Flechtmaschine
Die Flechtmaschine ist eine Apparatur, mit der automatisch früher Litzen oder Schnüre, heute auch Seile, Katheter und andere lineare Produkte geflochten werden oder Faserverbundbauteile hergestellt werden[1][2].

Funktionsprinzip
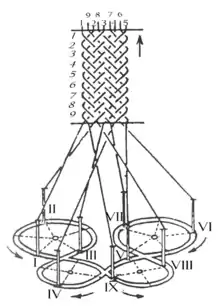
Die auf Spulen befindlichen Flechtfäden werden bei einer Flechtmaschine durch Klöppel geführt. Die Klöppel werden durch sogenannte Flügelräder sinusförmig auf, in das Maschinenbett (Flechtbett) eingefrästen, Gangbahnen bewegt, wodurch die Flechtfäden untereinander verkreuzt werden und im sogenannten Flechtpunkt das Geflecht bilden. Die Klöppel oder in Österreich auch Docke (vom norddeutschen Wort Puppe) sind die Hauptarbeitsorgane der Flechtmaschine. Sie tragen die Flechtspulen, auf denen sich die Flechtfäden befinden. Des Weiteren kompensieren die Klöppel die Längendifferenz des Fadenmaterials, was aufgrund der Relativbewegung der Klöppel zum Flechtpunkt auftritt und bringen dabei gleichzeitig eine Fadenspannung auf. Zu diesem Zweck wurden früher Bleigewichte eingesetzt, die als "Lot" bezeichnet wurden. Bei aktuellen Flechtmaschinen werden zumeist Druckfedern eingesetzt, der Einsatz von Gewichten beschränkt sich üblicherweise auf sehr große Flechtmaschinen für die Seilherstellung. Die Klöppel besitzen eine Fadenrissüberwachung, die die Flechtmaschine bei Fadenbruch abstellt. Die Spulen können entweder aktiv bewegt oder passiv durch eine Bremsung von der Spule abgezogen werden. Bei letzterer Technik besitzen entweder die Spulen oder die Spulenhalterungen Einkerbungen, in denen eine Klinke oder ein Stift erst dann Fadenmaterial freigibt (die Spule rotieren lässt), wenn der Flechtfaden ausreichend Fadenspannung besitzt. Bei den Barmer-Flechtmaschinen haben die Spulen, wie auf dem Bild ersichtlich, auf der Oberseite Zacken, in denen eine Klinke einrastet. Erhöht sich die Fadenspannung infolge des Abziehens des Fadens, so wird ein in der Spulenachse gelagertes Gewicht empor gezogen und hebt dann am obersten Punkt die Klinke an, wodurch die Spule rotieren kann und Fadenmaterial freigibt. Hierdurch sinkt das Gewicht wiederum, die Klinke rastet in die Zacken ein und bringt Spule zum Stehen.

Das entstandene Geflecht wird mit Walzen, Riemchen oder anderen Abzügen konstant abgezogen, danach aufgewickelt oder einer weiteren Produktionsstufe, beispielsweise einem automatischen Ablängen zugeführt. Zur Herstellung von Faserverbundbauteilen im Bereich Leichtbau werden u. a. Industrieroboter eingesetzt, die den Geflechtträger (sog. Kern) bewegen und dadurch das Geflecht abziehen.
Die Struktur der Geflechte ist stark abhängig von der Anzahl der Klöppel. Die Klöppelanzahl kann bei üblichen Maschinentypen nur bedingt verändert werden und definiert zumeist auch die Beschaffenheit des Produktes. So gibt es Maschinen die nur sehr wenige Klöppel (z. B. drei Klöppel) besitzen wie auch große Maschinen, die mit bis über 800[3] Klöppel bestückt werden können.
Waren früher die Drehzahlen durch die Qualität des Fadenmaterials begrenzt, ist es, durch die Herstellung von Kunstfasern mit wesentlich größerer mechanischer Festigkeit, heutzutage eher die Bauweise der Maschine selbst, im Speziellen die Reibung der sich bewegenden Teile, insbesondere der Klöppel. Die Spulenkörper können durch exaktere Führungen jedoch wesentlich größer ausfallen, was wiederum zu kürzeren Stillstandszeiten durch eine geringere Anzahl an Spulenwechsel führt. Durch den Einsatz von spritzgegossenen Kunststoff-Klöppeln sinken zudem die Massenträgheiten, was sowohl höhere Geschwindigkeiten erlaubt als auch effizienteren Betrieb ermöglicht.
Das grundsätzliche Funktionsprinzip ist jedoch auch bei heutigen Maschinen identisch mit jenen Maschinen der letzten hundert Jahre.
