Eloxal-Verfahren
Das Eloxal-Verfahren [elɔˈksaːl] (von Eloxal, Abkürzung für elektrolytische Oxidation von Aluminium) ist eine Methode der Oberflächentechnik zum Erzeugen einer oxidischen Schutzschicht auf Aluminium durch anodische Oxidation. Im Gegensatz zu den galvanischen Überzugsverfahren wird beim Eloxieren die Schutzschicht nicht auf dem Werkstück niedergeschlagen, sondern durch Umwandlung der obersten Metallschicht ein Oxid bzw. Hydroxid gebildet. Es entsteht eine 5 bis 25 Mikrometer dünne Schicht, die tiefere Schichten vor Korrosion schützt, solange keine Risse oder Lücken in dieser Schicht entstehen. Die natürliche (atmosphärische) Oxidschicht des Aluminiums beträgt demgegenüber lediglich wenige Nanometer.[1]


Neben der chemischen Beständigkeit erhöht sich beim Eloxieren auch die Härte der Oberfläche und die Reibungswerte beim Kontakt mit verschiedenen Materialien verringern sich.
Das Verfahren
Grundprinzip des Eloxierens
Auf Aluminium bildet sich in Kontakt mit Sauerstoff eine dünne, aber dichte Oxidschicht, die das Aluminiummetall unter normalen Umgebungsbedingungen gegen weitere Oxidation schützt. Bei einer Dicke zwischen etwa 5 nm und 20 nm[2][3][4] ist die Schicht zudem vollkommen transparent (d. h. unsichtbar) und bewahrt dadurch den metallischen Charakter des Aluminiums. Die Oxidschicht schützt das Metall vor Oxidation durch Sauerstoff und in einem pH-Bereich zwischen etwa pH 4 und pH 9 gegen Korrosion – deshalb ist das Metall unter normalen Umgebungsbedingungen relativ beständig.[2] Allerdings führen Bestandteile wie Salz (Natriumchlorid) oder Schwefeldioxid zu Korrosionserscheinungen, weshalb Aluminium in Meeresnähe oder unter rauen Industriebedingungen Korrosionsangriffe zeigt. Vor allem aber ist die sehr dünne natürliche Oxidschicht nicht in der Lage, Aluminium gegen Verschleiß zu schützen.
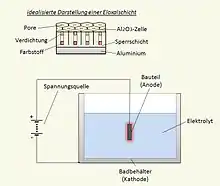
Die natürliche Oxidschicht auf Aluminium kann durch die elektrochemische Behandlung der anodischen Oxidation verstärkt werden. Dabei wird das Aluminium in einem Elektrolyten (z. B. Schwefelsäure oder Oxalsäure) als Anode in einem Gleichstromkreislauf geschaltet. Hierbei wird aus dem wasserhaltigen Elektrolyten an der Aluminiumoberfläche Sauerstoff erzeugt. Dieser reagiert direkt an der Oberfläche mit dem Metall (das durch den Stromfluss in reaktionsfähige Aluminiumionen überführt wird) zu Aluminiumoxid. Es erfolgt also eine direkte Umwandlung der Oberfläche in Aluminiumoxid. Auch komplexe Geometrien erhalten so eine nahezu gleichmäßig dicke Aluminiumoxidschicht. Die Oxidschicht besitzt verfahrensbedingt direkt nach der Erzeugung Mikroporen. Durch ein abschließendes Verdichten bzw. Versiegeln (engl. Sealing) lassen sich die Poren verschließen, um eine kompakte, weitgehend aus Aluminiumhydroxid bestehende Schicht zu erzeugen. Die anodisch erzeugte Oxidschicht besitzt eine wesentlich bessere Beständigkeit gegen Korrosion und Verschleiß. Zudem ist die durch Anodisieren erzeugte Oxidschicht ein guter elektrischer Isolator mit Durchschlagsfestigkeiten von etwa 900 V bei einer Dicke der Eloxalschicht von 30 µm.
