Schutzgasschweißen
Das Schutzgasschweißen ist eine Gruppe von Schweißverfahren, die zur Gruppe des Lichtbogenschweißens zählen (zusammen mit dem Lichtbogenhandschweißen), die wiederum zum Schmelzschweißen zählt. Wie bei allen Schmelzschweißverfahren werden dabei die zu verbindenden Bauteile an den Fügestellen aufgeschmolzen, um nach der Erstarrung die Verbindung zu erzeugen. Wie bei allen Lichtbogenverfahren dient als Wärmequelle zum Schmelzen ein elektrischer Lichtbogen, der zwischen dem leitfähigen Werkstück und einer Elektrode brennt. Kennzeichnend für das Schutzgasschweißen ist die Verwendung von Schutzgasen (meist Argon oder Helium), die sowohl die Elektrode als auch die Schmelze vor der Umgebungsluft abschirmen und so vor ungewollten chemischen Reaktionen schützt. Die Elektrode sitzt bei allen Verfahren in der Mitte des Brenners, in dem die Zufuhr des Schutzgases integriert ist. Bei manchen Verfahren schmilzt die Elektrode ab und fungiert somit gleichzeitig als Zusatzwerkstoff. In diesem Falle besteht sie aus demselben oder ähnlichen Werkstoff wie die zu fügenden Werkstücke. Dazu zählt das Metallschutzgasschweißen (MSG) mit seinen beiden Varianten des Metall-Inertgasschweißens (MIG) mit inerten Gasen, also solchen, die keine Reaktion mit der Schmelze eingehen, und das Metall-Aktivgasschweißen (MAG) mit reaktionsfreudigen Gasen, die gewünschte chemische Reaktionen bewirken. Die Elektrode kann auch nicht-abschmelzend sein. Der Zusatzwerkstoff wird dann separat zugeführt und in den Lichtbogen gehalten. Dazu zählen das Wolframinertgasschweißen (WIG) und das verwandte Plasmaschweißen.

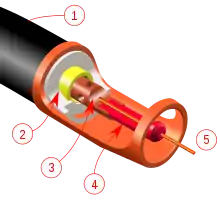
Metallschutzgasschweißen

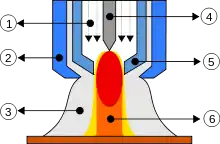
1 Vorschubrichtung
2 Kontakthülse
3 Schweißdraht
4 Schutzgas
5 Schmelzgut
6 Schweißraupe
7 Grundmaterial
1 Halterung
2 Isolierung (gelb)
3 Schutzgasdüsen
4 Stromkontaktdüse
5 Düsenausgang
Das teilmechanische Metallschutzgasschweißen (MSG), wahlweise als MIG (Metallschweißen mit inerten Gasen, EN ISO 4063: Prozess 131) oder MAG-Schweißen (Metallschweißen mit aktiven, also reaktionsfähigen Gasen, EN ISO 4063: Prozess 135), ist ein Lichtbogenschweißverfahren, bei dem der abschmelzende Schweißdraht von einem Motor mit veränderbarer Geschwindigkeit kontinuierlich nachgeführt wird.
Die gebräuchlichen Schweißdrahtdurchmesser liegen zwischen 0,8 und 1,2 mm (seltener 1,6 mm). Gleichzeitig mit dem Drahtvorschub wird der Schweißstelle über eine Düse das Schutz- oder Mischgas mit ca. 10 l/min (Faustformel: Schutzgas-Volumenstrom 10 l/min pro mm Schweißdrahtdurchmesser) zugeführt. Dieses Gas schützt das flüssige Metall unter dem Lichtbogen vor Oxidation, welche die Schweißnaht schwächen würde.
Varianten
Hochwertigere Schweißgeräte unterscheiden sich von billigen unter anderem in der möglichen Einschaltdauer. Letztere benötigen häufig Ruhephasen, die doppelt so lang sind, wie die eigentliche Einschaltdauer (ED).[1]
MAG
Beim Metallaktivgasschweißen (MAG) wird entweder mit reinem CO2 oder einem Mischgas aus Argon und geringen Anteilen CO2 und O2 (z. B. „Corgon“) gearbeitet. Je nach ihrer Zusammensetzung kann der Schweißprozess (Einbrand, Tropfengröße, Spritzerverluste) aktiv beeinflusst werden.
