Schweißlichtbogen
Der frei brennende Schweißlichtbogen entsteht durch eine elektrische Gasentladung meistenteils unter Bedingungen normalen Luftdrucks. Physikalisch betrachtet handelt es sich um ein Plasma – ein Teilchengemisch aus Metalldampf der Elektroden, neutralen Gasatomen, Ionen und Elektronen. Die Säule des Lichtbogens hat eine Temperatur zwischen 4.000 und 16.000 Kelvin. Damit eignet sich der Lichtbogen als technisches Werkzeug zur Herstellung von Schweißverbindungen durch eine große Zahl verschiedener Schweißverfahren.[1]
Der Schweißlichtbogen brennt mit Stromstärken von wenigen Ampere bis zu einigen Kiloampere bei einer Spannung von 8 bis 60 Volt zwischen einer negativ gepolten Kathode und einer Anode.
Physikalische Grundlagen
Plasmazustand
Ein Gasgemisch im Plasmazustand befindet sich in einem besonderen (vierten) Aggregatzustand der Materie bei hohen Temperaturen. Mit steigender Temperatur durchläuft jede Materie die drei bekannten Aggregatzustände (fest, flüssig und gasförmig), um bei weiterer Temperaturerhöhung in den leitfähigen Plasmazustand überzugehen. Dabei zerfallen die neutralen Atome in Elektronen und positive Ionen.[2]
Der Schweißlichtbogen als Energiequelle
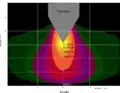 Temperaturfeld eines WIG-Schweißlichtbogens nach Wendelstorf[3]
Temperaturfeld eines WIG-Schweißlichtbogens nach Wendelstorf[3]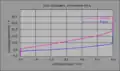
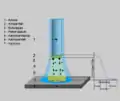 Lichtbogenaufbau und Spannungsabfall über den Lichtbogen (schematisch)
Lichtbogenaufbau und Spannungsabfall über den Lichtbogen (schematisch)
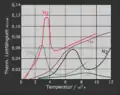 Wärmeleitfähigkeit des Plasmas in unterschiedlichen Gasen nach[6]
Wärmeleitfähigkeit des Plasmas in unterschiedlichen Gasen nach[6]
Durch den Schweißlichtbogen wird elektrische Energie in thermische Energie umgesetzt. Die elektrische Energie ergibt sich aus dem Produkt aus Lichtbogenstrom , Lichtbogenspannung und Schweißzeit , wobei die Lichtbogenspannung sich aus dem Spannungsabfall an der Anode , der Kathode und der Lichtbogensäule zusammensetzt:







- .

Der größte Teil des Energieumsatzes ergibt sich aus den Anoden- und Kathodenfallgebieten. In der Lichtbogensäule wird weniger als 1/3 der gesamten Energie erzeugt.[1] Die Ausdehnung der Kathoden- und Anodenfallgebiete ist gegenüber der Länge der Lichtbogensäule verschwindend gering.
Lichtbogenvorgänge
Damit ein Lichtbogen brennt, müssen Elektronen aus der Kathode durch thermische Emission (bei hoher Kathodentemperatur), Feldemission (bei niedriger Temperatur der Kathode) oder thermische Feldemission als Mischform der Elektronenemission in das Kathodenfallgebiet austreten. Dort werden sie durch das elektrische Feld beschleunigt und verursachen eine thermische Ionisation des zunächst neutralen Gases. Dadurch werden weitere Elektronen freigesetzt, und es entstehen positive Ionen, die in Richtung der Kathode wandern. Die größere Menge an Elektronen verursacht vor und in der Lichtbogensäule durch Stoß weitere Ionisation neutraler Gasatome, die Menge an Elektronen steigt weiter an, ionisierte Gasatome wandern zur Kathode, die Elektronen zur Anode. Gleichzeitig vereinigt sich ein Teil der Ionen mit Elektronen zu neutralen Atomen (Rekombination). Auch im Anodenfallgebiet setzt sich dieser Prozess fort. Da die Elektronen eine sehr viel höhere Beweglichkeit haben als die positiven Ionen, wird der Ladungstransport fast ausschließlich von den Elektronen übernommen. Der durch das Plasma fließende Strom verursacht ein Magnetfeld, das den Lichtbogen einschnürt (Pinch-Effekt), wodurch die Plasmaströmung beschleunigt und die Wärmeeinkopplung in das Werkstück verbessert wird.[2]
Lichtbogenkennlinie
 Messbarer Spannungsabfall beim MIG/MAG-Schweißen
Messbarer Spannungsabfall beim MIG/MAG-Schweißen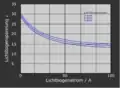
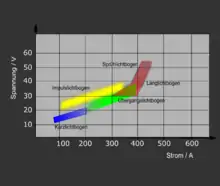
 Lichtbogenkennlinien für das MAG-Schweißen nach dem Modell EN 60974-1 und[8]
Lichtbogenkennlinien für das MAG-Schweißen nach dem Modell EN 60974-1 und[8]
Bei konstanter Lichtbogenlänge ändert sich mit zunehmendem Lichtbogenstrom der Spannungsabfall über dem Lichtbogen. Dieser funktionale Zusammenhang zwischen Spannung und Strom wird Lichtbogenkennlinie (s. auch Strom-Spannungs-Kennlinie) genannt. Die Schweißspannung hängt neben der Lichtbogenlänge und der Zusammensetzung des Plasmas von der Elektrodengeometrie und der Materialzusammensetzung der Elektroden ab.
Nicht abschmelzende Elektrode
Für den Lichtbogen beim WIG-Schweißen in Argon wird folgender funktionaler Zusammenhang von[7] angegeben, der im Bereich höherer Ströme experimentell bestätigt wurde:[9]

mit als Lichtbogenlänge.