Materialauswahl
Je reiner das Material ist, desto besser sind die Eloxalergebnisse. Im Bereich der Außenarchitektur finden somit gerne Reinaluminium oder nur gering legierte Materialien Verwendung. In Luftfahrt, Maschinenbau oder der Fahrzeugtechnik sind diese „weichen“ Aluminiumsorten allerdings nicht einzusetzen. Um die geforderten Material- oder Bearbeitungseigenschaften zu erzielen, werden unterschiedliche Legierungskomponenten beigefügt, die den Anodisationsprozess teilweise erheblich beeinflussen oder gar stören. Die am meisten verbreiteten Zusätze sind:
- Kupfer, z. B. AlCuMgPb (EN-AW 2007), ist beim Eloxieren stark löslich
- Silizium, z. B. AlMgSi1 (EN-AW 6082), wird nicht gelöst, sondern mit eingebaut
- Magnesium, Zink und Mangan, z. B. AlZnMgCu1,5 (EN-AW 7075), werden herausgelöst.
Diese eingebauten Elemente führen teilweise zu Fehlstellen in der Oxidschicht; die sich lösenden Elemente erhöhen stark die Rücklösung, worunter die Schichtqualität merklich leidet. Es ist wichtig, die Legierung exakt auf die mechanische Anwendung und die zu erzielenden Schichteigenschaften abzustimmen, wobei die Legierungsempfehlungen[5] des Eloxalbetriebes zu beachten sind.
Vorbehandlung
Zunächst werden die Aluminiumteile vorbehandelt, d. h. entfettet und gebeizt. Um eine gleichmäßige Oberfläche zu erhalten, wird meist zunächst basisch (mit auf Natronlauge basierenden Laugen) gebeizt, anschließend sauer (mit Salpetersäure oder Flusssäure).[6] Die zur Anwendung kommenden Beizmittel und -bedingungen sind von den Eigenschaften des Werkstoffs, wie beispielsweise der Art der Beimischungen von Fremdmetallen in einer Legierung, abhängig. Beim Beizen wird auch die dünne, natürliche Oxidschicht entfernt. Durch die Anwendung längerer Prozesszeiten kann bei geeignetem Grundmaterial ein sehr dekoratives Beiz-Finish erzeugt werden. Diese genormte Optik (E6) ist in der Außenarchitektur praktisch der Standard. Bei der Eloxierung feinmechanischer Komponenten sind die hierfür benötigten langen Beizzeiten nicht praktikabel, da diese die Maßhaltigkeit zerstören. Die dabei entstehenden aluminiumhaltigen Säuren (Aluminiumnitrat-Lösung) und Laugen (Natriumaluminat-Lösung) sind Sekundärrohstoffe und werden in den industriellen Al-Kreislauf zurückgeführt. In einigen Eloxal-Anlagen werden sie auch neutralisiert und der dabei entstehende Aluminiumhydroxid-Filterkuchen ebenfalls als Al-Rohstoff verwertet.
Das Eloxieren
Nach der Oberflächen-Vorbehandlung erfolgt das eigentliche Eloxieren. Zuweilen wird dann die frische poröse Schicht mit Farbstoffen gefärbt, und schließlich folgt das Verdichten, üblicherweise einfach mit heißem Wasser oder Dampf. Es gibt auch die Möglichkeit des chemischen Verdichtens, das meist in Kombination mit Dampfverdichtern eingesetzt wird.
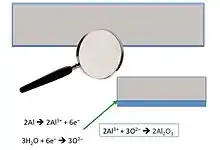
Das Eloxal-Verfahren bedient sich der Elektrolyse. Die Kathode (negative Elektrode) zerlegt das in der Säure enthaltene Oxonium (H3O+) in Wasserstoff und Wasser. Der Wasserstoff wird frei.

