Six Sigma
Six Sigma (6σ) ist ein Managementsystem zur Prozessverbesserung, statistisches Qualitätsziel und zugleich eine Methode des Qualitätsmanagements. Ihr Kernelement ist die Beschreibung, Messung, Analyse, Verbesserung und Überwachung von Geschäftsvorgängen mit statistischen Mitteln. Es ist eine Methode mit einem umfassenden Set an Werkzeugen zur systematischen Verbesserung oder Neugestaltung von Prozessen. Dabei folgt der Projektstrukturplan bei Prozessverbesserungsprojekten der Vorgehensweise Define – Measure – Analyze – Improve – Control (DMAIC). Six-Sigma-Projekte verfolgen letztendlich die Verbesserung des Unternehmensergebnisses.
Geschichtliche Entwicklung
Die Vorläufer von Six Sigma wurden in den 1970er Jahren erst im japanischen Schiffbau eingeführt, später in der japanischen Elektronik- und Konsumgüterindustrie. Six Sigma wurde 1987 von Motorola in den USA entwickelt.[1]:37 Große Popularität erlangte der Six-Sigma-Ansatz durch Erfolge bei General Electric (GE). Damit verbunden ist der Name des Managers Jack Welch, der 1996 Six Sigma bei GE einführte.
Heute arbeiten zahlreiche Großunternehmen mit Six Sigma – nicht nur in der Fertigungsindustrie, sondern auch im Dienstleistungssektor. Viele dieser Unternehmen erwarten von ihren Lieferanten Nachweise über Six-Sigma-Qualität in den Produktionsprozessen. Mehr als zwei Drittel (69 %) der Unternehmen nutzen Six Sigma zur Prozessverbesserung, während nur ein Drittel (31 %) die Methode zur Neuentwicklung von Prozessen einsetzt.[2]
Im Produkt- und Prozessentwicklungsbereich kommen abgewandelte DMAIC- bzw. Prozessmanagement-Prozesse zum Einsatz, die unter dem Begriff Design for Six Sigma (DFSS, DMADV) zusammengefasst werden. Auch für den Bereich der Software-Entwicklung gibt es eine Variante von Six Sigma.
Seit 2001 wird Six Sigma in vielen Implementierungen mit den Methoden des Lean Management kombiniert und als Lean Sigma oder Lean Six Sigma bzw. Six Sigma + Lean bezeichnet.
Im Zuge der Nachhaltigkeitsdiskussion von Prozessveränderungen ist seit 2005 zunehmend das Prozessmanagement (im Sinne von Management von Geschäftsprozessen im Tagesgeschäft, aber nicht vorrangig im Sinne der GPM-IT-Tool-Thematik) als Ergänzung zu den Projektmethodiken DMAIC und DFSS ein Thema.
Standards und Normen
Im Jahr 2011 erschien mit der ISO 13053-2011 die erste Norm für Six Sigma.[3] Motorola hat keinen Body of Knowledge herausgegeben und damit auch keine einheitliche Zertifizierungsgrundlage für Six Sigma geschaffen. Seit Ende der 90er Jahre gibt es daher vermehrt Anbieter von Six-Sigma-Zertifizierungen mit jeweils unterschiedlich inhaltlicher Ausrichtung.
Rollen und Aufgaben
Six-Sigma-Verbesserungsprojekte werden von speziell ausgebildeten Mitarbeitern geleitet. Das führungspsychologische Konzept von Six Sigma beruht auf Rollendefinitionen, die sich an den Rangkennzeichen (Gürtelfarbe) japanischer Kampfsportarten orientieren (vgl. Dan und Kyū):[4][5]
- Der Champion steht auf der höchsten Hierarchiestufe im Six-Sigma-Projekt.[5] Bei Magnusson, Kroslid, Bergman[4] werden mehrere Champions klassifiziert:
- Der Leiter des Strategischen Managements ist ein langjährig erfolgreicher Unternehmer, der lehrende Veranstaltungen an Universitäten leitet. Die Kennzeichnung erfolgt über den Initialen Gürtel (englisch initial belt).
- Der Auslieferungschampion ist ein Mitglied der Unternehmensleitung; er ist der Motor und Fürsprecher für Six Sigma im Unternehmen.[6]
- Der Projektchampion (auch Projektsponsor) ist in der Regel ein Mitglied des mittleren Managements und Auftraggeber für einzelne Six-Sigma-Projekte im Unternehmen. Diese Manager sind zugleich häufig auch die Prozesseigner für den zu verbessernden Prozess.
