Prozesszeiten.
- Hohe Homogenität und Reproduzierbarkeit.
- Möglichkeit der Implantation durch bereits abgeschiedene dünne Schichten.
- Es können sogenannte „vergrabene Schichten“ unterhalb der Oberfläche erzeugt werden (z. B. SIMOX-Technik).
- Der Hauptprozess findet in der Regel Raumtemperatur statt (Aufheizungen bei hohen Stromdichten nicht betrachtet), damit verbunden ist eine geringe thermische Belastung und eine Kompatibilität mit der fotolithografischen Strukturierung eines Fotolacks zur lokalen Dotierung. Nur beim Ausheilen der Kristallschäden sind nochmals höhere Temperaturen notwendig, die aber durch Nutzung kurzer RTA-Prozesse weiterhin deutlich geringere Diffusionsanteile (daher schärfere Implantationsprofile) und geringere Prozessstreuung ermöglichen.
Nachteile:
- Erzeugung von Strahlenschäden im Kristallgitter.
- Implantation ist auf oberflächennahe Schichten (bis ca. 5 µm) begrenzt.
- Es können keine Profile mit scharfen Implantationsgrenzen erzeugt werden (die Übergänge sind aber schärfer als bei der Diffusionsdotierung).
- Es kann aufgrund zusätzlicher Effekte Abweichungen zwischen dem tatsächlichen und dem theoretischen Profil (vgl. LSS-Theorie und LBZ-Theorie) geben.
- Einsatz problematischer, giftiger und umweltbelastender Chemikalien.
Siehe auch
Literatur
- J. F. Ziegler: Ion Implantation Science and Technology. Edgewater, USA 1996, ISBN 0-12-780620-2.
- H. Ryssel, I. Ruge: Ion Implantation. J. Wiley & Sons, Chichester 1986, ISBN 0-471-10311-X.
- Ulrich Hilleringmann: Silizium-Halbleitertechnologie. Teubner, 2004, ISBN 3-519-30149-0.
Weblinks
Einzelnachweise
- J. Lindhard, M. Scharff, H. E. Schiøtt: Range concepts and heavy ion ranges (Notes on atomic collisions, II). In: Kgl. Danske Videnskab. Selskab. Mat. Fys. Medd. Band 33, Nr. 14, 1963, S. 1–49.
- Klaus Bethge, Gertrud Walter, Bernhard Wiedemann: Kernphysik. Springer, 2007, ISBN 978-3-540-74566-2, S. 121 ff.
- Dietrich Widmann, Hermann Mader, Hans Friedrich: Technologie hochintegrierter Schaltungen. Springer, 1996, ISBN 3-540-59357-8, S. 228 f.
- Andrew Marshall, Sreedhar Natarajan: SOI Design: Analog, Memory and Digital Techniques. Springer, 2002, ISBN 0-7923-7640-4, S. 6 (eingeschränkte Vorschau in der Google-Buchsuche).
- Lis K. Nanver, Egbert J. G. Goudena: Ion Implantation. In: Wiley Encyclopedia of Electrical and Electronics Engineering. American Cancer Society, 1999, ISBN 978-0-471-34608-1, doi:10.1002/047134608X.W7021.
- Jörg Schulze: Konzepte siliziumbasierter MOS-Bauelemente. Springer-Verlag, 2006, ISBN 978-3-540-27547-3.