An der Anode (positive Elektrode) findet die Oxidation (1) von Aluminium zu Aluminium(III)-Ionen statt und anschließend die Weiterreaktion zu Aluminium(III)-oxid (2). Die Säure wird nur zur Erhöhung der elektrischen Leitfähigkeit verwendet und ist an der Reaktion nicht beteiligt.


Die Gesamtreaktion kann wie folgt beschrieben werden:

Das elektrolytische Verfahren wird üblicherweise mittels Gleichstrom (im Folgenden betrachtet) in Schwefelsäure- oder Oxalsäure-Elektrolyten durchgeführt. Es kann aber auch mit Wechselstrom (z. B. WX-Verfahren) oder mit Hilfe einer Verbindung beider Stromarten durchgeführt werden.
Bei der Gleichstromvariante wird das Aluminium als Anode geschaltet; man nennt daher das Verfahren auch Anodisieren. Die Gegenelektrode besteht meistens aus einem Material, das vom Elektrolyten nicht angegriffen wird. Die Oxidation von Aluminium mit dem Eloxal-Verfahren kann auf drei Arten vorgenommen werden:
- Eintauchverfahren in ruhenden Bädern: die Werkstücke werden ganz oder teilweise in das Oxidationsbad eingetaucht; die Stromquelle ist am Werkstück und an der im Bad tauchenden Gegenelektrode befestigt.
- Spritzverfahren: das Werkstück und eine bewegliche Düse, aus der der Elektrolyt austritt, werden an die Stromquelle angeschlossen.
- Durchlaufverfahren in ruhenden Bädern: Drähte, Bänder u. ä. werden durch das Oxidationsbad gezogen; die Stromquelle ist wie bei 1. angeschlossen.
Eloxiertes und anschließend gefärbtes Aluminium sollte möglichst im zweistufigen Versiegelungsverfahren behandelt werden, um ein Ausbluten der Farbstoffe zu vermeiden. Stufe 1 im Nickelacetatbad 15 Min. bei 60 °C. Stufe 2 im Heißwasserbad 3 Min./µm Schichtdicke.
Die erzeugten Schichten können hart, mittelhart und weich sein. Dies hängt von den Oxidationsbedingungen ab. Die Oxidationsbedingungen, die Wahl des Elektrolyten und dessen Zusätze haben auf die Güte und Art der Schicht Einfluss. Somit ist man in der Lage, die Schicht dem jeweiligen technischen Verwendungszweck anzupassen.
Arbeitsschutz
Beim Eloxieren können die Beschäftigten gegenüber Gefahrstoffen exponiert sein. Im Rahmen der Gefährdungsbeurteilung müssen die am Arbeitsplatz auftretenden Gefahrstoffe ermittelt und entsprechende Schutzmaßnahmen festgelegt werden. Die DGUV-Information 213-716 der Deutschen Gesetzlichen Unfallversicherung gibt Verfahrensweise und Schutzmaßnahmen beim Eloxieren an, sodass für Stoffe mit Arbeitsplatzgrenzwert (AGW) dessen Einhaltung sichergestellt ist. Für Stoffe ohne AGW ist der Stand der Technik dokumentiert.[7]
Die Schicht
Voraussetzungen zur Erzielung technisch einwandfreier Schichten:
- Möglichst homogenes Gefüge des Metalls (Ungleichmäßigkeiten übertragen sich auf die Oxidschicht)
- Keine Verwendung ungeeigneter metallischer Legierungselemente oder Verunreinigungen, da deren Primär- und Sekundärphasen einen regulären Aufbau der Eloxalschicht stören können.
- Vermeidung nichtmetallischer Einschlüsse, wie z. B. Feuerfestmaterialien oder diverse Oxide, da diese einen regulären Schichtaufbau stören können.
