Schutzgas
Als Schutzgas wird ein Gas oder Gasgemisch bezeichnet, das die Aufgabe hat, die Luft der Erdatmosphäre zu verdrängen, vor allem den Sauerstoff der Luft.
Lebensmittel
Schutzgas wird häufig in der Verpackung von Lebensmitteln verwendet. Die Schutzgasatmosphäre besteht je nach zu verpackendem Lebensmittel aus natürlichen, geruchlosen und geschmacksneutralen Bestandteilen der Luft, z. B. Kohlenstoffdioxid (CO2) oder Stickstoff (N2) bzw. wie bei Frischfleisch aus Sauerstoff (O2),[1] deren Mengenanteile in Abhängigkeit vom Produkt variieren.
Schutzgase sind keine Zusatzstoffe im Sinne des Lebensmittelgesetzes. Sie sind lebensmittelrechtlich unbedenklich und müssen nicht deklariert werden. Eine Kennzeichnung gemäß § 9 (7) der Zusatzstoff-Zulassungsverordnung ist aber erforderlich: „Unter Schutzatmosphäre verpackt“.
Metalltechnik
Schweißtechnik

Beim Schutzgasschweißen werden der Lichtbogen und das Schmelzbad durch ein Schutzgas vor dem Zutritt von Atmosphärengasen (N2, O2, H2) geschützt. Dadurch wird verhindert, dass das Metall mit dem Luftsauerstoff reagiert (Korrosion, Verbrennung) oder auf metallurgische bzw. mechanische Weise Poren im Schmelzgut entstehen. Besonders wichtig ist ein hochwertiger Gasschutz für hochlegierte Stähle, aber auch für Leichtmetalle wie Aluminium, Magnesium oder Titan. Ist die Qualität der Gasabdeckung unzureichend, können je nach Werkstoff und Randbedingungen Anlauffarben, Rußablagerungen, vermehrter Schweißspritzerauswurf, Poren oder sogar Gefügebeeinträchtigungen entstehen. Neben der reinen Schutzfunktion kann mit der Schutzgasauswahl aber auch die Nahtform, die Spaltüberbrückbarkeit, das Zündverhalten, die Lichtbogenstabilität oder der Tropfenübergang beeinflusst werden.
Man unterscheidet beim Schutzgasschweißen nach DIN 1910–100 zwischen Metall-Schutzgasschweißen (MSG) und Wolfram-Schutzgasschweißen (WSG) sowie deren Unterverfahren. Die verwendeten Schutzgase variieren je nach Verfahren, Werkstoff oder speziellen Prozessanforderungen. Schutzgase für das Metall-Schutzgasschweißen von un- und niedriglegierten Stählen sind z. B. CO2 oder Gemische aus Argon und CO2. Für hochlegierte Stähle werden in der Regel argonreiche Mischgase eingesetzt, die nur wenige Prozent O2 oder CO2 enthalten. Aluminium, Magnesium oder Titan werden in der Regel mit Argon bzw. Argon-Helium-Gemischen geschweißt. Sind aktive Komponenten wie O2 oder CO2 oder H2 im Schutzgas enthalten, spricht man nach DIN EN ISO 14175 und DIN 1910–100 von Metall-Aktivgasschweißen. Werden ausschließlich Argon oder Helium bzw. deren Gemische verwendet, spricht man von Metall-Inertgasschweißen. Die Vielfalt der standardisierten Gasgemische ist inzwischen sehr groß. Als Gemischkomponenten kommen Argon, Helium, Kohlenstoffdioxid, aber auch Sauerstoff, Wasserstoff und Stickstoff in Frage. Eine Klassifizierung der Schutzgase gibt die europäische Norm DIN EN ISO 14175 „Gase und Mischgase für das Lichtbogenschweißen und verwandte Prozesse“.
Die Qualität der jeweiligen Schutzgase wird bei handelsüblichen Gasflaschen mit einem Code angegeben: Elementbezeichnung - Anzahl der führenden Neunen - Punkt - Ziffer der Restunreinheit. Beispiel: Ar 5.4 bedeutet 5 Neunen und dann Ziffer 4, also: Argon mit 99,9994 Prozent Argonanteil. Die Unreinheit beträgt folglich 0,0006 Prozent.
