Leit- und Zugspindeldrehmaschine
Die handbediente Leit- und Zugspindeldrehmaschine ist die Grundform der Universaldrehmaschine, die 1880 entwickelt wurde. Nahezu alle Drehverfahren, bis auf das NC-Formdrehen, können mit ihr angewendet werden. Erweiterungen wie Gewindeschneidapparate oder die Möglichkeit des Drehens zwischen Spitzen prädestinieren sie zum Einsatz bei Einzel- oder Kleinstserien-Fertigung einfacher Drehteile, aber auch größere Stückzahlen werden in Niedriglohnländern auf diesem Modell gefertigt.


Grundlegende Bestandteile
Spindelstock
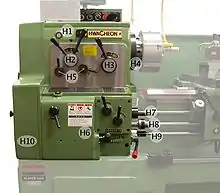
H1 Spindelstock mit Hauptgetriebe, H2 Drehzahlschaltung für feinere Abstufung der Drehzahlen, H3 Drehzahlschaltung mit zwei Stufen langsam/schnell, H4 Hauptspindel mit montiertem Dreibackenfutter, H5 Schaltungen für Drehrichtung und Ein/Aus,H6 Vorschubkasten, H7 Leitspindel, H8 Zugspindel, H9 Schaltwelle, H10 Abnehmbare Abdeckung des Riementriebes

1 Schnellwechselhalter, 2 Oberschlitten oder Obersupport, 2a Handrad für Oberschlitten mit Skalenringen, 2b Drehbare Lagerung des Oberschlitten, 3 Planschlitten, 3a opto-elektronisches Wegmesssystem des Planschlittens, 3b Handrad für Planschlitten mit Skalenringen, 4 Bettschlitten, 5 Schlosskasten, 5a Handrad für Bettschlitten mit Skalenringen, 5b Hebel der Schlossmutter (teilbare Mutter für den Vorschub über die Leitspindel), 5c Hebel zum Einlegen des Vorschubs
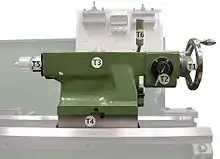
T1 Handrad mit Skalenringen (Längsbewegung der Pinole), T2 Getriebe mit zwei Gängen (keine Serienausstattung), T3 Oberteil, lässt sich quer verschieben zum Kegeldrehen, T4 Unterteil, T5 Pinole mit Morsekegelaufnahme, T6 Spannhebel zur Klemmung des Reitstocks auf dem Bett
Auf der linken Seite der Drehmaschine befindet sich der Spindelstock mit Antrieb, Getriebe und Arbeitsspindel, an deren Ende das Spannzeug, meist ein Drehmaschinenfutter, angebracht werden kann. Ein Futter dient zum Spannen des Werkstücks oder Werkzeugs. Das Futter lässt sich abnehmen, so dass man je nach Bedarf ein Drei- oder Vierbackenfutter, ein Spannzangenfutter, eine Planscheibe oder anderes Spannzeug verwenden kann.
Die hohle Bauweise der Arbeitsspindel verringert die Schwungmasse, erhöht die Formstabilität, und es lassen sich bedarfsweise auch längere Rohmaterialien bis zur Größe der Arbeitsspindelbohrung hindurchschieben. Dadurch ist es nicht notwendig, diese vor der Bearbeitung abzusägen. Dies kann Material und vor allem Zeit einsparen.
Die Arbeitsspindel wird über einen Riementrieb von einem Elektromotor angetrieben. Die Drehzahl lässt sich bei älteren Drehmaschinen durch Umlegen eines Riemens oder durch ein Schaltgetriebe variieren. In modernen Drehmaschinen sind meist Motoren mit stufenloser Drehzahlverstellung eingebaut.
Die Vorschubbewegung wird von der Arbeitsspindel an das Wendegetriebe abgeleitet, das die Vorschubrichtung schaltet. Über Wechselräder oder Zahnriemen besteht eine Verbindung zum Vorschubgetriebe, mit dem die Vorschubgeschwindigkeit an Leit- und Zugspindel geschaltet wird. Da die Vorschubgeschwindigkeit beim Drehen in Millimeter pro Umdrehung angegeben wird, spielt die Drehzahl der Arbeitsspindel keine Rolle. Bei neueren Maschinen ersetzt ein Kugelgewindetrieb die Leit- und Zugspindel.
Werkzeugschlitten
Auf dem Maschinenbett kann der Werkzeugschlitten (Support) von Hand mit einer Kurbel oder auch durch automatischen Vorschub mittels Zug- oder Leitspindel nach links und rechts gefahren werden. Der Werkzeugschlitten besteht aus Bettschlitten, Planschlitten, Oberschlitten und Schloßkasten. Der Bettschlitten ist dabei die tragende Einheit. Auf ihm verfährt der quer gelagerte Planschlitten, welcher über ein Getriebe ebenfalls mit der Zugspindel verbunden ist. Die oberste Einheit bildet der parallel zum Bett angeordnete und drehbare Oberschlitten mit Schnellwechselhalter für Werkzeughalter. Beim Oberschlitten ist oftmals nur manueller Vorschub möglich, bei wenigen meist größeren Spitzendrehmaschinen ist auch hier Vorschub zuschaltbar. Da der Oberschlitten drehbar gelagert ist, können mit ihm spitze Kegel gedreht werden. Durch Zuschalten eines Vorschubes und gleichzeitigem Verfahren des Oberschlittens können geübte Dreher auch Rundungen drehen.