Abschmelzende Elektrode
Durch den ständigen Werkstoffübergang ist die Bestimmung einer statischen Lichtbogenkennlinie schwierig, kann aber durch Messungen von Strom und Spannung und gleichzeitigen Zeitlupenaufnahmen vorgenommen werden. Bei der Spannungsmessung im technischen Umfeld (z. B. beim MIG- oder MAG-Schweißen) muss berücksichtigt werden, dass neben dem Spannungsabfall über dem Lichtbogen derjenige über der sogenannten freien Drahtlänge , über dem Kontaktrohr und z. T. über dem Werkstück mitgemessen wird:



- .

Der funktionale Zusammenhang zwischen der Schweißspannung und dem Schweißstrom kann modellhaft für das Schweißen unter CO2 durch folgende Funktion beschrieben werden:
- .[8]

In der Norm EN 60974-1:2012[10] werden für die verschiedenen Lichtbogenschweißverfahren normierte Lichtbogenkennlinien festgelegt, für das Metallschutzgasschweißen mit Konstantspannung folgendes Modell:
- .

(Das Modell dient zur Bestimmung des Arbeitsbereiches einer Stromquelle.)
Lichtbogenarten

Zum Schweißen werden je nach Schweißverfahren und den dabei wirkenden technisch-physikalischen Bedingungen unterschiedliche Lichtbogenarten unterschieden, wobei die Hauptunterscheidung darin besteht, ob die Elektroden abschmelzen oder nicht. Merkmale sind auch die Stromart (Gleich- oder Wechselstrom) oder die Art und Zusammensetzung des Schutzgases, in dem der Lichtbogen brennt.
Abschmelzende Elektroden schmelzen unter der thermischen Wirkung des Lichtbogens ab, wobei der flüssige Elektrodenwerkstoff sich mit dem aufgeschmolzenen Grundwerkstoff verbindet und die Schweißverbindung bildet. Nicht abschmelzende Elektroden dienen nur der Herstellung eines Lichtbogens zur Nutzung als Schweißwärmequelle. Gleichstrombögen brennen mit gleichbleibender Polarität. Bei Wechselstrombögen wird die Polarität der Elektroden mit der Netzfrequenz oder einer anderweitig erzeugten Frequenz laufend geändert.
Zündung des Lichtbogens
Ein Lichtbogen zwischen der nicht abschmelzenden Wolframelektrode und dem Werkstück kann berührungsfrei durch eine Funkenentladung gezündet werden. Die hohe Spannung einer Hochspannungsquelle zwischen den Elektroden erzeugt einen ionisierenden Funkenkanal innerhalb des umgebenden neutralen Gases, durch den sich der Lichtbogen aufbauen kann. Nach dem Aufbau des ionisierten Kanals muss von der Schweißstromquelle die für den Lichtbogen erforderliche Energie mit genügender Geschwindigkeit geliefert werden, um einen Lichtbogen zünden zu können. Das hängt von der Leerlaufspannung der Spannungsquelle und ihrer Stromkreisinduktivität ab. Unter Argon ist für die Zündung eines Lichtbogens bei einem Elektrodenabstand von 1 bis 3 mm eine Spannung von 1,2 bis 3 kV nötig.[1]
Der WIG-Lichtbogen kann auch durch Berührung der Elektroden und damit durch thermische Emission gezündet werden. Das hat jedoch technische Nachteile, wie Beschädigung und Verunreinigung der Wolframelektrode. Eine Variante dieser Zündungsart ist die Lift-Arc-Zündung, bei der die Zündung mit geringem Strom erfolgt, der nach dem Zünden des Lichtbogens auf die erforderliche Stärke erhöht wird.
Brennen des Gleichstromlichtbogens
Der gezündete Lichtbogen brennt im stationären Zustand bei gleichbleibender Lichtbogenlänge und unter gleichen Umgebungsbedingungen mit konstanten Strom-Spannungswerten. Im realen Betrieb kann er jedoch Unregelmäßigkeiten zeigen, die durch plötzliche Verlagerungen der Lichtbogenachse infolge der Wanderung des Kathodenflecks ausgelöst werden. Der Kathodenfleck wandert zu den Bereichen größerer Konzentration von eingelagerten Oxiden (Thorium, Lanthan, Zirkonium, Cer). Diese werden in den Elektrodenwerkstoff aus Wolfram eingesintert, um die Elektronenaustrittsarbeit zu verringern und dadurch eine höhere Elektronenemission und bessere Zündeigenschaften zu ermöglichen. Der Effekt der Wanderung der Kathodenbrennflecke tritt besonders bei hoher Strombelastung auf.[1]
Brennen des Wechselstromlichtbogens
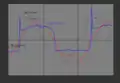 Zeitlicher Verlauf der Leerlaufspannung, Lichtbogenspannung und -strom beim WIG-Wechselstromschweißen nach[1]
Zeitlicher Verlauf der Leerlaufspannung, Lichtbogenspannung und -strom beim WIG-Wechselstromschweißen nach[1]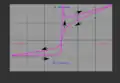 Dynamische Lichtbogenkennlinie beim WIG-Aluminiumschweißen nach[1]
Dynamische Lichtbogenkennlinie beim WIG-Aluminiumschweißen nach[1]
Der WIG-Wechselstromlichtbogen ändert seine Polarität im Wechsel der Polarität der Schweißstromquelle. Er verlischt nach Unterschreiten eines Minimalstroms, wobei der leitende Stromkanal erkaltet und die Ionisation schnell absinkt. Die Zeitkonstante, mit der der Leitwert der Gassäule sinkt, wird thermische Zeitkonstante (τ) genannt. Der Leitwert () der kontinuierlich brennenden Bogensäule ist von der gespeicherten Wärmeenergie () der Lichtbogensäule und der Lichtbogenleistung () abhängig. Im stationären Zustand kompensiert die zugeführte elektrische Leistung () die Wärmeverluste (). Bricht die zugeführte Energie zusammen, klingt der Leitwert mit der thermischen Zeitkonstante τ ab, für die vom Mayr ([12] zitiert in[13]) ein Modell beschrieben wird:




- .

Das Wiederzünden muss innerhalb des durch τ gegebenen Zeitfensters erfolgen. Dafür sind dynamischen Eigenschaften der Schweißstromquelle maßgebend, d. h. von der Fähigkeit, nach dem Nulldurchgang des Stromes in kurzer Zeit eine hohe Energie zu liefern. Die erhitzte Wolframelektrode unterstützt das Wiederzünden durch thermische Elektronenemission, wenn sie als Kathode gepolt ist. Ist die Werkstückseite (z. B. aus Aluminium) als Kathode gepolt, ist die Elektronenemission sehr gering. Das Wiederzünden ist erschwert. Es entsteht eine Spannungsspitze während des Bogenzündens. Die Lichtbogenspannung nach dem Wiederzünden ist höher als bei umgekehrter Polung, da die thermische Emission des Schweißbades geringer ist, was zu einem resultierenden Gleichanteil der Spannung führt. Es entsteht eine unsymmetrische dynamische U-I-Kennlinie.[1]
Der MIG/MAG-Lichtbogen
 Zünden eines Lichtbogens beim MIG/MAG-Schweißen (schematisch)
Zünden eines Lichtbogens beim MIG/MAG-Schweißen (schematisch)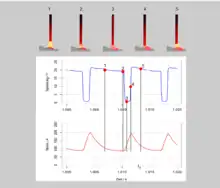 Werkstoffübergang beim Kurzlichtbogen
Werkstoffübergang beim Kurzlichtbogen Lichtbogen und Werkstoffübergang beim Impulslichtbogen
Lichtbogen und Werkstoffübergang beim Impulslichtbogen Lichtbogen und Werkstoffübergang beim Sprühlichtbogen
Lichtbogen und Werkstoffübergang beim Sprühlichtbogen
Der Draht wird je nach Verfahrensvariante und eingestellten Schweißparametern durch den Lichtbogen in unterschiedlicher Weise abgeschmolzen.[14] Mit steigender Schweißstromstärke und -spannung ändern sich die Formen des Werkstoffübergangs beim MIG/MAG-Schweißen. Diese gehen stetig ineinander über, die Grenzen sind unscharf. Mit steigender Lichtbogenspannung nimmt das Tropfenvolumen zu, der Werkstoffübergang wird kurzschlussfrei. Bei zu großer Lichtbogenlänge reißt nach dem Werkstoffübergang der Lichtbogen ab. Mit wachsender Stromstärke nimmt die Zahl der Tropfen zu. Gleichzeitig nimmt ihr Volumen ab.
Zünden des Lichtbogens
Der Lichtbogen zum Schweißen mit abschmelzender Elektrode wird durch kurzzeitige Berührung der Elektrode mit dem Werkstück gezündet. Der relativ hohe Kurzschlussstrom schmilzt und verdampft die Kurzschlussbrücke. Der Metalldampf hat lokal einen hohen Druck und große Dichte, wodurch die thermische Ionisation durch die anliegende Spannung ausgelöst werden kann. Ein Lichtbogen kann durchzünden. Je nach der Größe der Kontaktfläche und Höhe des Kurzschlussstroms kann der Lichtbogen sofort entstehen oder erst nach mehrmaliger Wiederholung des Vorgangs. Hohe Leerlaufspannung, hoher Kurzschlussstrom, schneller Stromanstieg und eine kleine Kontaktfläche begünstigen ein sofortiges Lichtbogenzünden.
Brennen des Kurzlichtbogens
Die Lichtbogenlänge ändert sich zyklisch. Damit sind Arbeitspunktverschiebungen von Schweißstrom und Schweißspannung verbunden. In der Phase der Tropfenablösung wird durch Annäherung des Tropfens an die Schmelze die Lichtbogenbrennspannung kleiner, bis der Tropfen in das Schmelzbad übergeht. Es kommt zum Kurzschluss, der Strom steigt entsprechend der Induktivität des Schweißkreises bis zum maximalen Kurzschlussstrom an. Die Stromanstiegsgeschwindigkeit der Stromquelle bestimmt die Art der Tropfenablösung maßgeblich. Nach dem Wiederzünden des Lichtbogens steigt die Spannung sprunghaft an. Der Schweißstrom fällt erneut und stellt sich entsprechend der Lage des Lichtbogenarbeitspunkts auf der Stromquellenkennlinie ein. Der Verlauf des momentanen Schweißstroms wird wesentlich durch die dynamischen Eigenschaften der Schweißstromquelle bestimmt. In modernen Schweißstromquellen werden diese Eigenschaften durch Steuerung und Regelung gezielt erzeugt. Während des Tropfenkurzschlusses bricht die messbare Spannung nicht vollständig zusammen, da die erhitzte freie Drahtlänge einen deutlichen, sich dynamisch ändernden, Widerstand hat.
Brennen des Impulslichtbogens
Beim Schweißen mit Impulslichtbogen wird einer Grundspannung regelmäßig einer erhöhten Impulsspannung überlagert, wodurch sich mit vorgegebener Frequenz und Impulszeit ein Grundstrom und ein Impulsstrom abwechseln. Während der Grundstromphase brennt der Lichtbogen mit geringer Leistung, der Zusatzwerkstoff wird angeschmolzen, das Schweißbad wird flüssig gehalten. Während der Impulsphase bildet sich ein großer Tropfen, der durch die wachsende magnetische Einschnürung (Pinch-Effekt) abgelöst wird. In Abhängigkeit vom Drahtdurchmesser und Elektrodenwerkstoff müssen die Einstellwerte so gewählt werden, dass sich bei jedem Stromimpuls ein Tropfen ablöst.