Für die Erzielung dekorativ einwandfreier Schichten sind anspruchsvollere Voraussetzungen bezüglich der Legierungszusammensetzung und der Gefügeausbildung zu erfüllen.[8][9]
Schichtbildungsvorgänge
Die Schichtbildungsvorgänge werden beeinflusst durch die:
- Wahl des Elektrolyten, seine Konzentration und Temperatur
- Stromart (Gleichstrom, Wechselstrom)
- elektrische Stromdichte
- Spannung und Dauer der Behandlung
Starken Einfluss üben auch Temperaturveränderungen aus. Die Dauer der Behandlung hängt direkt mit der Schichtdicke zusammen. In den Elektrolyten werden manchmal Zusätze gemischt, welche auf die Zusammensetzung der Oxidschichten einwirken. Der Grundstoff der Schicht bleibt jedoch immer Aluminiumoxid. Durch Zusätze zum Elektrolyt können die Eigenschaften der Schicht verändert werden (Verbesserung der Beständigkeit, des Aussehens und so weiter). Da die Schicht aus Aluminiumoxid besteht, leitet sie im Gegensatz zu Aluminium den elektrischen Strom nicht.
Härte
Durch das Eloxieren lassen sich Härten zwischen 200 und 350 HV erreichen. Durch Harteloxalverfahren können dickere Schichten mit höherer Sprödigkeit erzeugt werden, die Härten bis zu 600 HV erreichen.[10][11]
Schichtwachstum in die Tiefe
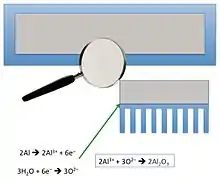
Die Schicht ist feinkristallin, weist jedoch unzählige Poren auf. Deshalb ist die Schicht in der Lage, Flüssigkeiten „aufzusaugen“, was für das Wachstum der Oxidschicht notwendig ist, denn für das weitere Wachstum der Schicht muss der Elektrolyt an die innere Grenzfläche zwischen Aluminiumoxid und Aluminium vordringen, wo die Oxidation des Aluminiums stattfindet. Auf diese Weise ist die Schicht sehr gut mit dem Aluminium über chemische Bindungen „vernetzt“, was sich unter anderem in einer hohen Haftfestigkeit der Schicht zeigt. Die Oxidschicht wächst daher von der Oberfläche aus in das Metall hinein, das heißt, die Grenzfläche von Aluminiumoxid und Aluminium liegt somit innerhalb des ursprünglichen Metalls.
Der Grund für die porige Oberfläche
Die anfänglich gebildete Sperrschicht isoliert. Dies hat zur Folge, dass der Widerstand der Anode steigt. Damit steigt die für die Reaktion benötigte Spannung. Das führt dazu, dass die vom Elektrolyt angegriffenen Stellen der Oxidschicht durchschlagen werden. Aufgrund der fehlenden oder nur dünnen Oxidschicht steigt die Stromdichte stellenweise an, was zu einer lokalen Erwärmung führt. An den wärmeren Stellen wird die Oxidschicht verstärkt aufgelöst, es bilden sich Vertiefungen. Die Kanäle ermöglichen einen Ladungsaustausch mit dem Elektrolyten und werden deshalb durch ihn offen gehalten. Die umliegende Oxidschicht wächst weiter, die Kanäle bleiben, und es bildet sich eine poröse Struktur aus.
Elektrische Leitfähigkeit
Eloxalschichten sind elektrische Nichtleiter. Das leitende Aluminium wird durch das Eloxieren zum Nichtleiter. Die Isolationsfähigkeit ist stark abhängig von der Legierung, der Schichtdicke und den Beschichtungsparametern. In den günstigsten Fällen sind Isolationswerte bis zu knapp 1000 Volt erreichbar, wobei der Wert vom angewandten Messverfahren abhängig ist. Messverfahren können mit der Berücksichtigung der Norm ISO 2376 durchgeführt werden. Allfällige Kratzer und Abnutzung an der Oberfläche können den Isolationswert hemmen oder ganz zunichtemachen.