Um wirtschaftlich zu arbeiten, wird heute zum zügigen Drehmeißelwechsel ein Schnellwechselhalter mit passendem Werkzeughalter verwendet (siehe Abbildung Rechts). Vereinzelt sind noch Spanner in Gebrauch, bei denen der Drehmeißel mit zwei oder drei Schrauben in einem Halter fixiert wird. Das Spannen der Drehwerkzeuge direkt auf den Oberschlitten ist heute nicht mehr zulässig.
Sind auf dem Schlitten mehrere Werkzeuge in einer drehbaren Vorrichtung, dem „Revolverkopf“ angebracht, bezeichnet man die Maschine als Revolverdrehmaschine. Der Revolver-Werkzeugschlitten besteht aus Bettschlitten, Planschlitten und Revolverkopf. Bei den Revolverköpfen unterscheidet man, je nach Lage der Achse, „Sternrevolver“ mit senkrechter Achse und „Trommelrevolver“ mit waagerechter Achse.
Reitstock
Auf der rechten Seite des Maschinenbetts befindet sich meist ein Reitstock. Er kann nach links oder rechts verschoben und an jeder Stelle festgeklemmt werden. Er enthält eine Pinole, die sich über eine Kurbel ebenfalls verschieben lässt und in der sich eine Zentrierspitze oder ein Bohrfutter (zum Anbringen diverser Werkzeuge, wie Bohrer, Gewindebohrer u. Ä.) einspannen lassen. Die Zentrierspitze kann fest stehen oder mitlaufend sein.
Erweiterungen
Werkstückaufnahme
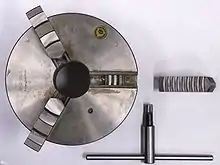
Bei dem Drehmaschinenfutter sind die Bewegungen der einzelnen Backen über ein Plangewinde so gekoppelt, dass die Bauteile zentrisch eingespannt werden. Mit den Backen können runde sowie je nach Backenzahl (drei oder vier) gleichförmig drei-, vier-, sechs- oder achtkantige Werkstücke gespannt werden. Gewindebolzen am Futter verbinden es mittels einer Scheibe (Bajonettscheibe) mit der Arbeitsspindel. Für unregelmäßig geformte Werkstücke oder zum exzentrischen Spannen in der Einzelfertigung verwendet man eine so genannte Planscheibe. Sehr lange Werkstücke werden oft „zwischen Spitzen“ gedreht, d. h.: Auf der Spindelstockseite befinden sich Mitnehmerscheibe und Mitnehmerspitze, auf der Reitstockseite eine feste oder mitlaufende Spitze. Soll das Werkstück über die komplette Länge bearbeitet werden, nimmt man statt der Mitnehmerscheibe, die am Umfang spannt, einen sogenannten Stirnmitnehmer. Da in manchen Fällen die Rundlaufgenauigkeit eines Backenfutters nicht ausreicht, gibt es Futter für Spannzangen, die genauer sind.
Automatischer Vorschub
Um Material gleichmäßig abtragen zu können, gibt es einen automatischen Vorschub. Dazu dient die Zugspindel, eine Welle mit einer Nut oder eine Sechskantstange entlang des Maschinenbettes, die sich in einem einstellbaren Verhältnis zur Hauptspindel dreht. Ein Getriebe im Schlosskasten des Werkzeugschlittens überträgt die Drehbewegung der Zugspindel auf eine am Drehmaschinenbett angebrachte Zahnstange oder auf die Spindel des Planschlittens. Die Schlitten lassen sich ankoppeln und dadurch in Längsrichtung, bei besseren Drehbänken auch der auf dem Werkzeugschlitten gelagerte Planschlitten in Querrichtung automatisch proportional verfahren.
Gewindeschneideinrichtung
Für genaue Kopplungen zwischen der Drehbewegung und dem Längsvorschub haben Drehmaschinen neben der Zugspindel oftmals auch eine Leitspindel, zumeist zum Gewindedrehen, deren Antriebskomponenten in jedem Fall formschlüssig mit dem Spindelantrieb verbunden sind. D.h. Zahnräder und ggfs. Zahnriemen verbinden die Bewegungen von Drehantrieb und Längsvorschub, nicht aber ein Keilriemen. In aller Regel wird der Leitspindelantrieb bewusst nur mit geringen Kräften belastet, um die Genauigkeit dieses Antriebs auf lange Zeit sicherzustellen. Die Kurzformel hierfür lautet: Zugspindel für die Kraft, Leitspindel für die Genauigkeit.