Dieses Gas kommt überwiegend bei einfachem oder niedrig-legiertem Stahl wie Baustahl zum Einsatz.
MIG
Beim Metallinertgasschweißen (MIG) wird als Edelgas Argon, seltener auch das teure Edelgas Helium, verwendet.
Das MIG-Verfahren wird bevorzugt bei Nichteisenmetallen (NE) sowie Edelstahl eingesetzt.
Fülldraht
Wahlweise können beim Metallschutzgasschweißen auch Fülldrähte, auch Röhrchendrähte genannt, eingesetzt werden (mit Aktivgasschweißen EN ISO 4063: Prozess 136, mit Inertgas EN ISO 4063: Prozess 137) – mit dem Vorteil, auf das Schutzgas mit gesonderter Flasche und Armaturen verzichten zu können.
Die Drähte sind innen mit einem Schlackebildner und ggf. Legierungszusätzen versehen. Sie dienen dem gleichen Zweck wie die Umhüllungen bei einer Stabelektrode. Einerseits tragen die Inhaltsstoffe zum Schweißvolumen bei, andererseits bilden sie eine Schlacke auf der Schweißraupe und schützen die Naht vor Oxidation. Letzteres ist vor allem bei dem Schweißen von Edelstählen wichtig, da die Oxidation, das „Anlaufen“ der Naht, auch nach dem Weiterführen des Brenners und damit dem Weiterführen der Schutzgasglocke verhindert werden muss.[2][3]
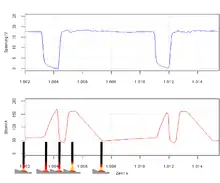
Lichtbogenarten
In Abhängigkeit von den zu verschweißenden Werkstoffen sowie deren Blechdicke oder Wandstärke können durch geeignete Parameterwahl unterschiedliche Lichtbogenarten eingestellt werden. Im unteren Leistungsbereich wird der Kurzlichtbogen eingesetzt, bei dem sich Kurzschluss und frei brennender Lichtbogen abwechseln. Im oberen Leistungsbereich wird der Sprühlichtbogen eingesetzt. Der abschmelzende Zusatzwerkstoff wird kurzschlussfrei abgeschmolzen. Durch spezielle Regelung kann ein sehr fokussierter stabiler Lichtbogen mit besonders hohem Lichtbogendruck erzeugt werden. Es gibt einen Zwischenbereich zwischen kurzschlussbehaftetem und kurzschlussfreiem Werkstoffübergang. Man spricht von einem Übergangslichtbogen. Er sollte wegen seines stochastischen Charakters vermieden werden. Beim Impulslichtbogen wird ein Grundstrom mit erhöhten Stromimpulsen überlagert. Der Werkstoffübergang lässt sich steuern. Durch den Wechselstromlichtbogen lässt sich der Wärmeeintrag in das Werkstück und die Elektrode beeinflussen und Oxide auf der Oberfläche von Aluminium und seinen Legierungen werden aufgebrochen.
Metallschutzgasschweißen mit erhöhter Abschmelzleistung
Die Geschwindigkeit beim Schweißen und damit die Produktivität kann erhöht werden, wenn die sogenannte Abschmelzleistung, d. h. die Menge abgeschmolzenen Materials je Zeiteinheit, gesteigert wird. Dafür haben sich zwei Verfahrensweisen als wirksam erwiesen:
- paralleler Einsatz mehrerer Schweißdrähte (Mehrdrahtschweißen)
- Einsatz spezieller Schutzgaskombinationen, Fülldrähte und Schweißparameter (Varianten des T.I.M.E.-Schweißens)
Mehrdrahtschweißen
Es sind zwei Verfahrensarten zu unterscheiden:
Beim Doppeldrahtverfahren werden zwei Drahtelektroden durch ein gemeinsames Kontaktrohr geführt. Es entstehen zwei Lichtbögen, die durch eine Stromquelle erzeugt werden. Deswegen können sie nicht unabhängig voneinander gesteuert werden. Mehrdrahtverfahren werden oft auch als Unterpulverschweißen eingesetzt.[4]
Das Tandemverfahren ist die Weiterentwicklung des Doppeldrahtverfahrens. Beim Tandemverfahren brennen zwei elektrisch unabhängige Lichtbögen in einem gemeinsamen Schmelzbad. Die hohe Abschmelzleistung zweier Drähte kann in Schweißgeschwindigkeit oder Volumenfüllung umgesetzt werden. Die elektrische Trennung der Drahtelektroden erlaubt unterschiedliche Prozesskombinationen. Zum einen können die elektrischen Parameter unabhängig voneinander gewählt werden, zum anderen können unterschiedliche Drahtdurchmesser und -werkstoffe eingesetzt werden. Dadurch eröffnen sich neue Kombinationsmöglichkeiten und Abschmelzleistungen bis zu 25 kg/h.