Anwendung des Adsorptionsvermögens
Unbehandelte Eloxal-Schichten sind also saugfähig, was zur Folge hat, dass sich der Korrosionswiderstand gegenüber flüssigen Mitteln verkleinert. Die Schichten können jedoch verschlossen werden, indem sie mit vor Korrosion schützenden Stoffen oder mit Isolierstoffen behandelt werden (Wachs, Emaillierlack, Isolierlack und so weiter). Die häufigste technische Anwendung des Adsorptionsvermögens ist das Färben der Eloxal-Schichten. Diese sind imstande, große Mengen von Farbstoffen aus Lösungen aufzunehmen.
Adsorptives Färben
Sandalor-Verfahren zweistufig oder kombiniert mit dem elektrolytischen Einfärben dreistufig.
- Mit organischen Farbstoffen
- Nach dem Eloxieren wird das Aluminium in heiße Farbstofflösung getaucht und anschließend gespült. Beim Färben mit diesem Verfahren lagern sich die Farbstoffmoleküle vorwiegend in den oberen Bereichen der Poren der Eloxal-Schicht an und gehen Bindungen mit der Oxidschicht ein. Je höher die Farbstoffkonzentration in der Lösung, desto ausgeprägter die Farbstoffeinlagerung in die Poren der Oxidschicht.
- Mit anorganischen Farbstoffen
- Das Aluminium wird nach dem Eloxieren neutralisiert, gespült und in Farbbädern mit Metallsalzlösungen eingefärbt. Die Ionen der Lösung sammeln sich in den Poren der Eloxal-Schicht an und werden zu einem Feststoff. Die genauen Vorgänge sind jedoch noch nicht ausreichend geklärt.
Elektrolytisches Färben
Das elektrolytische Färben (Colinalverfahren) wird mit Wechselspannung durchgeführt. Der Elektrolyt enthält ein färbendes Metallsalz (Zinn(II)-sulfat). Die Dauer der Elektrolyse hängt von der erwünschten Farbtiefe ab. Die Metallionen dringen tief in die Poren der Schicht ein. Die so zum Teil mit Metall gefüllten Poren verursachen nun durch Aufnahme- und Streueffekte eine lichtechte Färbung. Viele unterschiedliche Farbtöne sind erzielbar. Der Standard-Farbfächer der Europäischen Vereinigung der Anodiseure (EURAS) für die elektrolytische Färbung und die Farbanodisation beinhaltet folgende Farbtöne: C-0 Farblos, C-32 Hellbronze, C-34 Dunkelbronze, C-31 Leichtbronze, C-33 Mittelbronze, C-35 Schwarz. Hinzu kommen für die Farbanodisation die Farbbezeichnungen C-36 Hellgrau, C-37 Mittelgrau, C-38 Dunkelgrau.
Der ehemalige Farbfächer für die Tauchfärbung wird vom Eloxal-Verband e. V. (heute: VOA – Verband für die Oberflächenveredelung von Aluminium e. V.) mangels Nachfrage nicht mehr herausgegeben. Der Fächer hatte die Kurzbezeichnungen EV1 bis EV6 mit folgenden Bedeutungen: EV1 Naturton, EV3 Gold, EV5 Bronze dunkel, EV2 Neusilber hell, EV4 Bronze mittel, EV6 Schwarz.
Gefärbte Eloxal-Überzüge sind sehr verbreitet, und die verschiedensten Anwendungsmöglichkeiten stehen offen, zum Beispiel Gehäuse, Zifferblätter, Erkennungsringe für Vögel, Schmuck oder verschiedene Gewehrteile.
Interferenzfärben
Im Gegensatz zu den oben genannten Färbeverfahren wird die Farbe des Aluminiums beim Interferenzfärbeverfahren nicht durch eingelagerte Fremdionen, sondern durch eine Interferenz innerhalb der Aluminiumoxidschicht erzeugt. Je nach Schichtdicke der Oxidschicht und der damit verbundenen Lichtauslöschung können unterschiedliche Farben (z. B. Blau, Grün, Grau oder Rot) reproduzierbar dargestellt werden.