Je nach Ausstattung der Drehmaschine lassen sich mittels dieser Kopplung Innen- und Außengewinde in allen Ausführungen und Größen, wie z. B. Trapez-, metrisches und Whitworth-Gewinde drehen, bei komplexen Maschinen mit zusätzlich koppelbarem Plandrehantrieb auch Kegel- oder Konusgewinde. Bei großen Innen- und Außengewinde sowie seltenen Gewinden wird das passende Verhältnis aus Drehung und Vorschub durch auswechselbare Zahnräder im Vorschubgetriebe oder mittels einer Nortonschwinge (ein Schaltgetriebe) eingestellt. Die Vorschubbewegung erfolgt hierbei jedoch nicht über die Zugspindel, sondern über die wesentlich präzisere Leitspindel, die als Trapezgewindespindel, bei moderneren Maschinen als Kugelgewindetrieb, ausgeführt ist. Mit einem dem Gewindeprofil entsprechend geformten Drehmeißel und einem mit der Gewindesteigung übereinstimmenden Vorschub lassen sich Gewinde sehr einfach drehen.
Kleine Innen- und Außengewinde werden mit einer Schneidvorrichtung gebohrt, welche ab einem einstellbaren Drehmoment auskuppelt bzw. durchdreht, um den Bohrer oder das Schneideisen nicht zu beschädigen. In vielen Fällen lohnt sich der Aufwand aber nicht. Stattdessen dreht der Maschinenführer langsam die Arbeitsspindel maschinell oder manuell und hält das Werkzeug mit der Hand fest.
Lünette (Setzstock)

Beim Bearbeiten langer Werkstücke kommt es leicht zu Schwingungen. Diese führen zu einer wellig gemusterten Oberfläche des Werkstücks (Rattermarken), zu erhöhter Abnutzung der Spindellager sowie Lärmbelästigung. Außerdem drückt dann der Drehmeißel aufgrund der Bearbeitungskräfte u. U. das Werkstück aus der Drehachse, wodurch die Geometrie des Werkstücks fehlerhaft wird. Daher empfiehlt es sich, in diesen Fällen im Reitstock eine Zentrierspitze einzusetzen und von rechts gegen das Werkstück zu drücken.
Sollte wegen der gewünschten Form des Werkstücks der Einsatz einer Zentrierspitze nicht möglich sein oder nicht ausreichen, ist der Einsatz einer Lünette notwendig. Die Lünette wird zwischen Futter und Schlitten fest auf das Bett gesetzt. Eine einfache Lünette enthält drei Stangen aus gehärtetem Stahl, die einzeln nach innen und außen geschraubt werden können und in Abständen von je 120° radial an das Werkstück gedrückt werden. Bei geeigneter Schmierung wirkt diese Anordnung wie ein Gleitlager. Bessere Lünetten haben drei kugelgelagerte Rollen, die sich beim Andrücken an das Werkstück mitdrehen.
Es gibt verschiedene Ausführungen z. B. eine feststehende Lünette, wie oben beschrieben, oder eine mitlaufende Lünette. Die mitlaufende Lünette wird am Schlitten befestigt und ermöglicht z. B. das durchgehende Bearbeiten und Gewindeschneiden von langen Wellen oder Spindeln.
Abwandlungen und Erweiterungen der einfachen Drehmaschine
Kopierdrehmaschine
Bis in die 1970er Jahre wurden Kopierdrehmaschinen hergestellt, die neben dem normalen Betrieb auch das Abbilden einer Drehkonturform ermöglichen. Hierbei wird eine eingespannte flache Schablone mit dem zweidimensionalen Bild der gewünschten Werkstück-Kontur von einer hydraulischen Tasteinrichtung abgefahren; die Einwärts- und Auswärtsbewegungen des Abtaststiftes werden von einer Hydraulik auf den Planvorschub ein- und auswärts übertragen, während der Längsvorschub mit Festwert über die Zugspindel verfahren wird. Schnitt für Schnitt, Bahn für Bahn wird nun um die Zustelltiefe einwärts gestellt, das Werkstück in mehreren sogenannten Äquidistanten längs-konturparallel bearbeitet, bis die Endkontur erreicht ist.
Mechanischer Drehautomat, Mehrspindelmaschine
Bei Mehrspindelmaschinen werden in mehrfacher Funktionalität einer einzelnen Drehmaschine in einer Maschine mehrere gleichzeitig angetriebene Futter genutzt, die mit sechs, acht oder mehr Stationen umlaufend geschaltet werden und im Takt arbeiten: an einer Station werden die Werkstücke geladen und entladen, an der nächsten Station wird eine Grobbearbeitung vorgenommen, auf weiteren Stationen teils Feinbearbeitungen, Gewindeschneid- oder Bohroperationen.