Varianten des T.I.M.E.-Schweißens
Durch die Wahl geeigneter Schutzgaskombinationen, Fülldrähte und Schweißparameter kann die Abschmelzleistung deutlich erhöht werden, ohne die Schweißnahtqualität negativ zu beeinflussen. Das MAG-Verfahren kann auf der Grundlage einer 4-Komponentengasmischung (Ar, He, CO2, O2) und hoher Drahtvorschubgeschwindigkeit (bis zu 50 m/min) bei Anwendung eines längeren freien Drahtendes (bis zu 35 mm) auf eine Abschmelzleistung bis zu 27 kg/h gebracht werden.[5] Auf dieser Basis sind mehrere Verfahrensvarianten mit den Bezeichnungen T.I.M.E. (Transferred Ionized Molten Energy), RapidProcessing, RapidArc, RapidMelt, LINFAST auf dem Markt, zu deren Durchführung entsprechende Stromquellen und Drahtvorschubgeräte entwickelt worden sind.[6] Weitere Untersuchungen zum Einfluss von Gaskombinationen auf die Abschmelzleistung führten zu abweichenden Varianten für Gaszusammensetzung.[7]
Der T.I.M.E.-Prozess kann auch mit der Mehrdrahtschweißung kombiniert werden (TimeTwin-Schweißprozess) mit zwei Stromquellen und getrenntem Schweißpotential für jeweils einen der beiden Schweißdrähte.
Cold Metal Transfer – CMT
Ein spritzfreies Schweißverfahren zur Reduktion des Verzugs beim Schweißen von Blechen (ab 0,3 mm) und zum Verbinden eigentlich nicht miteinander verschweißbarer Metalle (Alu mit Stahl). Die Hitze wird durch eine vor und zurück bewegende Elektrode reduziert. Der Lichtbogen entsteht nur für kurze Zeit und wird durch einen Kurzschluss beendet. Während des Kurzschlusses wird der Strom auf ein Minimum reduziert und das flüssige Metall am Schweißdraht wird spritzfrei in die Schmelze übertragen. Nachdem der Draht zurückgezogen wurde, zündet der Lichtbogen wieder. Dieser Zyklus kann bis zu 90 mal pro Sekunde (90 Hz) durchgeführt werden.[8][9]
ColdArc-Verfahren
Das ColdArc-Verfahren ist eine Variante des MIG/MAG-Prozesses mit dem Kurzlichtbogen, bei dem durch Steuerung des Schweißstroms der Werkstoffübergang bei geringerem Wärmeeintrag in das Grundmaterial erreicht wird. Die Grundidee besteht darin, beim Schweißen mit dem Kurzlichtbogen die Stromspitze während des Tropfenkurzschlusses zu reduzieren und das erneute Aufschmelzen des Drahtes durch einen Aufschmelzstromimpuls zu unterstützen. Danach wird der Strom auf ein sehr niedriges Niveau abgesenkt und damit der Energieeintrag minimiert. Der Aufschmelzimpuls erzeugt eine gleichbleibend große schmelzflüssige Kuppe auf den zugeführten Draht und ermöglicht, in den Phasen zwischen den Kurzschlüssen mit extrem niedrigen Stromstärken zu arbeiten.[10]
Wolfram-Inertgasschweißen (WIG)
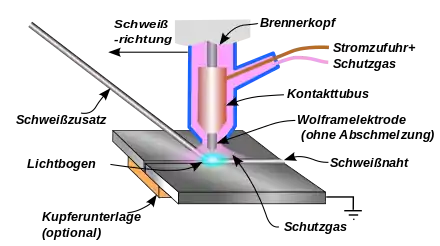
Das Wolfram-Inertgas-Schweißen (WIG-Schweißen Bez. USA: Tungsten Inert-Gaswelding (TIG) oder Gas Tungsten Arc Welding (GTAW), EN ISO 4063: Prozess 141) ist ein Schweißverfahren bei dem der elektrische Lichtbogen zwischen dem Werkstück und einer Elektrode aus Wolfram brennt. Wegen des hohen Schmelzpunktes von Wolfram schmilzt die Elektrode dabei im Gegensatz zu anderen Lichtbogenverfahren nicht ab. Der Zusatzwerkstoff wird in Form von Drähten oder Stäben in den Lichtbogen gehalten und so geschmolzen. Außerdem schmilzt der Lichtbogen wie bei allen Lichtbogenverfahren den Grundwerkstoff. Damit die Schmelze nicht mit der Umgebungsluft reagiert werden Schutzgase verwendet, die inert sind, also keine chemischen Reaktionen mit den beteiligten Werkstoffen eingehen. Häufig handelt es sich um Argon oder Helium. Mit dem WIG-Schweißen sind besonders hohe Nahtqualitäten zu erreichen, es ist aber etwas langsamer als das verwandte Metall-Inertgas-Schweißen (mit abschmelzender Drahtelektrode).
