Hydrodesulfurierung
Hydrodesulfurierung, kurz HDS, auch Hydrofinishing, Hydrofining, Hydrotreating, ist die Entschwefelung von Mineralölprodukten durch Hydrierung (Reaktion der Schwefelverbindungen mit Wasserstoff). Das Verfahren hat erhebliche Bedeutung in der Mineralölindustrie. Es werden Komponenten für die Herstellung von Gasölen (Dieselkraftstoff, Heizöl EL) hydriert, es werden aber auch Zwischenprodukte (Naphtha) für die Weiterverarbeitung (Katalytisches Reforming, Isomerisierung) behandelt, um empfindliche Katalysatoren vor Schwefelkontamination zu schützen, zum Beispiel die Edelmetallkatalysatoren Platin oder Rhenium, welche bereits durch sehr geringe Schwefelkonzentrationen vergiftet werden. Während dieses Prozesses werden neben Schwefelverbindungen auch Olefine, Stickstoff- und Sauerstoffverbindungen hydriert.
Geschichte
Obwohl manche Reaktionen bereits bekannt waren, die katalytische Hydrogenierung organischer Substanzen beinhalteten, wurde die Eigenschaft von feinverteiltem Nickel, die Fixierung von Wasserstoff an Kohlenwasserstoff-Doppelbindungen zu katalysieren, erst 1897 vom französischen Chemiker Paul Sabatier entdeckt.[1][2][3] Durch seine Arbeit wurde gezeigt, dass ungesättigte Kohlenwasserstoffe in der Dampfphase mithilfe von Wasserstoff und einem katalytischen Metall in gesättigte umgewandelt werden koennen. Dies war die Grundlage für den modernen katalytischen Hydrierungsprozess.
Bald danach zeigte der deutsche Chemiker Wilhelm Normann, dass katalytische Hydrogenierung für die Hydrierung von ungesättigten Fettsäuren oder Glyceriden in der Flüssigphase verwendet werden konnte. Ihm wurde in 1902[4] in Deutschland und 1903[5] in Britannien ein Patent zugesprochen. Dies war der Beginn einer heute weltweiten Industrie.
Mitte der 1950er Jahre wurde der erste katalytische Edelmetall-Reformierungsprozess kommerzialisiert, der sogenannte Platformer-Prozess. Zur selben Zeit wurde auch die katalytische Hydrodesulfurierung des Naphtha-Feeds für Reformer kommerzialisiert. Heute haben nahezu alle Erdölraffinerien weltweit eine oder mehrere HDS-Einheiten.
Anwendung
Durch die strengen Umweltschutzauflagen bestehen heutzutage fast alle wichtigen mineralischen Brenn- und Kraftstoffe aus hydrierten Komponenten.
Die Motorenbenzinspezifikation von 10 mg/kg Schwefel kann durch Hydrierung sämtlicher Komponenten erzielt werden. Dieser niedrige Wert ist erforderlich, um den schwefelempfindlichen platindotierten Fahrzeugkatalysator zu schützen.
Ein erheblicher Anteil des Kerosins wird hydriert. Dies geschieht jedoch nicht, um den Schwefel zu entfernen (Jet A1 darf einen Schwefelgehalt von 3000 mg/kg aufweisen), sondern, um andere schädliche Verbindungen (Naphthensäuren, gemessen über die sogenannte Total Acid Number=TAN), zu hydrieren.
Die Herstellung von Dieselkraftstoff mit 10 mg/kg Schwefel erfordert eine Hydrierung sämtlicher Komponenten (Kerosin, Gasöle). Im Motor verbrennt der Schwefelanteil zu SO2, bzw. SO3. Feinste SO3-Tröpfchen stellen Kondensationskeime für Kohlenstoffpartikel dar, hohe Schwefelkonzentrationen führen somit zu verstärkter Rußbildung.
Heizöl EL muss einen Schwefelgehalt < 50 mg/kg aufweisen und somit ebenfalls nur noch aus hydrierten Komponenten bestehen.
In einigen Raffinerien mit einer Cat-Cracker-Anlage (FCC) wird das Vakuumgasöl hydriert, um den Schwefelgehalt der FCC-Fertigprodukte zu reduzieren.
Bei der Herstellung medizinischer Weißöle und von Vaseline aus Grundölen der Erdölverarbeitung kommt die Hydrodesulfurierung zur industriellen Anwendung.