Eine gute Schutzgasabdeckung hängt in entscheidendem Maße von der strömungstechnischen Konstruktion des Schweißbrenners und den richtig gewählten Randbedingungen in der Schweißfertigung ab. Für die Visualisierung und Bewertung der Gasströmung und der resultierenden Gasabdeckung am Werkstück werden in Wissenschaft und Industrie sowohl diagnostische als auch numerische Methoden der Strömungsanalyse eingesetzt.
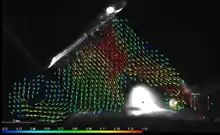
Zur diagnostischen Visualisierung der Gasströmung kommen die Methoden der Schlierentechnik[2] oder der Particle Image Velocimetry (PIV)[3] zum Einsatz. Durch die Sauerstoffmessung[4] kann die Qualität der Schutzgasabdeckung unter Berücksichtigung des Lichtbogens im Labor quantitativ ermittelt werden.
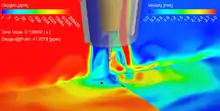
Neben den Methoden der diagnostischen Strömungsanalyse kann die Schutzgasströmung von Schweißprozessen auch mit Hilfe numerischer Strömungssimulation[5] analysiert werden. Vorteile der numerischen Simulation liegen in der Möglichkeit, Strömungen auch in kleinen, verdeckten Bereichen innerhalb des Schweißbrenners zu visualisieren sowie komplexe physikalische Zusammenhänge zeitlich und örtlich hochaufgelöst zu beschreiben. Ursache-Wirkungs-Zusammenhänge können sehr gut erkannt und auf ihre physikalischen Ursachen zurückgeführt werden.[6][7]
Härtetechnik
Ebenso findet Schutzgas Anwendung in der Härtetechnik für die Atmosphäre in der Härteanlage, da gasförmiger Stickstoff oder Wasserstoff verhindert, dass Sauerstoff den zu härtenden Stahl verändert. Das Schutzgas brennt somit im Ofeneinlauf ab. Damit bleibt die Oberfläche des gehärteten Werkstücks glänzend blank und gleichzeitig fallen weniger Rückstände an, die sonst mühsam aus dem Abschreckmedium ausgefiltert werden müssten.
Elektrotechnik
In der Elektrotechnik wird Schutzgas verwendet, um die Leitfähigkeit in der Umgebung von Schaltkontakten herabzusetzen. Dies dient der Funkenlöschung.
Siehe auch
Literatur
- Rudolf Wolfgang Klingler: Grundlagen der Getreidetechnologie. Behr’s Verlag, Hamburg 1995, ISBN 3-86022-228-7, S. 245. (Digitalisat)
Einzelnachweise
- Fragen und Antworten zu Fleisch, welches unter Schutzatmosphäre mit erhöhtem Sauerstoffgehalt verpackt wurde. Bundesinstitut für Risikobewertung, abgerufen am 25. April 2013.
- TU Dresden – Schlierentechnik
- TU Dresden – Particle Image Velocimetry (PIV) (Memento vom 13. Oktober 2014 im Internet Archive)
- TU Dresden – Sauerstoffmessung
- TU Dresden – Numerische Strömungssimulation
- M. Dreher, U. Füssel, M. Schnick, S. Rose, M. Hertel: Strömungssimulation und -diagnostik. Moderne Methoden für die effiziente und innovative MSG-Schweißbrennerentwicklung. In: DVS-Berichte. Band 267, Düsseldorf 2010, ISBN 978-3-87155-592-3, S. 159–165.
- U. Füssel, M. Dreher, M. Schnick: Strömungstechnische Auslegung von Brennersystemen zum wirtschaftlichen und emissionsreduzierten Lichtbogenschweißen. Cluster Lichtbogenschweißen – Physik und Werkzeug, AiF 15.871 B, Laufzeit 1. November 2008 – 31. Dezember 2011.
- Siehe etwa die Darstellung von Stahl-Strangguss im Produktblatt (Memento des Originals vom 14. Juli 2014 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis. eines Massedurchfluss-Reglers (Schema auf Doppelseite 4/5).