Rundgeflechte und Flachgeflechte (Litze)
Die klassische Einteilung der Geflechte erfolgt in Rundgeflechte (Schlauch, Schnur oder Kordel) und in Flachgeflechte (Litze, in Österreich auch Börtel bezeichnet). Bei Flachgeflechten bewegen sich alle Klöppel auf einer Gangbahn und die Flechtfäden verkreuzen komplett untereinander. Da alle Fäden (und damit Klöppel) den gleichen Pfad auf der Gangbahn verfolgen, spricht man von einer Faden- bzw. einer Klöppelschar. Die kleinsten Flachgeflechte können mit drei Fäden (vgl. Zopf) hergestellt werden. Üblicherweise, aber nicht zwingend, werden Flachgeflechte mit einer ungeraden Klöppelanzahl hergestellt. Im Vergleich dazu werden Rundgeflechte grundsätzlich mit zwei Klöppelscharen und somit einer geraden Klöppelanzahl hergestellt. Die beiden dafür benötigten Gangbahnen verlaufen hierbei phasenversetzt, eine Klöppelschar bewegt sich immer im Uhrzeigersinn, die andere genau gegenläufig, gegen den Uhrzeigersinn. Das strukturell kleinste Rundgeflecht ist mit vier Fäden herstellbar.
Gestaltungsmöglichkeiten von Geflechten
Durch Zuführen von Stehfäden entlang der Geflechtachse kann das Geflecht strukturell verstärkt werden. Bei Rundgeflechten kann ein Seelenfaden (auch als Kern bezeichnet) eingebunden werden. Weist dieser Kern eine geometrisch bestimmende Form auf, wird der Prozess als Umflechten bzw. Überflechten bezeichnet. Das Umflechten wird beispielsweise bei der Kabelisolation und bei der Herstellung von Faserverbundbauteilen eingesetzt. Weitere Stehfäden können durch die Hohlwellen der Mittelachsen der Flügelräder geführt werden, was eine zusätzliche Verstärkung bzw. Zugentlastung in Warenabzugsrichtung erlaubt. Elastische Geflechte werden in der Form erzeugt, dass Stehfäden aus Elastomermaterialien in gespanntem Zustand dem Geflechtes zugeführt werden.
Prinzipiell ist die Geometrie des Geflechts einerseits durch den Flechtmaschinentyp, jedoch insbesondere durch die Fadenanzahl und die Fadendicke bestimmt. Ein weiterer Faktor ist das Verhältnis aus Antriebs- und Abzugsgeschwindigkeit, womit die sogenannte Flechtdichte bzw. der Flechtwinkel eingestellt wird. Eine langsame Abzugsgeschwindigkeit bewirkt ein dichtes und dickes Geflecht (hohe Flechtdichte, hoher Flechtwinkel), während eine schnelle Abzuggeschwindigkeit ein loses und leicht verschiebbares Geflecht (geringe Flechtdichte und geringer Flechtwinkel) ergibt.
Ein weiterer beeinflussender Faktor der Geflechtstruktur ist die Fadenspannung, die durch Änderung der Spannfederhärte bestimmt wird. Mit härteren Federn werden die Flechtfäden stärker gespannt und das Geflecht wird schmaler. Durch Einsatz verschiedener Fadenspannungen bei den Klöppeln kann beispielsweise die Herstellung eine Zackenlitze erfolgen, in dem die Litze jeweils vom Flechtpunkt aus nach links oder nach rechts gezogen wird. In ähnlicher Weise ist durch Einsatz von dünneren Fäden in einer Richtung und stärkeren Fäden in die Gegenrichtung beispielsweise die Herstellung von Schnüren möglich, die Ähnlichkeit zu einem gedrehten Seil aufweisen.
Vergleichbar mit Geweben können auch bei Geflechten verschiedene Bindungsarten[4] realisiert werden. Die übliche Flechtbindung ist hierbei die sogenannte 2-flechtige Bindung, wobei ein Flechtfaden immer über zwei weitere kreuzt (flottiert). Diese Bindung ist vergleichbar mit der Köperbindung in der Weberei. Weitere Bindungen sind die 1-flechtigen Diamantbindungen in halber Besetzung bzw. in Tandem-Besetzung der Klöppel, was wiederum der Leinwandbindung bzw. der Panamabindung entspricht.
Sonderbauarten
Laufen die Klöppel abhängig von Litzen oder Schlauchgeflechten üblicherweise immer dieselben Wege, so können sogenannte Wechsel ähnlich Eisenbahnweichen die Laufbahnen zeitweise trennen und später wieder zusammenführen. Auf diese Weise können beispielsweise Litzen mit Unterbrechungen, wie Knopflochlitzen gefertigt werden.