Prozess
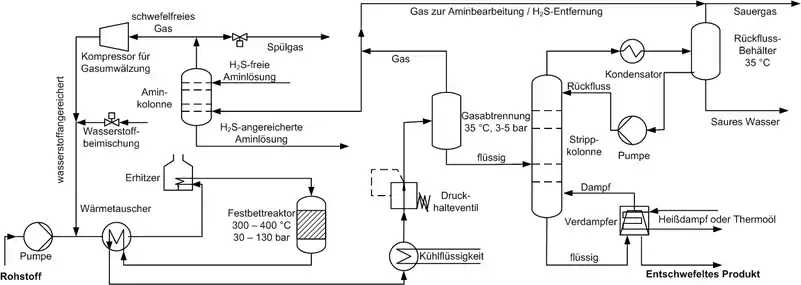
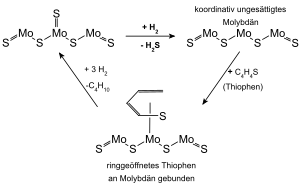
Als Einsatzprodukte können im Verfahren je nach Anforderung wahlweise Naphtha, Kerosin und Gasöle verschiedener Herkunft eingesetzt werden. Als Katalysatoren dienen Nickel-Molybdän oder Kobalt-Molybdän-Katalysatoren. Das flüssige Einsatzprodukt wird (zusammen mit wasserstoffreichem Gas) mittels Wärmetauscher vorgewärmt, in einem Ofen auf die nötige Reaktionstemperatur von ca. 320 bis 360 °C gebracht und anschließend in den Reaktor geführt. Der Feed ist am Reaktoreintritt dann – je nach Bedingungen – gasförmig (Naphtha, Kerosin) oder befindet sich im 2-Phasenzustand (gasförmig/flüssig, z. B. Gasöle). Unter Drücken von 20 bis 80 bar, abhängig von der Auslegung der Anlage und dem spezifischen Einsatzprodukt, reagiert das Gemisch am Katalysator (befindet sich das Feed in einem 2-Phasenzustand, so bezeichnet man das System Katalysator-gasförmige Kohlenwasserstoffe -flüssige Kohlenwasserstoffe als trickle phase System). Die am Katalysator ablaufende Hydrierungsreaktion (siehe Bild) führt letztendlich zu H2S und dem hydrierten Kohlenwasserstoffrest. Im Reaktoraustritt befindet sich das schwefelreduzierte Produkt, unverbrauchter Wasserstoff sowie geringe Mengen durch Cracken entstandene leichte Kohlenwasserstoffe (C1-C4), und Schwefelwasserstoff.
In einer ersten Stufe wird das Gemisch abgekühlt und ein wasserstoffreiches Gas im Kreislauf zurück zum Einsatz geführt (sogenanntes Recyclegas). Manchmal befindet sich im Recycle eine (Hochdruck-)Aminwäsche um das H2S aus dem Recyclestrom zu entfernen (Erhöhung des Wasserstoffpartialdruckes). In einem nächsten Schritt wird das Produktgemisch zur Entfernung des H2S sowie der leichten Bestandteile gestrippt. Das abgestrippte Gas (H2S,C1-C4) wird in einer sogenannten Aminwäsche von H2S befreit und als Raffineriebrenngas benutzt. Das am Amin gebundene H2S wird in einem Regenerator („Strippkolonne“ für Aminlösung) aus der Lösung wieder freigesetzt und zur sogenannten Claus-Anlage gefahren. Dort erfolgt die Umsetzung zu reinem Schwefel. Der Schwefel aus Entschwefelungsanlagen trägt mittlerweile erheblich zur weltweiten Schwefelgewinnung bei. Als Fertigprodukt der HDS-Anlage entsteht schwefelarmes Naphtha, Kerosin, Gasöl oder Vakuumgasöl.
Literatur
- Hydrodesulfurization and Hydrodenitrogenation (Gebundene Ausgabe) von Toshiaki Kabe, Atsushi Ishihara, Weihua Qian, Verlag Wiley-VCH (2000), ISBN 978-3-527-30116-4.
- L. Harwell, S. Thakkar, S. Polcar, R. E. Palmer, P. H. Desai: Study outlines optimum ULSD hydrotreater design. In: Oil & Gas Journal. Band 101, Nr. 29, 28. Juli 2003, S. 50–56 (online).
- Sunggyu Lee (Hrsg.): Encyclopedia of Chemical Processing (Print). Taylor & Francis, New York 2005, ISBN 978-0-8247-5563-8, S. 1289 (eingeschränkte Vorschau in der Google-Buchsuche).
- James G. Speight (Hrsg.): The Desulfurization of Heavy Oils and Residua. 2. Auflage. M. Dekker-Verlag, New York 1999, ISBN 978-0-203-90992-8, S. 226 (eingeschränkte Vorschau in der Google-Buchsuche).
Einzelnachweise
- Paul Sabatier, J.-B. Senderens: Action du nickel sur l'éthylène. Synthèse de l'éthane. In: Comptes rendus hebdomadaires des séances de l’Académie des sciences. Band 124, 1897, S. 1358–1361 (französisch, Digitalisat auf Gallica).
- Paul Sabatier, J.-B. Senderens: Hydrogénations directes réalisées en présence de nickel réduit : préparation de l'hexahydrobenzène. In: Comptes rendus hebdomadaires des séances de l’Académie des sciences. Band 132, 1901, S. 210–212 (französisch, Digitalisat auf Gallica).
- Armand Lattes: De l'hydrogénation catalytique à la théorie chimique de la catalyse : Paul Sabatier, chimiste de génie, apôtre de la décentralisation. In: Comptes rendus de l’Académie des sciences - Series IIC - Chemistry. Band 3, Nr. 9, 2000, S. 705–709, doi:10.1016/S1387-1609(00)01184-1.
- DE Patent DE141029 (Espacenet, record not available)
- Patent GB190301515: Process for Converting Unsaturated Fatty Acids or their Glycerides into Saturated Compounds. Veröffentlicht am 26. November 1903, Erfinder: Wilhelm Normann.