Verdichten
Um die Einlagerung von korrosionsfördernden Stoffen zu verhindern, müssen die Poren verdichtet werden. Das eloxierte und eventuell gefärbte Aluminium wird in demineralisiertem Wasser durch einfaches Kochen verdichtet. Dabei kommt es zu einer Reaktion zwischen dem Aluminiumoxid und Wasser, es bildet sich Aluminium-Oxid-Hydroxid (Böhmit). Des Weiteren kommt es durch die Wasseraufnahme zu einer Volumenzunahme, so dass die Poren (genauer der Porenhals) verengt und dann geschlossen werden.
Anwendung
Relativ dicke Eloxal-Schichten (20–25 µm) werden vor allem als Korrosionsschutz in der Bauindustrie, aber auch für Automobilteile, Flugzeugteile und Haushaltsgegenstände eingesetzt. Ungefärbte und gefärbte dünnere Schichten (8–20 µm) dienen vorwiegend dekorativen Zwecken (beispielsweise für die Oberflächen von MP3-Playern oder für Türbeschläge) als auch zur besseren Wärmeabstrahlung bei Kühlkörpern.
Ein Spezialfall sind Harteloxal-Schichten, die wesentlich dicker und härter sind und sich nicht beliebig färben lassen. Diese werden in gekühlten (1–5 °C) Säurebädern und höheren Spannungen (bis 120 V) erzeugt und finden sich vor allem in industriellen Anwendungen, wo höchste Abriebfestigkeit und Beständigkeit (wie beispielsweise im Salzwasserbereich) gewünscht werden.
Bei beiden Verfahren ist zu beachten, dass sich nicht alle Aluminiumlegierungen zum Eloxieren eignen; gut eloxierbar sind beispielsweise die Werkstoffe AlMg3 und AlMg5, im Gegensatz zum schlecht eloxierbaren AlMg4,5Mn.
Wird die Oberfläche im sogenannten Plasmakeramik-Verfahren (PEO-Technologie) aufgebracht, erreichen die so bearbeiteten Aluminium-, Magnesium- oder Titan-Teile weitere Eigenschaften, die von extrem hart und abriebfest über extreme Wärmebeständigkeit hin zur Imprägnierbarkeit reichen. Die umweltfreundliche Plasmakeramik entsteht im Elektrolyt, wobei die Metalloberfläche in einer Plasmaentladung zu einer dichten, atomar haftenden Keramikschicht umgewandelt wird.
Im Bereich der Nanotechnologie werden Schichten von anodisiertem Aluminium aufgrund der gleichmäßigen Poren und deren abstimmbarem Durchmesser als Schablone zur Herstellung von Nanodrähten und Kohlenstoffnanoröhren genutzt.[12]
Partielles Eloxieren

Sollen Bauteile für Anwendungen im elektrotechnischen Bereich zur Erdung oder als EMV-Schutz (Elektromagnetische Verträglichkeit) in einen Potentialausgleich einbezogen werden, so müssen die zur elektrischen Kontaktierung vorgesehenen Stellen entweder bei der Eloxierung ausgespart bleiben oder anschließend wieder von der Eloxalschicht befreit werden, denn die Aluminiumoxidschicht ist ein schlechter Leiter und lässt sich wegen schlechter Benetzbarkeit auch nicht löten.
Typische Anwendungsfälle sind Gehäuse von elektrischen Baugruppen, Kameragehäuse, medizintechnische Geräte oder Outdoorequipment, das mit Strom arbeitet (Taschenlampen).[13][14]
Nachträgliches Entfernen der Eloxalschicht
Häufig wird die 5 µm bis 25 µm dicke Eloxalschicht durch spanende Verfahren wie Drehen oder Fräsen oder durch thermische Bearbeitung mittels Laser entfernt. Diese Nachbearbeitung erfordert einen Zusatzaufwand in Bezug auf Maschinen, Logistik und Arbeitsplanung. Die Teile müssen fixiert werden und es ist eine relativ präzise Bearbeitung nötig, wenn zusätzlich zur Eloxalschicht nicht auch ein Teil des Grundmaterials entfernt werden soll. Vor allem dünnwandige oder komplex geformte Teile können problematisch sein und zu einem Anstieg der Fehlerquote führen. Bei der spanenden Bearbeitung können Grate auftreten, die eine Nachbearbeitung erforderlich machen.