- Der Schwarze Meistergürtel (englisch master black belt) ist ein Vollzeitverbesserungsexperte; er wirkt als Coach, Trainer und Ausbilder.[6]
- Der Schwarze Gürtel (englisch black belt) ist ebenfalls auf Vollzeitbasis als Verbesserungsexperte tätig; er übernimmt Projektmanagementaufgaben und hat eingehende Kenntnisse in der Anwendung der verschiedenen Six-Sigma-Methoden. Die Rollenbeschreibung von Schwarzen Gürteln sieht die Umsetzung von vier Verbesserungsprojekten pro Jahr mit einer resultierenden Kürzung der Ausgaben um jeweils 200.000 Euro vor (je nach Größe des Unternehmens), sowie die übergeordnete Begleitung von etwa vier weiteren Projekten.[6]
- Der Grüne Gürtel (englisch green belt) ist im Management angesiedelt – dies sind meist Abteilungsleiter, Gruppenleiter, Planer oder Meister, die in Projektteams arbeiten oder auch selbst, unter Berichterstattung an einen Schwarzen Gürtel, Projekte in ihren Aufgabengebieten und interdisziplinäre Teams leiten.[7]
Daneben gibt es je nach Unternehmen – im Rang unterhalb des Grünen Gürtels – auch „inoffizielle“ Gürtelfarben wie weiß, gelb und blau.[7] Diese übernehmen keine Projektleitungsaufgaben.[6]
Einer allgemeinen Richtlinie zufolge – in vielen Büchern zitiert – sollte in den Unternehmen pro 100 Mitarbeiter ein Schwarzer Gürtel aktiv sein („1-Prozent-Regel“).[7] Ein Schwarzer Meistergürtel soll etwa 20 (erfahrene) Schwarze Gürtel betreuen.[7] Auf jeden Schwarzen Gürtel wiederum kommen etwa 20 Grüne Gürtel.[7]
Die Six-Sigma-Toolbox
Im Rahmen der DMAIC-Phasen findet eine Vielfalt von Qualitätstechniken Anwendung, die Six Sigma von der bestehenden Qualitätsmanagement-Praxis übernommen hat. Die folgende Tabelle[8] stellt eine Übersicht dar:
| Nr. | Kunden-Werkzeuge | Projekt-Werkzeuge | Schlankheits-Werkzeuge | Management-Werkzeuge |
|---|---|---|---|---|
| 1 | Kano-Modell | Netzplantechnik | Standardisierung | Entscheidungsbaum |
| 2 | Strukturierung von Kundenanforderungen, genannt Anforderungsstrukturierung | Projekt- und Teambeschreibung | Wertstrom-, Engpass- bzw. Materialflussanalyse | Affinitätsdiagramm |
| 3 | House of Quality | CTQ-Analyse (Critical to Quality) | Wertschöpfungs- bzw. Verschwendungsanalyse | Beziehungsdiagramm |
| 4 | Verlustfunktion nach Taguchi Gen’ichi | Baumdiagramm | Flussdiagramm | Baumdiagramm |
| 5 | Kundeninterviews | Prozessfähigkeitsanalyse | Versorgungskettenmatrix | Matrixdiagramm |
| 6 | Kundenfragebögen | Kosten-Nutzen-Analyse | Rüstzeitanalyse | Matrix-Daten-Analyse |
| 7 | Conjoint-Analyse | Regelkarten | Red-Tag-Analyse | Netzplantechnik |
| Nr. | Design-Werkzeuge | Grafik-Werkzeuge | Statistik-Werkzeuge |
|---|---|---|---|
| 1 | Robustes Design, Parameterdesign | Prüfformulare (inkl. Messplan) | Statistische Versuchsplanung (DoE) |
| 2 | Quality Function Deployment (QFD) | Histogramm | Prozessfähigkeitsuntersuchung |
| 3 | TRIZ | Paretodiagramm | Regressionsanalyse |
| 4 | Konzeptauswahlanalyse nach Pugh | Ursache-Wirkungs-Diagramm, auch Ishikawa- bzw. Fishbone-Diagramm genannt | Multivariate Analyse |
| 5 | FMEA/VMEA | Grafischer Vergleich | Statistische Testverfahren (F-Test, ANOVA) |
| 6 | Fehlerbaumanalyse | Relationendiagramm | Wahrscheinlichkeitsnetz |
| 7 | Toleranzanalyse und Toleranzdesign | Regelkarten | Messsystemanalyse (Gage R&R) |
Der Six-Sigma-Kernprozess: DMAIC
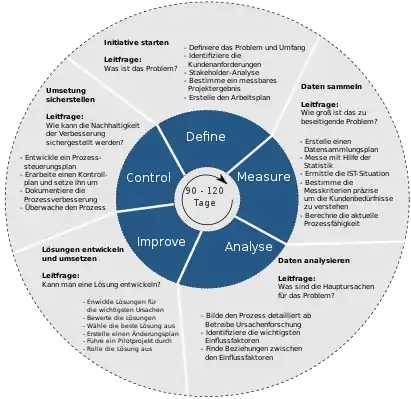
Die am häufigsten eingesetzte Six-Sigma-Methode ist der sogenannte „DMAIC“-Zyklus (Define – Measure – Analyze – Improve – Control = Definieren – Messen – Analysieren – Verbessern – Steuern). Hierbei handelt es sich um einen Projekt- und Regelkreis-Ansatz. Der DMAIC-Kernprozess wird eingesetzt, um bereits bestehende Prozesse messbar zu machen und sie nachhaltig zu verbessern.