Orbitalschweißen
Orbitalschweißen ist ein vollmechanisches Schutzgasschweißverfahren WIG oder MSG, bei dem der Lichtbogen maschinell ohne Unterbrechung 360 Grad um Rohre oder andere Rundkörper herumgeführt wird. Das Orbitalschweißverfahren kommt vorzugsweise im Rohrleitungsbau zur Anwendung, wo unter kontrollierbaren Bedingungen gleichbleibend hohe Nahtqualitäten erzielt werden müssen. Hauptanwendungsgebiete sind der Pipelinebau sowie der Rohrleitungs- und Apparatebau in der Nahrungsmittel-, chemischen- und pharmazeutischen Industrie. Schweißbar sind alle Werkstoffe, die auch mit den entsprechenden Verfahren WIG oder MSG fügbar sind.
Plasmaschweißen
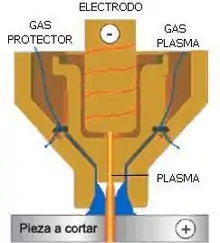
Beim Plasmaschweißen (Plasma-Metall-Inertgasschweißen, EN ISO 4063: Prozess 15) dient ein Plasma als Wärmequelle. Plasma ist ein durch einen Lichtbogen hocherhitztes, elektrisch leitendes Gas. Im Plasmabrenner wird durch Hochfrequenzimpulse das durchströmende Plasmagas (Argon) ionisiert und ein Hilfslichtbogen (Pilotlichtbogen) gezündet. Dieser brennt zwischen der negativ gepolten Wolframelektrode und der als Düse ausgebildeten Anode und ionisiert die Gassäule zwischen Düse und plusgepoltem Werkstück. Ein berührungsloses Zünden des Lichtbogens ist dadurch möglich. Als Plasmagas sind Gasgemische aus Argon und Wasserstoff bzw. Argon und Helium gebräuchlich, welche die Schmelze vor Oxidation schützen und den Lichtbogen stabilisieren. Die geringfügigen Beimischungen von Helium oder Wasserstoff verstärken den Einbrand und erhöhen dadurch die Schweißgeschwindigkeit.[11] Die Einengung des Plasmas durch die wassergekühlte Kupferdüse zu einer fast zylindrischen Gassäule ergibt eine höhere Energiekonzentration als beim WIG-Schweißen, wodurch höhere Schweißgeschwindigkeiten möglich sind. Der Verzug und die Spannungen sind daher geringer als beim WIG-Schweißen. Durch den noch bei geringsten Stromstärken (weniger als 1 A) stabil brennenden Plasmalichtbogen und die Unempfindlichkeit bei Abstandänderungen der Düse zum Werkstück wird das Verfahren auch in der Mikroschweißtechnik eingesetzt. Mit dem Mikroplasmaschweißverfahren (Schweißstrombereich 0,5–15 A) können Bleche mit 0,1 mm noch geschweißt werden. Das Plasma-Stichloch- oder -Schlüsselloch-Schweißen wird ab einer Blechdicke von 3 mm eingesetzt und kann in Abhängigkeit vom zu verschweißenden Werkstoff bis zu einer Dicke von 10 mm für das einlagige Schweißen ohne Nahtvorbereitung angewendet werden. Hauptanwendungsgebiete sind der Behälter- und Apparatebau, der Rohrleitungsbau und die Raumfahrt.[12]
Literatur
- Fachgruppe für die schweißtechnische Ingenieurausbildung: Fügetechnik Schweißtechnik. 6., überarb. Auflage. DVS Verlag, Düsseldorf 2004, ISBN 3-87155-786-2.
