Lichtbogenarten beim Schutzgasschweißen
Das Metallschutzgasschweißen (MSG), wahlweise als MIG (Metallschweißen mit inerten Gasen, EN ISO 4063: Prozess 131) oder MAG-Schweißen (Metallschweißen mit aktiven, also reaktionsfähigen Gasen, EN ISO 4063: Prozess 135), ist ein Lichtbogenschweißverfahren, bei dem der abschmelzende Schweißdraht von einem Motor mit veränderbarer Geschwindigkeit kontinuierlich nachgeführt wird.
Der Draht wird je nach Verfahrensvariante und eingestellten Schweißparametern durch den Lichtbogen in unterschiedlicher Weise abgeschmolzen. Man unterscheidet dabei unterschiedliche Lichtbogenarten.[1]
Lichtbogenarten
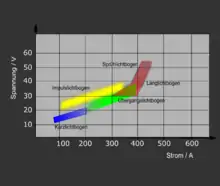
Mit steigender Schweißstromstärke und -spannung ändern sich die Formen des Werkstoffübergangs beim MIG/MAG-Schweißen und gehen stetig ineinander über, die Grenzen sind unscharf. Mit steigender Lichtbogenspannung nimmt das Tropfenvolumen zu, der Werkstoffübergang wird kurzschlussfrei. Bei zu großer Lichtbogenlänge reißt nach dem Werkstoffübergang der Lichtbogen ab. Mit wachsender Stromstärke nimmt die Zahl der Tropfen zu. Gleichzeitig nimmt ihr Volumen ab.
Kurzlichtbogen
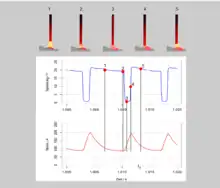

Die Lichtbogenlänge ändert sich zyklisch. Damit sind Arbeitspunktverschiebungen von Schweißstrom und Schweißspannung verbunden. In der Phase der Tropfenablösung wird durch Annäherung des Tropfens an die Schmelze die Lichtbogenbrennspannung kleiner bis der Tropfen in das Schmelzbad übergeht. Es kommt zum Kurzschluss, der Strom steigt entsprechend der Induktivität des Schweißkreises verzögert bis zum maximalen Kurzschlussstrom an. Die Stromanstiegsgeschwindigkeit der Stromquelle bestimmt die Art der Tropfenablösung maßgeblich. Nach dem Wiederzünden des Lichtbogens steigt die Spannung sprunghaft an. Der Schweißstrom fällt erneut und stellt sich entsprechend der Lage des Lichtbogenarbeitspunkts auf der Stromquellenkennlinie ein. Der Verlauf des momentanen Schweißstroms wird wesentlich durch die dynamischen Eigenschaften der Schweißstromquelle bestimmt. Während des Tropfenkurzschlusses bricht die Spannung nicht vollständig zusammen, da die erhitzte freie Drahtlänge einen deutlichen sich dynamisch ändernden Widerstand hat.
Impulslichtbogen
Beim Schweißen mit Impulslichtbogen wird einer Grundspannung regelmäßig eine erhöhte Impulsspannung überlagert, wodurch sich mit vorgegebener Frequenz und Impulszeit ein Grundstrom und ein Impulsstrom abwechseln. Während der Grundstromphase brennt der Lichtbogen mit geringer Leistung, der Zusatzwerkstoff wird angeschmolzen, das Schweißbad wird flüssig gehalten. Während der Impulsphase bildet sich ein großer Tropfen, der durch die wachsende magnetische Einschnürung (Pinch-Effekt) abgelöst wird. In Abhängigkeit vom Drahtdurchmesser und Elektrodenwerkstoff müssen die Einstellwerte so gewählt werden, dass bei jedem Stromimpuls ein Tropfen erzeugt und abgelöst wird.
Das Impulsschweißen hat sich heute wegen verschiedener Vorteile weitgehend durchgesetzt. Die Wärmeeinbringung kann reduziert und gesteuert werden, dünne Bleche können mit dickeren Drähten geschweißt werden, die Abschmelzleistung ist höher, Spritzer lassen sich stark reduzieren. Beim Schweißen dünner Bleche ist es besonders wichtig, wegen des Wärmeverzugs möglichst geringe Wärme in das Bauteil zu bringen. Daher haben verschiedene Hersteller von Schweißstromquellen Verfahren entwickelt, durch besondere Pulsformen und Steuerung der Drahtzufuhr die Schweißleistung bei gleichbleibender Abschmelzleistung zu reduzieren und die Spritzerbildung gering zu halten.
Einzelnachweise
- DIN 1910-100:2008-02: Schweißen und verwandte Prozesse – Begriffe – Teil 100: Metallschweißprozesse mit Ergänzungen zu DIN EN 14610:2005.
- PanGas: Schweißen verbindet – Schweiß-, Schneid- und Schutzgase, Informationsblatt 099,7305.2012-11.V2.3000.UD (Memento vom 6. Oktober 2014 im Internet Archive)