Define (D)
In dieser Phase wird der zu verbessernde Prozess identifiziert, dokumentiert und das Problem mit diesem Prozess beschrieben. Dies geschieht meistens in Form einer Projekt-Charta. Diese beinhaltet außerdem:
- den gewünschten Zielzustand,
- die vermuteten Ursachen für die derzeitige Abweichung vom Zielzustand,
- die Projektdefinition (Mitglieder, Ressourceneinsatz, Zeitplanung)
Neben der Projektcharta werden meistens weitere Werkzeuge verwendet, so z. B.:
- Problemdefinition unter Verwendung der Kepner-Tregoe-Analyse.
- SIPOC (Supplier, Input, Process, Output, Customer) – hier wird, wie beim Flowchart auch, der Prozess dargestellt, um ein besseres Verständnis davon zu bekommen, was innerhalb des Prozesses geschieht. Dabei werden teilweise auch Kundenanforderungen (Customer Requirements) an den Output des Prozesses sowie dessen Anforderungen an die Inputs (Process Requirements) formuliert.
- CTQ-Baum (Critical to Quality) – Beschreibung, welche messbaren, kritischen Parameter qualitätsbestimmend sind.
- VoC (Voice of the Customer) – Methode, um von einem verbalen Kundenproblem (z. B.: „Das Gerät ist schwierig zu bedienen“) auf konkrete Zielgrößen zur Eliminierung des Problems zu gelangen (z. B.: „Das Gerät braucht auf jedem Knopf eine aussagekräftige Beschriftung in Schriftgröße 12. Die Knöpfe müssen in einer logischen Reihenfolge angeordnet sein.“). In der Define-Phase gehört VoC zu den wichtigsten Werkzeugen, da hiermit vermieden werden kann, dass der Kunde am Ende unzufrieden mit den Ergebnissen ist, weil er andere Erwartungen hatte.[9]
- Scope In/Scope Out – Die Abgrenzung, welche Aspekte oder Bereiche Untersuchungsbestandteil des Projekts sein sollen und welche nicht.
Measure (M)
In dieser Phase geht es darum, festzustellen, wie gut der Prozess wirklich die bestehenden Kundenanforderungen erfüllt. Dies beinhaltet eine Prozessfähigkeitsuntersuchung für jedes relevante Qualitätsmerkmal.
Angewandte Werkzeuge in dieser Phase:
- Prozessvisualisierung mittels Process Mapping,
- Statistische Datenerhebungs- bzw. Versuchsplanung.
Zur Sicherung der Messmittelfähigkeit verwendet man bei Six Sigma die sogenannte Messsystemanalyse (Measurement System Analysis), kurz MSA.
Analyze (A)
Ziel der Analysephase ist es, die Ursachen dafür zu finden, warum der Prozess die Kundenanforderungen bislang noch nicht im gewünschten Maß erfüllt. Dazu werden Prozessanalysen wie z. B. Wertschöpfungs-, Materialfluss- oder Wertstromanalysen, sowie Datenanalysen (Streuung) erstellt. Bei der Datenanalyse werden die in der vorigen Phase erhobenen Prozess- oder Versuchsdaten unter Einsatz statistischer Verfahren ausgewertet, um die wesentlichen Streuungsquellen zu identifizieren und die tieferliegenden Ursachen des Problems zu erkennen.
Angewandte Werkzeuge in dieser Phase:
- C&E-Matrix (Causes & Effects) – weiteres Werkzeug zur Aufstellung von Ursache-Wirkungs-Hypothesen,
- Durchlaufzeitanalyse,
- Hypothesentests,
- Ishikawa-Diagramm – zur Bestimmung der ersten Hypothesen zu Ursache-Wirkungs-Zusammenhängen,
- Paretodiagramm,
- Regressionsanalyse,
- Streudiagramm (Scatter Plot),
- Wertschöpfungsanalyse.