Das Impulsschweißen hat sich heute wegen verschiedener Vorteile für das Schweißen dünnerer Bleche weitgehend durchgesetzt. Die Wärmeeinbringung kann reduziert und gesteuert werden, dünne Bleche können mit dickeren Drähten geschweißt werden, die Abschmelzleistung ist höher, Spritzer lassen sich stark reduzieren. Beim Schweißen dünner Bleche ist es besonders wichtig, zur Verringerung des Wärmeverzugs möglichst wenig Wärme in das Bauteil zu bringen. Daher haben verschiedene Hersteller von Schweißstromquellen Verfahren entwickelt, durch besondere Pulsformen und Steuerung der Drahtzufuhr die Schweißleistung bei gleichbleibender Abschmelzleistung zu reduzieren und die Spritzerbildung gering zu halten.
Brennen des Sprühlichtbogens
Der Sprühlichtbogen brennt ständig ohne Kurzschlussunterbrechung. Der Werkstoffübergang von der Drahtelektrode in das Schweißbad ist feintropfig. Es wird relativ viel thermische Energie in das Schweißgut eingebracht, weshalb Wärmeeinflusszone und somit auch der Werkstückverzug größer sind als beim Kurzlichtbogen. Diese Art des Lichtbogens wird zum Schweißen dickerer Bleche angewendet.
Zusammenwirken zwischen Spannungsquelle und Lichtbogen
 Arbeitspunkt beim Kurzlichtbogenschweißen als Schnittpunkt von Lichtbogenkennlinie und statischer U-I-Kennlinie der Spannungsquelle
Arbeitspunkt beim Kurzlichtbogenschweißen als Schnittpunkt von Lichtbogenkennlinie und statischer U-I-Kennlinie der Spannungsquelle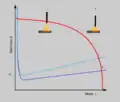 Arbeitspunkte beim WIG-Schweißen mit einer "fallenden" U-I-Kennline der Spannungsquelle
Arbeitspunkte beim WIG-Schweißen mit einer "fallenden" U-I-Kennline der Spannungsquelle Schema der Inneren Regelung beim Schutzgasschweißen
Schema der Inneren Regelung beim Schutzgasschweißen
Um einen Lichtbogen zu erzeugen, bedarf es einer Spannungsquelle (technisch: Schweißstromquelle) geeigneter Leistung und U-I-Kennlinie. Je nach der Lichtbogen- und Spannungsquellenkennlinie stellt sich ein Strom-Spannungs-Arbeitspunkt ein.
Nicht abschmelzende Elektrode
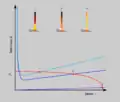
Beim Schweißen mit nicht abschmelzenden Elektroden (WIG-Schweißen) will man den Schweißstrom möglichst konstant halten, auch bei Längenänderungen des Lichtbogens durch Abstandsänderungen der Elektrodenspitze oder durch magnetische Beeinflussung. Das wird durch sogenannte "fallende" U-I-Kennlinien der Spannungsquelle erreicht.
Abschmelzende Elektrode (MIG/MAG-Schweißen)
Beim Schweißen mit abschmelzender Elektrode ändert der Arbeitspunkt ständig seine Lage. Ursache dafür sind Längenänderung des Lichtbogens und Kurzschluss während des Tropfenübergangs in das Schweißbad beim Kurzlichtbogen oder die systematisch erzeugten Stromänderung beim Impulsschweißen. Auch die Auslenkung des Bogens durch Magnetfelder, Bewegung der Lichtbogenansatzpunkte auf der Anode und Kathode führen zu Arbeitspunktverschiebungen.[1] Damit der Schweißprozess dennoch aufrechterhalten bleibt, muss sich im zeitlichen Mittel ein Gleichgewicht zwischen der Menge des abgeschmolzenen Drahtes und der Drahtfördergeschwindigkeit einstellen. Die dynamische Arbeitspunktverschiebung darf die kontinuierliche Nahtausbildung nicht behindern. Nach jeder Störung des Lichtbogens muss sich der Gleichgewichtszustand wieder einstellen, dann spricht man von einem stabilen Lichtbogen.
Beim Metallschutzgasschweißen werden Stromquellen mit annähernd konstanter Spannung über größere Strombereiche eingesetzt. Dadurch kann sich der Prozess durch „innere Regelung“ selbst stabilisieren. Ist die Abschmelzgeschwindigkeit geringer als die Fördergeschwindigkeit des Drahtvorschubs, nähert sich das Drahtende der Schmelzbadoberfläche, der Lichtbogen wird kürzer, und die Stromstärke steigt. Die Abschmelzgeschwindigkeit wächst dadurch und übersteigt die Fördergeschwindigkeit. Der Lichtbogen wird länger, und die Stromstärke sinkt erneut. Dieser Vorgang regelt die Lichtbogenlänge und stellt das Gleichgewicht zwischen Abschmelzen und Drahtvorschubgeschwindigkeit sicher. Der beschriebene Effekt führt dazu, dass die Schweißstromstärke über die Wahl der Drahtvorschubgeschwindigkeit eingestellt wird.
