Austenit (Gefügebestandteil)
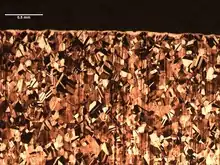
Der Gefügebestandteil Austenit ist der Hauptgefügebestandteil vieler nichtrostender Stähle und der wichtigste Gefügebestandteil der austenitischen Legierungen und Stähle. Austenit besteht hauptsächlich aus der kubisch-flächenzentrierten austenitischen Phase. In der Regel liegt er im metastabilem Zustand vor. Im Auflichtmikroskop ist er wegen der geringen Stapelfehlerenergie an seinen charakteristischen Zwillingsgrenzen erkennbar. Sofern die Legierungszusammensetzung die Bildung von nichtmetallischen Einschlüssen (Carbide, Nitride usw.) begünstigt, können diese eingebettet in die austenitische Matrix vorliegen.

Eigenschaften
Dem austenitischen Gefügebestandteil in Stahl werden folgende Eigenschaften zugeschrieben:
- niedrigere Festigkeitswerte (bei Raumtemperatur liegen die Werte der Streckgrenze von austenitischen Standardstählen bei rund 200–205 N/mm² und die Zugfestigkeit bei rund 600 N/mm²)[1]
- hohe Zähigkeitswerte (typische Bruchdehnungswerte (A5) liegen bei rund 40–50 % und damit doppelt so hoch wie bei ferritischen Stählen)[1]
- geringe Wärmeleitfähigkeit[2]
- relativ hoher Wärmeausdehnungskoeffizient[2]
- Ein Einfluss des Austenitgehaltes auf den spezifischen elektrischen Widerstand wurde nicht beobachtet.[2]
- Die Festigkeit kann durch Kaltverformung enorm gesteigert werden; daher sind austenitische Stähle im Allgemeinen schlecht zerspanbar.
- hochwarmfest aufgrund der niedrigen Stapelfehlerenergie[3]
Zerspanbarkeit
Die Zerspanbarkeit von Austenit, also seine Bearbeitbarkeit durch Fräsen, Bohren, Drehen etc., gilt als mittelmäßig bis schlecht. Austenitischer Stahl bereitet größere Probleme bei der Bearbeitung. Austenit zeichnet sich gegenüber anderen Gefügebestandteilen von Stahl durch eine hohe Verformbarkeit (Bruchdehnung 50 %) und mittlere Zugfestigkeit und Härte (180 HV, 530–750 N/mm²) aus.
Austenit neigt zur Bildung von Aufbauschneiden und zum Verkleben mit der Schneide. Die Adhäsionsneigung ist bei Austenit besonders stark ausgeprägt. Außerdem werden lange Band- oder Wirrspäne gebildet. Wegen der hohen plastischen Verformung während der Bearbeitung tritt eine Kaltverfestigung der neu erzeugten Oberfläche bei der Bearbeitung auf. Dies führt zu erhöhten Schnittkräften bei der Weiterbearbeitung. Des Weiteren ist die Wärmeleitfähigkeit von Austenit um ein Drittel geringer, was die Abfuhr der entstehenden Wärme in den Span behindert. Die Schneide unterliegt somit einer höheren thermischen Belastung. (Siehe Energieumwandlung und Wärme beim Spanen)[4]
Verarbeitung in der Schweißtechnik
Die austenitischen nichtrostenden Stähle haben eine sehr gute Schweißeignung. Es tritt weder die Gefahr der Grobkornbildung noch der Kaltrissneigung auf. Durch die Einwirkung der Schweißwärme kann es jedoch zu Karbidausscheidungen kommen, die als Chromkarbide vorliegen. Bei nichtstabilisierten Stählen mit einem C-Gehalt von über 0,07 % können diese Karbide zu interkristalliner Korrosion führen. Abhilfe schaffen Schweißzusätze mit geringen Kohlenstoffgehalten oder Nb-stabilisierte Typen.[5]
Einzelnachweise
- Edelstahl-Vereinigung e. V. mit Verein Deutscher Eisenhüttenleute (VDEh) (Hrsg.): Nichtrostende Stähle. 2., neubearbeitete Auflage, Verlag Stahleisen mbH, Düsseldorf 1989, ISBN 3-514-00333-5, S. 29.
- Edelstahl-Vereinigung e. V. mit Verein Deutscher Eisenhüttenleute (VDEh) (Hrsg.): Nichtrostende Stähle. 2., neubearbeitete Auflage, Verlag Stahleisen mbH, Düsseldorf 1989, ISBN 3-514-00333-5, S. 39.
- Wolfgang Bergmann: Werkstofftechnik 1. 7., neubearbeitete Auflage, Carl Hanser Verlag, München 2013, ISBN 978-3-446-43581-0, S. 111.
- Fritz Klocke, Wilfried König: Fertigungsverfahren Band 1: Drehen, Fräsen, Bohren, Springer, 8. Auflage, 2008, S. 274 f.
- ESAB OK HandbuchSchweißen nichtrostender Stähle, ESAB Onlinehandbuch, 2020, http://www.esab-okhandbuch.de/index