Improve (I) (bzw. Engineer (E) bei neuen Prozessen)
Nachdem verstanden wurde, wie der Prozess funktioniert, wird nun die Verbesserung geplant, getestet und schließlich eingeführt. Hierbei werden Werkzeuge angewandt, die auch außerhalb von Six Sigma weit verbreitet sind, beispielsweise:
- Platzzifferverfahren[10]
- K.-o.-Analyse[10]
- Kriterienbasierte Matrix[10]
- Kosten-Nutzen-Analyse[10]
- Soll-Prozessdarstellung[10]
- Poka Yoke[10]
- Brainstorming und andere kreative Techniken zur Erzeugung von Lösungsideen
- FMEA (Failure Mode and Effects Analysis) – Methode zur Ermittlung von Implementierungsrisiken der Verbesserungsideen
Control (C)
Der neue Prozess wird mit statistischen Methoden überwacht. Dies geschieht überwiegend mit SPC-Regelkarten. Darüber hinaus werden von der Fachliteratur weitere ausgewählte Methoden aufgeführt, die für eine nachhaltige Aufrechterhaltung von Verbesserungen wichtig sind, wie:
- Prozessdokumentation[11]
- Prozessmanagement- und Reaktionsplan[11]
- Precontrol[11]
- Projekterfolgsberechnung.[11]
Die Six Sigma Roadmap zeigt einen Leitfaden zum chronologischen Einsatz der wichtigsten Werkzeuge.
Der Aufwand für ein DMAIC ist hoch, so dass sich die Umsetzung erst lohnt, wenn die zu erwartenden Wertschöpfungszuwächse aus dem verbesserten Prozess höher als 50.000 EUR ausfallen. Man strebt eine Projektlaufzeit von vier bis fünf Monaten an.
Six Sigma als statistisches Qualitätsziel
In aller Regel kommt es bei jedem Qualitätsmerkmal zu unerwünschter Streuung in den Prozessergebnissen. Auch der Durchschnitts- oder Erwartungswert liegt oft nicht genau auf dem Zielwert.
Im Rahmen einer so genannten Prozessfähigkeitsuntersuchung werden solche Abweichungen vom Idealzustand in Beziehung zum Toleranzbereich des betreffenden Merkmals gesetzt. Dabei spielt die Standardabweichung des Merkmals (Buchstabe: σ; gesprochen: Sigma) eine wesentliche Rolle. Sie misst die Streubreite des Merkmals, also wie stark die Merkmalswerte voneinander abweichen.
Je größer die Standardabweichung im Vergleich zur Breite des Toleranzbereichs ist, desto wahrscheinlicher ist eine Überschreitung der Toleranzgrenzen. Ebenso gilt, je weiter sich der Mittelwert vom Zentrum des Toleranzbereichs entfernt (also je näher er an eine der Toleranzgrenzen heranrückt), desto größer der Überschreitungsanteil. Deswegen ist es sinnvoll, den Abstand zwischen dem Mittelwert und der nächstgelegenen Toleranzgrenze in Standardabweichungen zu messen. Dieser Abstand geteilt durch 3 σ ist der Prozessfähigkeitsindex Cpk; es gilt also Cpk = 1, wenn der Mittelwert 3 σ von der nächstgelegenen Toleranzgrenze entfernt ist.
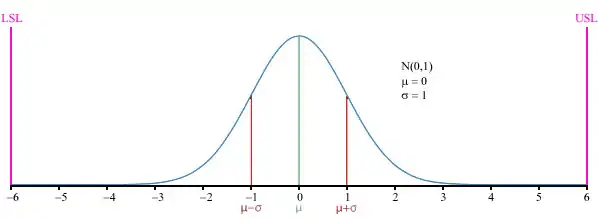
Der Name „Six Sigma“ resultiert aus der Forderung, dass die nächstgelegene Toleranzgrenze mindestens sechs Standardabweichungen (6σ, englisch ausgesprochen „Six Sigma“) vom Mittelwert entfernt liegen soll („Six-Sigma-Level“, Cpk = 2).[12] Nur wenn diese Forderung erfüllt ist, kann man davon ausgehen, dass praktisch eine „Nullfehlerproduktion“ erzielt wird, die Toleranzgrenzen also so gut wie nie überschritten werden. Da die meisten Produkte aus diversen einzelnen Bauteilen bestehen und außerdem in mehreren Prozessen bzw. Prozessschritten gefertigt werden, reicht eine zuverlässige Streuung von ± 3 σ nicht aus, um eine nahezu fehlerfreie Produktion sicherzustellen. Es sind also Fertigungsprozesse zu entwickeln, die so robust gegenüber äußeren Einflüssen sind, dass sie eine deutlich größere Streuung zulassen.