- U. Dilthey, A. Brandenburg: Schweißtechnische Fertigungsverfahren. Band 3: Gestaltung und Festigkeit von Schweißkonstruktionen. 2. Auflage. Springer Verlag, 2001, ISBN 3-540-62661-1.
- U. Dilthey (Hrsg.): Laserstrahlschweißen – Prozesse, Werkstoffe, Fertigung, Prüfung. DVS-Verlag, Düsseldorf 2000, ISBN 3-87155-906-7.
- K.-J. Matthes, E. Richter: Schweißtechnik. Fachbuchverlag Leipzig im Carl Hanser Verlag, 2002, ISBN 3-446-40568-2.
Weblinks
Einzelnachweise
- Jens Meyer: Schutzgas-Schweissen #1 Trafo mit Gas und Draht, # 153, In: Autoschrauber.de, 6. November 2015
- Birgit Awiszus: Grundlagen der Fertigungstechnik. Hansa-Verlag, ISBN 978-3-446-41757-1 (Abschnitt: Metallschutzgasschweißen (MSG). eingeschränkte Vorschau in der Google-Buchsuche).
- Ulrich Dilthey: Schweißtechnische Fertigungsverfahren 1: Schweiß- und Schneidtechnologien. Springer Verlag, 2006, ISBN 3-540-21673-1 (Abschnitt: Metallschutzgasschweissen (MSG). eingeschränkte Vorschau in der Google-Buchsuche).
- Deutscher Verband für Schweißen und Verwandte Verfahren e. V. (2000), DVS-Merkblatt 0915: Unterpulver-Mehrdrahtschweißen
- J. G. Church, H. Imaizumi: T.I.M.E. process. IIW/IIS Doc. XII-1199-90, 1990.
- St. Trube, E. Miklos,: Hochleistungsschweißen mit dem LlNFAST-Konzept, Linde AG, BERICHTE AUS TECHNIK UND WISSENSCHAFT 77/1998
- M. Subana, J. Tusekb: Dependence of melting rate in MIG/MAG welding on the type of shielding gas used. In: Journal of Materials Processing Technology. 119, 2001, S. 185–192.
- Markus Merkler: Die neue Revolution des digitalen MSG-Schweißens. Hrsg.: Epa Schweisstechnik GmbH. Chemnitz 17. Dezember 2004 (epa-schweisstechnik.de [PDF; 165 kB; abgerufen am 12. November 2020]).
- Stojan Vujic: Wurzelkerbenausbildung beim MIG- und CMT-Schweißen von Aluminium. (Diplomarbeit). Hrsg.: TU-Graz. Graz 10. Januar 2011 (tugraz.at [PDF; 11,4 MB; abgerufen am 12. November 2020]).
- T. Höller: Grundlagen des MIG/MAG Schweißens, EWM AG, 2005
- Plasmaschweißen: Ein produktives Hochleistungsschweißverfahren, PDF, Zusammenfassende Darstellung des Verfahrens
- Gerd Witt u. a.: Taschenbuch der Fertigungstechnik. Carl Hanser Verlag, ISBN 3-446-22540-4 (Abschnitt: Plasmaschweißen. eingeschränkte Vorschau in der Google-Buchsuche).