Neuartigere sogenannte 3D-Flechtmaschinen, bei denen die Klöppel auf kartesisch oder konzentrisch angeordneten Flechtbetten geführt werden, erlauben durch den Einsatz ebenjener Wechsel hochkomplexe Musterungsmöglichkeiten und auch dickwandige Bauteile.
Bei anderen Bauformen können sich mehrere Laufbahnkreise nur tangential berühren, sodass an den Berührungsstellen dünne Verbindungen zweier Schnüre entstehen, wie sie beispielsweise Passepoilgeflechte darstellen. Auf ähnliche Weise lassen sich ein Schnurkreis und ein Litzenkreis miteinander verbinden, sodass spezielle Geflechte, wie beispielsweise eine Kordellitze, entstehen, die aus einer Schnur mit einem flachen Flügel besteht.
Weitere Sonderbauarten sind die sogenannten Packungsflechtmaschinen, bei denen zwei oder mehr Klöppelscharen auf einem meist quadratischen oder rechteckigen Flechtbett laufen. In Kombination mit hohen Fadenspannungen werden auf diese Weise Geflechte hergestellt, die insbesondere in der Dichtungstechnik (Stopfbuchse) eingesetzt werden.
Für die Herstellung von Faserverbundbauteilen mittels des Umflechtens werden vorzugsweise sogenannte Radialflechter eingesetzt, bei denen die Klöppel an der Innenseite eines Rings angeordnet werden, wodurch die Längenkompensation des Fasermaterials gering gehalten wird, was insbesondere bei querkraftempfindlichen Fasermaterialien wie Carbon die Faserschädigung durch den Prozess minimiert.
Historisches
Die ersten Spuren einer mechanischen Flechtvorrichtung findet man in einem Buch von Georg Philipp Harsdörffer, das 1653 in Nürnberg erschienen ist. Laut den Angaben des Autors soll die dort beschriebene Vorrichtung, deren Antrieb über eine Handkurbel erfolgte, in Utrecht erfunden worden sein. Rund ein Jahrhundert später wurde 1748 dem Engländer Thomas Walford aus Manchester erstmals ein Patent auf eine Flechtmaschine erteilt. Im Tal der Wupper gilt Johann Heinrich Bockmühl als der Erfinder dieser Maschine, wobei jedoch nur Verbesserungen an der Flechtmaschine auf ihn zurückgehen. Die industrielle Herstellung von Flechtmaschinen, damals teilweise noch als Riemengang oder Riementisch bezeichnet, begann in Deutschland um 1880. Führend auf diesem Gebiet waren die Hersteller in Wuppertal-Barmen. Diese Börtelflechtereien, wie sie oft bezeichnet wurden, waren vielerorts der Beginn der Industrialisierung. Vor allem in Gebieten, in denen Wasserkraft als Antrieb des Wasserrades vorhanden war, entstanden diese Fabriken schon vor der Elektrifizierung. Später wurden diese Antriebe durch Dampfmaschinen oder Lokomobile ersetzt.

Die Flechtmaschinen wurden nebeneinander auf sogenannten Flechttischen zusammengestellt. Diese waren einfache Holzgestelle, die der Länge nach eine Antriebswelle hatten und die Maschinen einzeln über Kegelräder antrieben. Eingeschaltet wurden diese Maschinen durch einfaches Bewegen der Maschine, so dass die Zahnräder in Eingriff kamen. Aus dieser Zeit stammt auch die Ausdrücke Einrücken und Ausrücken für Einschalten oder Ausschalten der Maschine. Angetrieben wurden die einzelnen Tische über eine Transmission.
Diese Fadenbruchüberwachung ist in Anbetracht dieser Zeit bemerkenswert, da es diese rein mechanische Automatik ohne eine heute bekannte Sensorik nur bei diesen Maschinen gab. An der Seite jedes Klöppels ist ein Schieber oder eine Lasche angebracht, der über Umlenkhebel oder -rollen durch die Fadespannung in der Höhe gehalten wird. Reißt der Faden, so fällt der Schieber nach unten und drückt beim Vorbeiführen eine seitlich angeordneten Auslösestange nach außen bzw. kämmt einen Schalter, der wiederum Zahnräder außer Eingriff bringt. In der Folge wird die Maschine oder auch nur diese Flechtstelle außer Betrieb gesetzt, ohne dass zwangsläufig ein Fehler im Geflecht entsteht (siehe Abbildung Fadenbruch).
Da bei Bandwebmaschinen, die ähnliche Produkte (Schmaltextilien) herstellen, eine solche Überwachung damals nicht möglich war, lösten die fehlerfreien Flachgeflechte einen großen Teil der Produkte der vorher schon bekannten Webereien ab. Erst in den 1970er Jahren wurden die Flechtmaschinen durch die Erfindung der Nadelwebstühle und der Häkelgalonmaschinen, die eine wesentlich höhere Produktivität besitzen, wieder größtenteils verdrängt.