Für das Schweißen mit dickeren Drähten (> 2,5 bis 3 mm) wie beim UP-Schweißen werden Stromquellen mit fallender U-I-Kennlinie benutzt, da die „innere“ Regelung für die Stabilisierung des Lichtbogens nicht schnell genug ist. Hierbei wird die Drahtvorschubgeschwindigkeit über eine „äußere“ Regelung verändert, um das Abschmelzgleichgewicht sicherzustellen. Eine höhere Lichtbogenspannung bewirkt eine höhere Drehzahl des Vorschubmotors, dadurch wird bei langem Lichtbogen mehr Draht nachgeschoben, und zwar so lange, bis die gewünschte Lichtbogenlänge wieder erreicht ist.
Auch beim Lichtbogenhandschweißen werden Spannungsquellen mit fallender U-I-kennline eingesetzt, um annähernde Stromkonstanz zu gewährleisten.
Dynamisches Lichtbogenverhalten
 Dynamische Kennlinien eines Kurzlichtbogens
Dynamische Kennlinien eines Kurzlichtbogens Dynamische Kennlinien eines Impulslichtbogens
Dynamische Kennlinien eines Impulslichtbogens
Die dynamischen Eigenschaften und Steuerung der jeweiligen Stromquelle und die Brennbedingungen des Lichtbogens lassen sich in dynamischen Lichtbogenkennlinien ablesen. Beim Schweißen mit dem Kurzlichtbogen (Werkstoffübergang unter Kurzschlussbildung) wechseln sich Kurzschlussphasen mit Brennphasen ab. Die Lichtbogenlänge ändert sich zyklisch. Damit sind Arbeitspunktverschiebungen von Schweißstrom und Schweißspannung verbunden. In der Phase der Tropfenablösung sinkt die Lichtbogenbrennspannung, bis der Tropfen einen Kurzschluss bildet und der Strom bis zum maximalen Kurzschlussstrom ansteigt. Die Kurzschlussbrücke reißt mit der Ablösung des Metalltropfens. Mit dem Aufreißen der Brücke zwischen Elektrode und Werkstück steigt die Spannung sehr schnell an, da zum Zünden des Lichtbogens ein erhöhter Spannungsbedarf besteht. Der einsetzende Abfall des Stromes ist wegen der Induktivitäten im Schweißstromkreis sehr langsam. Das Wiederzünden findet bei relativ hoher elektrischer Leistung statt. Ein Teil der flüssigen Brücke kann explosionsartig verdampfen, und es kommt zu Spritzern, wenn die Stromanstiegsgeschwindigkeit nicht durch genügende Drosselwirkung im Stromkreis reduziert wurde. Ist allerdings die Stromanstiegsgeschwindigkeit zu gering, kann die Tropfenablösung behindert und der Prozess instabil werden.
Beim Schweißen mit Impulslichtbogen wird einer Grundspannung regelmäßig eine erhöhte Impulsspannung überlagert. Grundstrom und Impulsstrom wechseln sich stetig ab.
Je geringer die Streuung der dynamischen Kennlinien ist, desto stabiler ist der Lichtbogenprozess.
Äußere Einflüsse auf den Lichtbogen
Die Spannung der Lichtbogensäule hängt von der Zusammensetzung des Plasmas und der Temperaturverteilung ab, ebenso von der Verteilung der Strömung in der Säule.[15] Die Gaseigenschaften (wie die Ionisierungsenergie, Wärmeleitfähigkeit, Dichte, Ionisationsgrad, die Leitfähigkeit der Lichtbogensäule) wirken auf die Temperaturverteilung im Lichtbogen ein (s. Eggert-Saha-Gleichung).
Gase
Physikalische Gaseigenschaften wirken über die Lichtbogeneigenschaften auf die technischen Schweißeigenschaften wie den Werkstoffübergang, das Benetzungsverhalten, die Einbrandtiefe und -form, die Schweißgeschwindigkeit und das Zündverhalten. Gase mit geringer Ionisierungsenergie (z. B. Argon) erleichtern das Zünden und das Stabilisieren des Lichtbogens im Vergleich zu Gasen mit hoher Ionisierungsenergie (z. B. Helium). Die gezielte Dotierung von inerten Gasen mit chemisch aktiven Komponenten wie CO2 oder O2 im vpm-Bereich bewirkt eine Lichtbogenstabilisierung, die das Schweißergebnis verbessern kann. Die Dissoziationsenergie mehratomiger Komponenten im Gas erhöht durch die bei der Rekombination frei werdende Energie den Wärmeeintrag in den Grundwerkstoff beim Schweißen.
Die Wärmeleitfähigkeit des Schutzgases nimmt auf die Schweißbadtemperatur und damit auf das Entweichen von Gasen aus Schweißbad und die Nahtform Einfluss. So wird auch die erreichbare Schweißgeschwindigkeit von den Gaseigenschaften mitbestimmt.[16]
Magnetfeld
 Magnetfeld einer bewegten Ladung im Lichtbogen
Magnetfeld einer bewegten Ladung im Lichtbogen Magnetfeld um einen stromdurchflossenen Leiter
Magnetfeld um einen stromdurchflossenen Leiter
Der Lichtbogen besteht aus sich bewegenden Ladungsträgern, die ein elektrisches Feld bilden. Nach den Gesetzen der Elektrodynamik (s.auch[17]) erzeugt ein sich örtlich und zeitlich änderndes elektrisches Feld ein sich in Ort und Zeit änderndes magnetisches Feld. Für einen einzelnen bewegten Ladungsträger mit einer Geschwindigkeit ergibt sich im Abstand ein Vektor der magnetischen Feldstärke :