Herstellung eines Kontaktpunktes ohne Eloxalschicht

Abdeckverfahren mit Abdeckharz
Abdeckverfahren werden in der Beschichtungstechnik häufig angewandt.[15] Dafür stehen verschiedene meist hochviskose Spezialharze zur Verfügung, welche beständig gegen stark saure und stark alkalische Lösungen und Temperaturbelastungen bis zu 100 °C beim Beizen des Materials sein müssen.
Die Entfernung des Abdeckharzes erfordert weitere Arbeitsgänge sowie ein geeignetes Lösemedium, welches die Oxidschicht der restlichen Oberfläche nicht angreift. Anschließend ist eine Reinigung mit Trocknung erforderlich.
Partielles Eloxieren bzw. selektive Anodisierung
An Stelle des dafür üblicherweise eingesetzten anhaftenden Abdeckharzes oder -lacks wurde im Rahmen eines Förderprojekts[16] eine flexible Abdeckung entwickelt, die ein partielles (selektives) Eloxieren ermöglicht, bei dem gezielt Stellen eloxalfrei belassen werden. Zur flexible Abdeckung der Oberfläche wurde ein modifizierter Kunststoff entwickelt, der eine hohe Formtreue, Elastizität und Festigkeit aufweist. Mithilfe einer speziellen Gestelltechnik werden die Kunststoffabdeckungen präzise auf einem Beschichtungsgestell angebracht,[15] so dass sie formschlüssig auf dem zu bearbeitenden Teil aufliegen und der vorgesehene Kontaktpunkt sicher vor dem Zutritt des Anodisierelektrolyten und allen weiteren chemischen Prozessstoffen geschützt ist.[16][13][14] Die Technik kann zur Steigerung der Energie- und Materialeffizienz sowie zur Reduzierung des logistischen Aufwands und der Umlaufbestände beitragen.
Literatur
- Aluminium-Zentrale e. V. (Hrsg.): Aluminium-Merkblatt O4; Anodisch oxidiertes Aluminium für dekorative Zwecke. 14. Auflage. Düsseldorf, 1987-06 (zurückgezogen 1991-08).
- TAG (Technologische Arbeitsgemeinschaft): Technisch-wissenschaftliche Grundlagen des Goldschmiedens. Teil 2: Werkstoffkunde der Edelmetallverarbeitung. Bielefelder Verlagsanstalt, 1999, ISBN 3-87073-270-9.
- T. W. Jelinek: Oberflächenbehandlung von Aluminium. E. G. Leuze Verlag, Saulgau 1997, ISBN 3-87480-115-2.
- Hans Joliet (Hrsg.): Aluminium : die ersten 100 Jahre. VDI-Verlag, Düsseldorf 1988, ISBN 3-18-400802-9.
- Hans Rudolf Christen: Grundlagen der allgemeinen und anorganischen Chemie. 9. Auflage. Salle, Frankfurt am Main 1988, ISBN 3-7935-5394-9.
- Peter Haupt, Monika Kampling: Farbig eloxieren. In: MNU. 52, Nr. 6, 1999, S. 357–363.
- Catrin Kammer: Aluminium-Taschenbuch. Bd. 1: Grundlagen und Werkstoffe. 15. Auflage. Aluminium-Verlag, Düsseldorf 1995, ISBN 3-87017-241-X.
- Dieter Altenpohl: Aluminium von innen – Das Profil eines modernen Metalls. 5. Auflage. Aluminium-Verlag, Düsseldorf 1994, ISBN 3-87017-235-5.