Erwarteter Fehleranteil beim Six-Sigma-Level
Bei der Berechnung des erwarteten Fehleranteils wird zusätzlich in Betracht gezogen, dass Prozesse in der Praxis, über längere Beobachtungszeiträume gesehen, unvermeidbaren Mittelwertschwankungen ausgesetzt sind. Es wäre also zu optimistisch, davon auszugehen, dass der Abstand zwischen dem Mittelwert und der kritischen Toleranzgrenze immer konstant 6 Standardabweichungen betragen würde. Basierend auf Praxisbeobachtungen hat es sich im Rahmen von Six Sigma eingebürgert, eine langfristige Mittelwertverschiebung um 1,5 Standardabweichungen einzukalkulieren. Wenn eine solche Mittelwertverschiebung tatsächlich eintreten sollte, wäre der Mittelwert also statt 6 nur noch 4,5 σ von der nächstgelegenen Toleranzgrenze entfernt.[12]
Deswegen wird der Überschreitungsanteil für die Grenze 6σ mit 3,4 DPMO (Fehler pro Million Möglichkeiten, englisch defects per million opportunities) angegeben. Dies entspricht bei dem häufigsten Verteilungstyp, der Normalverteilung, der Wahrscheinlichkeit, dass ein Wert auftritt, der auf der Seite mit der nächstgelegenen Toleranzgrenze um mindestens 4,5 Standardabweichungen vom Mittelwert abweicht und somit die Toleranzgrenze überschreitet.[12] Die nachfolgende Tabelle[13][14] nennt DPMO-Werte für verschiedene Sigma-Level; alle diese Werte kalkulieren die erwähnte Mittelwertverschiebung um 1,5 σ ein. Der für 3 σ angegebene DPMO-Wert entspricht also zum Beispiel dem einseitigen Überschreitungsanteil für 1,5 σ, der für 4 σ entspricht dem einseitigen Überschreitungsanteil für 2,5 σ usw.
| Sigma level | DPMO | fehlerhaft % | fehlerfrei % | Kurzfristiger Cpk | Langfristiger Cpk |
|---|---|---|---|---|---|
| 1 | 691.462 | 68 % | 32 % | 0,33 | −0,17 |
| 2 | 308.538 | 31 % | 69 % | 0,67 | 0,17 |
| 3 | 66.807 | 6,7 % | 93,3 % | 1,00 | 0,5 |
| 4 | 6.210 | 0,62 % | 99,38 % | 1,33 | 0,83 |
| 5 | 233 | 0,023 % | 99,977 % | 1,67 | 1,17 |
| 6 | 3,4 | 0,00034 % | 99,99966 % | 2,00 | 1,5 |
| 7 | 0,019 | 0,0000019 % | 99,9999981 % | 2,33 | 1,83 |
Erfolgsfaktoren für die Nutzung der Six-Sigma-Methode
Die Fachliteratur nennt viele kritische Erfolgsfaktoren, die nachfolgend gelistet sind:[15]
- Management-Einbindung – Da die Einführung von Six-Sigma eine strategische Entscheidung ist, zählt die Management-Unterstützung zu den wichtigsten Erfolgsfaktoren. Auch nach der Einführung hängt die langfristige Erfolgssicherung stark vom Engagement der Geschäftsführung ab.
- Six-Sigma-Methodenkenntnis – Die Six-Sigma-Methode kombiniert die bekannten Qualitätssicherungs-Methoden und wendet diese in einem systematischen Vorgehen an. Um dieses Vorgehen einsetzen zu können, ist ein entsprechendes Training der Mitarbeiter erforderlich.
- Verbindung zur Geschäftsstrategie – Die Six-Sigma-Methode hat als vorrangiges Ziel die Unternehmensergebnisse zu verbessern und gleichzeitig den Kundennutzen zu steigern. In der Geschäftsstrategie werden die Belange von Kunden und Unternehmen verbunden.
- Verbindung zum Kunden – Die Six-Sigma-Methode zielt neben der Verbesserung der Unternehmensergebnisse darauf ab, die Kundenzufriedenheit zu erhöhen. Dazu müssen die Kundenforderungen bekannt sein. Jedes Six-Sigma-Projekt beginnt deshalb mit einer Analyse der externen und internen Kundenanforderungen.
- Projektauswahl – Der Auswahl von erfolgversprechenden Projekten mit Blick auf die nachhaltige Erfüllung der Kundenanforderungen zu reduzierten Kosten kommt eine besondere Bedeutung zu. Wichtig ist auch die Messbarkeit der qualitativen Verbesserungen, ebenso wie die Nachweisbarkeit des finanziellen Erfolges. Zusätzlich ist im Rahmen der Projektauswahl auf Projektrealisierbarkeit innerhalb einer festgelegten Projektlaufzeit zu achten.
- organisatorische Infrastruktur – Eine unterstützende Organisation, die u. a. aus einer ausreichenden Anzahl an Belts besteht, ist für ein erfolgreiches Six-Sigma-Unternehmen zwingend notwendig.
- Änderung der Kultur – Mehrjährige Six-Sigma-Anwendung führt dazu, dass sich der Fokus von reiner Kostenreduzierung hin zur Erhöhung des Kundennutzens verschiebt.
- Projektmanagement-Fähigkeiten der Belts – Da die Six-Sigma-Methode u. a. auf erfolgreichem Projektmanagement beruht, sind ausreichende Projektmanagement-Fähigkeiten erforderlich um die verschiedensten Meilensteine und Zeitziele zu erreichen.