mit als Vektorprodukt der jeweiligen Einheitsvektoren.[18]

Die Summe aller bewegten Ladungsträger des Lichtbogens erzeugen ein Magnetfeld konzentrisch um den Lichtbogen. Solange die Ladungsträgerdichte um die Lichtbogenachse radial gleichmäßig verteilt und das umgebende Material homogen verteilt ist, kann der Lichtbogen auf gerader Linie zwischen Anode und Kathode brennen. Störungen der Materialverteilung in Lichtbogennähe, Inhomogenitäten der Gaszusammensetzung, einseitige Kühlung des Lichtbogens von außen oder Änderungen des Strompfades führen zu unerwünschten Auslenkungen des Lichtbogens, zur sogenannten Blaswirkung mit Störungen des Schweißprozesses.
Diagnoseinformationen aus dem Schweißlichtbogen
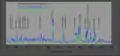
 Schweißstrom eines MAG-Lichtbogens mit Dichteverteilungen von Signalausschnitten
Schweißstrom eines MAG-Lichtbogens mit Dichteverteilungen von Signalausschnitten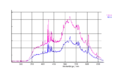
 Spektren von zwei Argonlichtbögen unterschiedlicher Länge und mit verschiedenem Schweißstrom. Eine größere Lichtbogenlänge auch bei wachsender Stromstärke führt zu geringerer Intensität einzelner Spektrallinien, da die Ladungsträgerdichte abnimmt. (nach[20])
Spektren von zwei Argonlichtbögen unterschiedlicher Länge und mit verschiedenem Schweißstrom. Eine größere Lichtbogenlänge auch bei wachsender Stromstärke führt zu geringerer Intensität einzelner Spektrallinien, da die Ladungsträgerdichte abnimmt. (nach[20])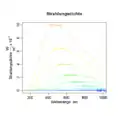 Strahlungsdichten über der Wellenlänge für ausgewählte Temperaturen nach dem Planckschen Strahlungsgesetz
Strahlungsdichten über der Wellenlänge für ausgewählte Temperaturen nach dem Planckschen Strahlungsgesetz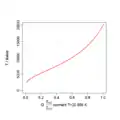 Temperaturfunktion für die Wellenlängen 440/740 nm nach[21]
Temperaturfunktion für die Wellenlängen 440/740 nm nach[21]
Elektrische Größen
Der Energieumsatz des Lichtbogens wird von den elektrischen Größen Lichtbogenstrom und -spannung maßgeblich beeinflusst. Beim MIG/MAG-Schweißen haben die Signale in Abhängigkeit von der Lichtbogenart charakteristische Verläufe. Werden diese Signale digital gemessen, lassen sich Häufigkeitsverteilungen über vorgegebene Zeitfenster bilden, deren Parameter die Signale adäquat abbilden. So hat sich seit langem das Histogramm als Schätzung der Häufigkeitsdichte zum Beschreibungsinstrument des dynamischen Lichtbogenverhaltens während des Schweißens entwickelt.[22]
Lichtemission
Die Atome und Moleküle im Lichtbogen existieren im Status charakteristischer diskreter Energieinhalte. Der Energiestatus ändert sich nach Aufnahme oder Abgabe von Energie in spezifischen Energiequantitäten. Energieemission erfolgt als elektromagnetische Welle, wenn sich der Energiestatus von höherem Niveau auf ein niedrigeres ändert:

mit
- Plancksches Wirkungsquantum Plancksches Wirkungsquantum
- Frequenz
- Lichtgeschwindigkeit
- Wellenlänge.