Weblinks
- Eloxal Eloxieren Anodisation. In: alutecta.de – Aluminium in Form, Farbe + Funktion. Alutecta GmbH&Co.KG, abgerufen am 29. April 2018 (Technisch ausführliche Beschreibung des Eloxal-Verfahrens eines Herstellers).
- Hartanodisation vs Plasmakeramik – Plasmakeramik Video. Eloxalwerk Ludwigsburg ELB.BIZ, abgerufen am 25. Januar 2010 (Plasmakeramik – Video – Unterschied Plasmakeramik zu (Hart)anodisation).
- Robert S. Alwitt: Anodizing. In: Electrochemistry Encyclopedia. 2002, abgerufen am 25. Januar 2010 (englisch, Recht ausführlicher Artikel).
- Partielles Eloxieren – Whitepaper – Holzapfel Group; Whitepaper mit technisch ausführlicher Beschreibung des Eloxal-Verfahrens eines Herstellers, abgerufen am 25. Mai 2016
Einzelnachweise
- Robert S. Alwitt: Anodizing. In: Electrochemistry Encyclopedia. 2002, abgerufen am 25. Januar 2010.
- Catrin Kammer: Aluminium-Taschenbuch. Bd. 1: Grundlagen und Werkstoffe. 15. Auflage. Aluminium-Verlag, Düsseldorf 1995, S. 356ff.
- Dieter Altenpohl: Aluminium von innen – Das Profil eines modernen Metalls. 5. Auflage. Aluminium-Verlag, Düsseldorf 1994, S. 260ff.
- T. W. Jelinek: Oberflächenbehandlung von Aluminium; E. G. Leuze Verlag, Saulgau, 1997, S. 31.
- Materialempfehlungen für Eloxal – FOT Eloxal, Aluminiumveredelung. Abgerufen am 15. Dezember 2020.
- Friedrich Ostermann: Anwendungstechnologie Aluminium. 2. Auflage. Springer, Berlin / New York 2007, ISBN 978-3-540-71196-4, S. 581 (eingeschränkte Vorschau in der Google-Buchsuche).
- Deutsche Gesetzliche Unfallversicherung e. V. (DGUV): Galvanotechnik und Eloxieren – Empfehlungen Gefährdungsermittlung der Unfallversicherungsträger (EGU) nach der Gefahrstoffverordnung. Abgerufen am 15. Oktober 2019.
- EUROPEAN ALUMINIUM CONGRESS 2009, Norbert William Sucke, Dr. Lothar Löchte, „ALMINOX – The next generation of highly decorative ALUMINIUM“.
- Jude Mary Runge: Base Metal Microsctructure for Anodizing Wrought Aluminium Alloys. In: Aluminium Extrusion and Finishing. Nr. 4, 2014 (online).
- Modellbau.Org, Eloxieren Grundlagen.
- Eloxal München, Materialauswahl.
- G. E. J. Poinern, N. Ali, D. Fawcett: Progress in Nano-Engineered Anodic Aluminum Oxide Membrane Development. In: Journal of Materials Science. 2011, abgerufen am 13. November 2020 (englisch).
- Aluminium Praxis. 10/2015, S. 12–13. (Giesel Verlag, Hannover)
- Aluminium Kurier. 10/2015, S. 8–9. (PSE Redaktionsservice, Geretsried)
- Michael Kolb: Partielles Eloxieren – Verfahrenstechnische Neuerung zur Steigerung der Qualität und Wirtschaftlichkeit. In: WOMag. 6/2015, S. 27–29. (WOTech Technical Media, Waldshut, wotech-technical-media.de)
- Eloxal partiell plus als Verfahren zum partiellen Eloxieren wurde von der Holzapfel Group im Rahmen eines ZIM-Entwicklungsprojekts (ZIM = Zentrales Innovationsprogramm Mittelstand), gefördert durch das Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages, entwickelt und umgesetzt.