- Verbindung zu Lieferanten – Der Grund für die Zusammenarbeit mit maßgeblichen Lieferanten liegt darin, dass sich die Verbesserungen in den Produkten und Prozessen der Lieferanten auf das Six-Sigma-Unternehmen übertragen.
- Training der Belts in der Six-Sigma-Methode – Für eine erfolgreiche Six-Sigma-Umsetzung ist es wichtig, dass eine „kritische Masse“ an ausreichend trainierten Mitarbeitern erreicht wird.
- Verbindung zur Personalplanung – Es sind sowohl Anforderungen an das analytisch-statistische Denkvermögen als auch an Soft Skills wie Kommunikationsfähigkeit, Teamfähigkeit und Führungsfähigkeit bei den Belts vorauszusetzen.
Six-Sigma-Projekte
Six Sigma wird ausschließlich in Form von Projekten umgesetzt. Die Resultate eines Six-Sigma-Programms hängen vom Ergebnis der einzelnen Projekte ab. Daher müssen der Projektauswahl und der konkreten Projektarbeit besondere Beachtung geschenkt werden. Die direkte Verantwortung für die Projektergebnisse liegt beim Prozesseigner.[16][17]
Folgende Rahmendaten gelten als Erfolgsfaktoren:
- Projektlaufzeit: 3 bis 6 Monate
- Projektvolumen: bei großen Unternehmen im Durchschnitt 250.000 €, bei mittelständischen Unternehmen im Durchschnitt 100.000 €
- Projektrahmen: thematisch und organisatorisch abgrenzbar
- Prozessfokus: es liegt ein sich wiederholender Prozess mit einem sich wiederholenden, messbaren Prozessoutput vor
Aus einer Befragung geht folgende Rangliste für die Auswahlkriterien von Six-Sigma-Projekten hervor:[18]
- Jährliche Kosteneinsparung: 68 %
- Prozessfehlerhäufigkeit: 66 %
- Kundenzufriedenheit: 44 %
- Wiederholender Ablauf: 34 %
- Begrenzter Umfang: 28 %
Einer der häufigsten Gründe bei Fehlschlägen von Six-Sigma-Projekten ist die Auswahl der falschen Projekte.
Kombination von Six Sigma mit anderen Methoden
Six Sigma lässt sich problemlos mit anderen Methoden kombinieren, die es in idealer Weise ergänzen. In den meisten Unternehmen wird Six Sigma mit den Methoden des Lean Management zum Lean Sigmas ergänzt. Für die Auswahl der Six Sigma Projekte ist die Anwendung der Theorie of Constraints (TOC) sinnvoll, da Projekte, die einen Engpass beseitigen, die größten Erfolge haben – sogenannte Durchbruchserfolge. Mehr als ein Drittel (36 %) kombiniert Six Sigma mit Customer Relationship Management (CRM). Etwa ein Viertel der Anwendung kombiniert Six Sigma mit Benchmarking, Supply Chain Management und digitaler Transformation. Vor der Digitalisierung eines Prozesses sollte auf jeden Fall zuerst der Prozess optimiert werden.[17]
Six Sigma in der Finanzindustrie
In den letzten Jahren werden immer häufiger Six-Sigma-Projekte auch in der Finanzindustrie umgesetzt. In der Finanzindustrie gibt es eine Vielzahl von Prozessen (z. B. die Preisfestlegung von Finanzinstrumenten), für die es unverzichtbar ist, dass sie zügig und fehlerfrei ablaufen. Ist diese Fehlerfreiheit nicht gewährleistet, entstehen rasch unangenehme Konsequenzen mit hohen Folgekosten (z. B. hohe Steuerrückforderungen).Fehler bei der Stammdaten- und Marktdatenversorgung (z. B. eine fehlerhafte Kursversorgung) können schnell unerwünschte direkte und indirekte Folgekosten verursachen. Mögliche Auswirkungen wären zum Beispiel hängende Orders im System, eine falsche Preisberechnung oder Fehler im Reporting. Im Rahmen eines Six Sigma Projektes können die Ursachen solcher Probleme identifiziert und messbar gemacht werden. Es können individuelle Lösungsansätze entwickelt werden, die zu einer Prozessoptimierung führen.[19]
Literatur
- Mikel Harry, Richard Schroeder: Six Sigma. Prozesse optimieren, Null-Fehler-Qualität schaffen, Rendite radikal steigern, Campus Verlag, 2000, ISBN 978-3-59336551-0.
- Peter S. Pande, Robert P. Neuman, Roland R. Cavanagh: Six Sigma erfolgreich einsetzen. Marktanteile gewinnen, Produktivität steigern, Kosten reduzieren, mi, 2001, ISBN 978-3-47838960-0.