Lichtbögen senden beim Rückfall angeregter Atome auf ein niedrigeres Energieniveau Licht aus. Da im Schweißlichtbogen angeregte Atome unterschiedlicher Elemente vorhanden sind, ergeben sich je nach Lichtbogentemperatur und Teilchendichte Linienspektren der beteiligten Elemente. Aus einem Spektrum lassen sich wesentliche Parameter des Lichtbogens, wie die Lichtbogenlänge, die Lichtbogentemperatur, die Lichtbogenstabilität bestimmen. Neben dem Linienspektrum entsteht durch die Wechselwirkung zwischen Elektronen und Ionen kontinuierliche Strahlung, deren Anteil mit steigender Plasmatemperatur wächst.
Nimmt man das Plasma eines Lichtbogens im lokalen elektrodynamischen Gleichgewicht an, kann die Lichtbogentemperatur aus der Elektronentemperatur berechnet werden. Letztere lässt sich mit Hilfe gemessener relativer Intensitäten von einzelnen Spektrallinien bestimmen.[23][21]
Elektromagnetische Strahlung aus dem Bereich des Lichtbogens hat neben der Strahlung aus der Lichtbogensäule weitere Quellen, wie die Ansatzpunkte an den Elektroden, das erhitzte Tropfenmaterial, das heiße zugeführte Zusatzmaterial und das Schweißbad, die ein kontinuierliches Lichtspektrum aussenden, wobei die Intensität des Lichtes im Wesentlichen von der Lichtbogensäule (u. a. der Lichtbogenlänge) bestimmt wird.[24]
Wichtige Informationen kann auch eine integrale Betrachtung des abgestrahlten Lichts über einen größeren Spektralbereich liefern. Argonstrahlung hat eine Zentralwellenlänge von 750 nm (von 550 bis 850 nm) und die Metalldampfstrahlung (im Wesentlichen Eisen) hat zwei Häufungen um 420 nm und 520 nm. Werden spektralselektive Photodioden angewendet, können die Anteile aus den einzelnen Strahlungsquellen und Bestandteilen des Lichtbogens gefiltert werden. Auf diese Weise kann der Impulsschweißprozess spektral geregelt werden. Mit Hilfe von zwei spektralsensitiven Photodioden wird das Plasmalicht spektral zerlegt. Die Intensität des Lichtes der Metallionen wird über eine blau/ultraviolett Photodiode und die des Schutzgases Argon wird mit einer rot/infrarot Photodiode aufgenommen. Es wird die Differenz der Intensitäten beider Kanäle berechnet und daraus ein Abschaltsignal für den Impuls bei Erreichen einer voreingestellten Plasmatemperatur gewonnen.[21] Das Planchsche Strahlungsgesetz:

liefert den Zusammenhang zwischen der abgestrahlten Energie in Abhängigkeit von der Wellenlänge des Lichts und der Temperatur. Bei vorgegebenen Temperaturen ergeben sich spezifische Strahlungsdichten über der Wellenlänge. Daraus kann Plasmatemperatur geschätzt werden, wenn Informationen über zwei Emissionswerte verschiedener Wellenlängen vorliegen, wie sie zwei Photodioden unterschiedlicher spektraler Empfindlichkeit liefern (in[21] werden Dioden mit einem Empfindlichkeitsmaximum bei 440 nm und 740 nm genutzt). Beide Wellenlängen vorausgesetzt, ist der Quotient beider Intensitäten spezifisch für die Plasmatemperatur:
- .


Wird der Quotient der Strahlungsdichten über alle Temperaturen berechnet, ergibt sich eine monoton wachsende Funktion:
- .[21]

Schallemission
 Ausschnitt des Strom- und Spannungssignals einer MAG-Kurzlichtbogen-schweißung, das Schallsignal und das berechnete Signal aus dem Strom- und Spannungssignal nach[25]
Ausschnitt des Strom- und Spannungssignals einer MAG-Kurzlichtbogen-schweißung, das Schallsignal und das berechnete Signal aus dem Strom- und Spannungssignal nach[25] Vergleich des gemessenen und berechneten Schallsignals nach[25]
Vergleich des gemessenen und berechneten Schallsignals nach[25]
Die Schallemission des Lichtbogens liefert dem Lichtbogenschweißer neben dem optischen Bild des Schweißbades und des Zusatzwerkstoffs wesentliche Informationen über die Prozessqualität, d. h. die Art des Tropfenübergangs, dessen Stabilität und damit über sie zu erwartende Qualität der Schweißverbindung. Der Schalldruck und die Schallfrequenz hängen von der elektrischen Energie des Lichtbogens und von der Art des Werkstoffübergang ab. Der Zusammenhang kann nach[26] folgendermaßen beschrieben werden:
- mit
- Schallsignal
- Spannungssignal
- Stromsignal