Die bekannten Hersteller von Flechtmaschinen siedelten sich naturgemäß in den Gebieten an, wo auch die Flechtindustrie vorherrschte. Bekannte Industriegebiete, die über eine große Anzahl solcher Erzeugungen verfügten, waren der Raum Wuppertal in Deutschland und das Waldviertel (bekannt auch als das Bandlkramerland) und das Wiener Becken in Österreich. In Wien selbst war beispielsweise der siebente Bezirk Neubau ein solches Gebiet. Noch heute erinnern Straßennamen, wie Bandgasse oder Seidengasse an diese Zeit.
Da die Flechtindustrie in den letzten dreißig Jahren insgesamt stark in Niedriglohnländer abgewandert ist, dort aber nur Massenware erzeugt wird, ist der Bestand an Flechtmaschinen in Europa nun mehr sehr gering. In den letzten Jahren kommt es jedoch wieder zu einem vermehrten Einsatz von Spezialflechtmaschinen abseits des klassischen Textilbereichs. Diese Sondermaschinen werden vor allem in der Herstellung von faserverstärkten Kunststoffen, jedoch auch im Medizinbereich[5], beispielsweise der Herstellung von Stents, eingesetzt. Die hier verwendeten Maschinen basieren auf Flechtmaschinen für die Textilindustrie, sind jedoch teilweise stark modifiziert, um damit Carbon-, Glas- und Aramidfasern sowie sehr feine Metalldrähte verarbeiten zu können.
Anwendungsbeispiele
- Gummilitzen, die als Einziehgummi in Kleidungsstücken verwendet werden
- Kerzendochte in Form geflochtener Schnüre
- Schlangen oder Zackenlitzen, die als Ziergeflecht aufgenäht werden
- Schnürsenkel (Schuhbänder).
- Kletterseile als mehrschichtige Rundgeflechte
- sogenannte Einziehstrümpfe, bei denen das Zusammenziehen des kurzen Schlauchgeflecht-Abschnitts genutzt wird, um ein Kabel oder einen Schlauch zu fassen und diesen in ein Schutzrohr oder Kabelkanal einzuziehen, ähnlich einer chinesischen Fingerfalle
- umflochtene elektrische Leitungen, bei denen der Kabelmantel entweder durch eine Umflechtung geschützt ist (z. B. Bügeleisen-Zuleitung) oder diese ersetzt (sogenannte Pendelschnur bei Hängelampen mit Aufrollautomatik, bzw. in letzter Zeit immer öfter bei Kopfhörerkabeln), um eine größere Flexibilität des Kabels zu erreichen
- Geflechte zur Kunststoffverstärkung (z. B. aus Carbon-, Glas-, Aramidfasern)
- Kupferlitzen, die als Masseverbindung bei Fahrzeugbatterien verwendet werden.
- Entlötlitze.
- Schlauchgeflechte, die aufgrund der Knickstabilität im Sanitärbereich eingesetzt werden (Stahldrähte um Gummischlauch)
- Schirmungsgeflechte von Koaxialkabeln
- Schläuche zur thermischen Isolierung
Literatur
Weblinks
Einzelnachweise
- Harald Engels: Handbuch der Schmaltextilien : die Flechttechnologie ; Teil 1: Maschinen und Verfahren zur Erzeugung konventioneller Geflechte. Hrsg.: FB Textil- und Bekleidungstechnik, Fachhochschule Niederrhein, Mönchengladbach;. FB Textil- und Bekleidungstechnik, Fachhochschule Niederrhein, Mönchengladbach 1994.
- Yordan Kyosev: 1 - Introduction: the main types of braided structure using maypole braiding technology A2 - Kyosev, Y. In: Woodhead Publishing (Hrsg.): Braiding Technology for Textiles (= Woodhead Publishing Series in Textiles). Woodhead Publishing, 2015, ISBN 978-0-85709-135-2, S. 1–25 (sciencedirect.com [abgerufen am 14. Januar 2017]).
- Megabraider. Abgerufen am 14. Januar 2017 (englisch).
- Textile Werkstoffe für den Leichtbau: Techniken - Verfahren - Materialien - Eigenschaften. Springer-Verlag, Berlin Heidelberg 2011, ISBN 978-3-642-17991-4 (springer.com [abgerufen am 5. April 2019]).
- Recent Developments in Braiding and Narrow Weaving. Springer International Publishing, 2016, ISBN 978-3-319-29931-0 (springer.com [abgerufen am 5. April 2019]).