- George Eckes: The Six Sigma Revolution. How General Electric and Others Turned Process Into Profits, John Wiley & Sons, New York 2001, ISBN 0-471-38822-X.
- Kjell Magnusson, Dag Kroslid, Bo Bergman: Six Sigma umsetzen. Die neue Qualitätsstrategie für Unternehmen, 2. Aufl., Hanser Verlag, 2003, ISBN 3-446-22295-2.
- Dag Kroslid, Konrad Faber, Kjell Magnusson: Six Sigma, Hanser Verlag, 2003, ISBN 3-446-22294-4.
- Herbert Hofer et al.: Six Sigma – Ein Modell für kleinere und mittlere Kreditinstitute?, Bankakademie Verlag, 2005, ISBN 3-937519-49-1.
- Rolf Rehbehn, Zafer Bülent Yurdakul: Mit Six Sigma zu Business Excellence. Strategien, Methoden, Praxisbeispiele, 2. Aufl., Publicis MCD Verlag, 2005, ISBN 3-89578-261-0.
- Armin Töpfer (Hrsg.): Six Sigma. Konzeption und Erfolgsbeispiele für praktizierte Null-Fehler-Qualität, 4. Aufl., Springer, Berlin 2007, ISBN 978-3-540-48591-9.
- Michael George, Dave Rowlands, Bill Kastle: Was ist Lean Six Sigma?, Springer, Berlin/Heidelberg 2007, ISBN 978-3-540-32329-7.
- Rath & Strong: Six Sigma Pocket Guide. Werkzeuge zur Prozessverbesserung, TÜV Verlag, 2008, ISBN 0-9705079-0-9.
- Armin Töpfer (Hrsg.): Lean Six Sigma. Erfolgreiche Kombination von Lean Management, Six Sigma und Design for Six Sigma, Springer, Berlin/Heidelberg 2009, ISBN 978-3-540-85059-5.
- Helge Toutenburg, Philipp Knöfel: Six Sigma. Methoden und Statistik für die Praxis, 2. Aufl. (1. Auflage 2008), Springer, Berlin/Heidelberg 2009, ISBN 978-3-540-85137-0.
- Jürgen Moormann, Diana Heckl, Hermann-Josef Lamberti (Hrsg.): Six Sigma in der Finanzbranche, 3. Aufl., Frankfurt School Verlag, Frankfurt am Main 2009, ISBN 978-3-937519-13-5.
- Thomas Münster: Kritische Erfolgsfaktoren für den Einsatz der Six-Sigma-Methode, Südwestdeutscher Verlag für Hochschulschriften 2009, ISBN 978-3-8381-0086-9.
- Frank Bornhöft, Norbert Faulhaber: Lean Six Sigma erfolgreich implementieren, 2. Aufl., Frankfurt School Verlag, Frankfurt am Main 2010, ISBN 978-3-937519-60-9.
- Gerd F. Kamiske, Jörg-Peter Brauer: Qualitätsmanagement von A-Z: Erläuterungen moderne Begriffe des Qualitätsmanagements, 7. Aufl., Hanser Verlag, München 2011, ISBN 978-3-446-42581-1.
- Roland Jochem, Dennis Geers, Michael Giebel (Hrsg.): Six Sigma leicht gemacht. Ein Lehrbuch mit Musterprojekt für den Praxiserfolg, Symposion Publishing, Düsseldorf 2011, ISBN 978-3-939707-83-7.
- Andrea Chiarini: From Total Quality Control to Lean Six Sigma. Evolution of the Most Important Management Systems for the Excellence, Springer, Milan/New York 2012, ISBN 978-88-470-2658-2.
- Stephan Lunau (Hrsg.): Design for Six Sigma+Lean Toolset. Mindset für erfolgreiche Innovationen, 2. Aufl. (1. Auflage 2007), Springer Gabler, Wiesbaden 2013, ISBN 978-3-658-00827-7.
- Markus Köhler, Daniel Frank, Robert Schmitt: Six Sigma, in: Tilo Pfeifer, Robert Schmitt (Hrsg.): Masing Handbuch Qualitätsmanagement, Hanser Verlag, 6. Aufl., München/Wien 2014, ISBN 978-3-446-43431-8, S. 253–291
- Stephan Lunau (Hrsg.): Six Sigma+Lean Toolset. Mindset zur erfolgreichen Umsetzung von Verbesserungsprojekten, 5. Aufl. (1. Auflage 2006), Springer Gabler, Wiesbaden 2014, ISBN 978-3-662-44613-3.
- Carsten Gundlach, Roland Jochem (Hrsg.): Praxishandbuch Six Sigma. Fehler vermeiden, Prozesse verbessern, Kosten senken, 2. Aufl. (1. Auflage 2008), Symposion Publishing, Düsseldorf 2015, ISBN 978-3-86329-633-9.