Der Faktor k ist u. a. von der Schallgeschwindigkeit und dem adiabatischen Ausdehnungskoeffizienten von Luft abhängig. Der beschriebene Zusammenhang wurde aus Messungen an Lichtbogenöfen abgeleitet.[27] Die qualitative Beschreibung kann auf Schweißlichtbögen übertragen werden. Der Schall wird von der schwingenden Lichtbogensäule, nicht von den Anoden- und Kathodenfallgebieten erzeugt. Der MIG/MAG-Schweißprozess ist von sich abwechselnden Lichtbogenzyklen aus Lichtbogenzünden und -brennen und anschließendem Tropfenübergang gekennzeichnet. Diese Zyklen können sowohl in den elektrischen Signalen als auch im Schallsignal deutlich erkannt werden. Die Lichtbogenzündung verursacht einen hohen akustischen Spitzenwert (engl. "peak") und der Tropfenkurzschluss einen geringeren in beiden Signalen, wobei das akustische Ereignis verzögert nach dem elektrischen auftritt, qualitativ aber übereinstimmt.[25]
Referenzen
- M. Schellhase: Der Schweißlichtbogen als technologisches Werkzeug. Verlag Technik, Berlin 1985, ISBN 3-87155-100-7.
- G. Fußmann: Einführung in die Plasmaphysik. (Memento des Originals vom 18. Februar 2016 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis. Vorlesungsskript. HU Berlin, 2001.
- J. Wendelstorf: Ab initio modelling of thermal plasma gas discharges (electric arcs). Dissertation. TU Braunschweig, 2000.
- Ю.К. Топчий, В.П Каменев: Установка для определения распределения потенциала в дуге с неплавящимся электродом. Сварочное производство, Москва 1974, №1, c. 51–52. (Ju. K. Topci, V. P. Kamenev: Einrichtung zur Bestimmung der Potentialverteilung im Lichtbogen an nichtabschmelzender Elektrode. Savr. Proizvod., Moskau 1974, 1, S. 51–52).
- G. Hertz, R. Rompe: Einführung in die Plasmaphysik und deren technische Anwendung. Akademieverlag, Berlin 1968, DNB 451073819 .
- A. Hübner: Untersuchungen über den Einfluss und die Wirkungen von Stickstoffzusätzen im Schutzgas auf das Heißrissverhalten ausgewählter heißrissempfindlicher Nickel-Basiswerkstoffe. Dissertation. Uni Magdeburg, 2005, DNB 979123410.
- K. Goldman: Electric Arcs in Argon: Volt-Amp and Volt-Arc Gap Characteristics. In: Physics of the Welding Arc. London 1966, S. 17–22.
- В.Р. Верченко: Статические характеристики дуги при сварке плавящимся электродом в среде защитных газов. Автоматическая сварка, 8 — (1958), C. 5-7 (V. R. Vercenko: Statische Charakteristik des Lichtbogens beim Schweißen mit abschmelzender Elektrode unter Schutzgas. Avt. Svarka, 1958, S. 5–7).
- YuMing Zhang: Real-time weld process monitoring. Woodhead Publishing, 2008, ISBN 978-1-84569-268-1.
- EN 60974-1:2012 Lichtbogenschweißeinrichtungen - Teil 1: Schweißstromquellen.
- PanGas: Schweißen verbindet - Schweiß-, Schneid- und Schutzgase. Informationsblatt 099,7305.2012-11.V2.3000.UD (Memento des Originals vom 6. Oktober 2014 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis..
- O. Mayr: Beiträge zur Theorie des statischen und des dynamischen Lichtbogens. In: Archiv für Elektrotechnik. 37(1943), H. 12, S. 588–608.
- S. Berger: Modell zur Berechnung des dynamischen elektrischen Verhaltens rasch verlängerter Lichtbögen. Dissertation. ETH Zürich, 2010.
- DIN 1910-100:2008-02: Schweißen und verwandte Prozesse – Begriffe – Teil 100: Metallschweißprozesse mit Ergänzungen zu DIN EN 14610:2005.
- M. Schellhase, 1965, S. 36.
- Die Linde Schweißschutzgase. Verkaufsunterlage A402 der Linde Gas GmbH, 2006.
- M. Bäker: Die Maxwellgleichungen (fast) ohne Formeln. Blog Hier wohnen Drachen.
- W. Westphal: Physik. Springer, 1963, S. 249.
- Daniel Flávio Vidal Bebiano: Monitoração e localização de defeitos na soldagem tig utilizando técnicas de espectrometria. Dissertation. Universidade de Brasília, 2008, (Überwachung und Fehlersuche beim WIG-Schweißen mit Hilfe von Techniken der Spektrometrie).
- Pengjiu Li, YuMing Zhang: Robust Sensing of Arc Length. In: IEEE Transactions on instrumentation and measurement. 3, 2001, S. 697–740.
- G. Heinz, H. Schöpp, L. Dorn: Optimierung des Energieeintrags gepulster Lichtbogenfügeprozesse mittels spektralsensitiver Sensorik. (Memento des Originals vom 3. November 2014 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis. Abschlussbericht IGF 14.607, GFaI e. V., INP Greifswald, Technische Universität Berlin, 2008.
- F. Erdmann-Jesnitzer, D. Rehfeldt: Verfahren und Vorrichtung zur Überwachung des Schweissablaufes bei Elektroschweissverfahren, insbesondere Lichtbogen- und Elektroschlackeschweissverfahren. Patent der Schweizerischen Eidgenossenschaft 507769, 1971.
- Daniel Flávio Vidal Bebiano, Fernand Díaz Franco: REAL TIME WELDING DEFECTS MONITORIMENT USING SPECTROMETRY. In: ABCM Symposium Series in Mechatronics. Band 3, S. 784–792.
- M. S. Węglowski: Investigation on the arc light spectrum in GTA welding. In: Journal of Achievements in Materials and Manufacturing Engineering. Heft 1–2, 2007, S. 519–522.
- E. H. Cayo, S. C. Absi Alfaro: A Non-Intrusive GMA Welding Process Quality Monitoring System Using Acoustic Sensing. In: Sensors. Heft 9, 2009, S. 7150–7166.
- E. H. Cayo, S. C. Absi Alfaro: Weld transference modes identification through sound pressure level in GMAW process. (Memento des Originals vom 13. Juli 2014 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis. In: Journal of Achievements in Materials and Manufacturing Enginieering. Heft 1, 2008, S. 57–62.
- M. G. Drouet, D. Nadeau: Acoustic measurement of the arc voltage applicable to arc welding and arc furnaces. In: J. Phys. E: Sci. Instrum. Heft 3, 1982, S. 268.