- Markus H. Dahm, Christoph Haindl: Lean Management Six Sigma. Qualität und Wirtschaftlichkeit in der Wettbewerbsstrategie, Erich Schmidt Verlag, 3. Aufl. (1. Auflage 2009), Berlin 2015, ISBN 978-3-503-15635-1.
- Michael George et al.: Das Lean Six Sigma Toolbook. Mehr als 100 Werkzeuge zur Verbesserung der Prozessgeschwindigkeit und -qualität, Vahlen, München 2016, ISBN 978-3-8006-4852-8.
- Matthias Schmieder, Bernd von Regius, Bert Leyendecker: Qualitätsmanagement im Einkauf. Vermeidung von Produktfehlern, Springer Gabler, Wiesbaden 2018, ISBN 978-3-658-04754-2.
- Craig Gygi, Neil DeCarlo, Bruce Williams: Six Sigma für Dummies, 3. Aufl. (1. Auflage 2005), Wiley-VCH, Weinheim 2018, ISBN 978-3-527-71534-3.
- Johann Wappis, Berndt Jung: Null-Fehler-Management. Umsetzung von Six Sigma (= Praxisreihe Qualität), 6. Aufl. (1. Auflage 2006), Hanser Verlag, München/Wien 2019, ISBN 978-3-446-45875-8.
- Almut Melzer: Six Sigma – kompakt und praxisnah. Prozessverbesserung effizient und erfolgreich implementieren, 2. Aufl., Springer Gabler, Wiesbaden 2019, ISBN 978-3-658-23754-7.
- Wilhelm Kleppmann: Versuchsplanung. Produkte und Prozesse optimieren (= Praxisreihe Qualität), 10. Aufl. (1. Auflage 1998), Hanser Verlag, München/Wien 2020, ISBN 978-3-446-46146-8.
Software
Weblinks
Einzelnachweise
- Andrea Chiarini: From Total Quality Control to Lean Six Sigma. Springer, 2012, ISBN 978-88-470-2658-2.
- Matthias Schmieder: Empirische Befragung über den Einsatz des Operational-Excellence Konzepts in Deutschland, auf six-sigma-deutschland.de
- https://www.iso.org/standard/52901.html
- Magnusson, Kroslid, Bergman: Six Sigma umsetzen. (2003), S. 23, ISBN 3-446-22295-2.
- Ken Erdrich: Six Sigma - Inhalt. Abgerufen am 1. Januar 2018.
- Magnusson, Kroslid, Bergman (2003), S. 24.
- Magnusson, Kroslid, Bergman (2003), S. 25.
- Magnusson, Kroslid, Bergman (2003), S. 44.
- Stefan Heusinger 29 Dezember 2020 Januar 29th, 2021: Voice of Customer Recherche: Tipps für effektives Copywriting. In: Stefan Heusinger. 29. Dezember 2020, abgerufen am 20. März 2021 (deutsch).
- R. Jochem, D. Geers, M. Giebel: Six Sigma leicht gemacht. Ein Lehrbuch mit Musterprojekt für den Praxiserfolg. Symposion Publishing (2011), S. 214 ff.
- R. Jochem, D. Geers, M. Giebel: Six Sigma leicht gemacht. Ein Lehrbuch mit Musterprojekt für den Praxiserfolg, Symposion Publishing (2011), S. 269 ff.
- Thomas Pyzdek: Motorola’s Six Sigma Program (englisch)
- Craig Gygi, Neil DeCarlo, Bruce Williams: Six sigma for dummies. Wiley Publishing, Inc., Hoboken, NJ 2005, ISBN 0-7645-6798-5, S. 23, vordere Umschlagseite.
- Basem El-Haik, Nam P. Suh: Axiomatic quality. Integrating axiomatic design with six-sigma, reliability, and quality engineering. John Wiley, Hoboken, N.J 2005, ISBN 0-471-68273-X, S. 10.
- Münster: Kritische Erfolgsfaktoren für den Einsatz der Six-Sigma-Methode. 2009, ISBN 978-3-8381-0086-9, S. 108 f.
- Matthias Schmieder, Mehmet Aksel: Fragebogen für den Selbst-Check – Passt Six zu uns? In: QZ. 5/2006, S. 34–37.
- Matthias Schmieder: Empirische Befragung über den Einsatz von Benchmarking und Six Sigma in Deutschland, auf .six-sigma-deutschland.de
- Matthias Schmieder: Warum Six Sigma erfolgreich ist – Analyse aktueller Studien. In: Gundlach Carsten und Jochem Roland (Hrsg.): Praxis Six Sigma, Fehler vermeiden, Prozesse verbessern, Kosten senken. Düsseldorf 2008, S. 39–64.
- anadeo.com (PDF; 81 kB) Prozessoptimierung im Data Quality Management, Case Study, Anadeo Consulting (gesichtet 24. Juni 2011)