Senken
Das Senken ist ein spanendes Fertigungsverfahren zur Nach- oder Weiterbearbeitung von zylindrischen Bohrungen.
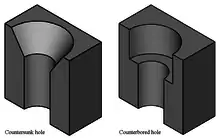
links für Kegelkopf-Senkschrauben,
rechts für Zylinderkopf-Schrauben.
(Halbschnitt-Modelle)
Beim Nachbearbeiten werden meistens nur die kreisförmigen Ränder (bei einem Sackloch nur eins) entgratet. Dabei werden die Bohrungsenden in Kegelstumpf-Oberflächen geringer Höhe umgewandelt.[1] Weil beim Entgraten nur wenig Material abzutragen ist, kann das bereits mit einem handgeführten Senker (Handsenker mit Griff wie bei einem Schraubendreher) erfolgen. Dessen Spitzenwinkel und der eines entsprechenden maschinell angetriebenen Kegel-Senkers ist i. d. R. 90°. Hilfsweise kann auch ein zylindrischer Bohrer (Spitzenwinkel ≥ 120°) größeren Durchmessers oder ein Zentrierbohrer (Spitzenwinkel 60°) benutzt werden.
Das trichterförmige (spitzer Kegel) Ansenken eines Bohrlochs erleichtert das Ansetzen und den Anschnitt eines Gewindeschneiders ebenso wie das Einführen eines Schrauben-Schafts oder einer Welle.
Das maschinelle Weiterbearbeiten von Bohrungen zur Anpassung an Schraubenköpfe wird ebenfalls als Senken bezeichnet. Dabei wird Platz geschaffen für die Köpfe von entweder Standard-Senkschrauben (90°-Kegelkopf) oder für Schrauben mit zylindrischem Kopf.
Für die üblichen Senkschrauben wird ein 90°-Senker (wie beim Entgraten) benutzt. Der erzeugte Kegelstumpf ist gerade so hoch, dass die Oberseite des Schraubenkopfes mit der Oberfläche des Werkstücks, in dem sich die Bohrung befindet, bündig ist.
Für Schrauben mit zylindrischem Kopf (Zylinderkopfschraube, Innensechskantschraube u. ä.) wird ein sogenannter Flach- oder Plansenker[2] verwendet. Er hat eine rein zylindrische Form (ein Bohrer hat üblicherweise eine kegelige Spitze) und verwandelt den oberen Teil der vorhandenen zylindrischen Bohrung in einen Zylinderstumpf größeren Durchmessers. Damit Bohrung und Senkung koaxial sind, ist ein solcher Senker an seiner Vorderseite oft mit einem zylindrischen Führungsstück versehen.
Flach- oder Plansenker unterscheiden sich nicht prinzipiell von im Allgemeinen zylindrischen Schaftfräsern. Ihre Besonderheit ist die Bereitstellung von Werkzeugsätzen mit Fräserdurchmessern, die den Abmessungen der genormten Schraubenkopfdurchmesser in der Metall-Technik entsprechen. Besonders im Holzgewerbe werden für andere Zwecke als Schraubenverbindungen i. d. R. relativ große zylindrische Senker (Forstnerbohrer) verwendet. Ein Beispiel sind die zylindrischen Vertiefungen in Türen von Küchenmöbeln zur Aufnahme von Scharnieren (Topfbänder).
Senkwerkzeuge
Senker, auch Versenker oder Senkbohrer genannt, zur Herstellung von Senkungen werden üblicherweise aus Schnellarbeitsstahl gefertigt. Die Schneiden können jedoch auch aus Hartmetall bestehen.
- Kegelsenker haben eine Schneidspitze in Kegelform. Normalerweise ist der Durchmesser des Senkkopfes größer als der Schaftdurchmesser. Um eine bessere Laufruhe beim Senken zu erreichen, ist die Schneidenanzahl üblicherweise ungerade. Senker für Bohrungen haben oft 3 Schneiden oder 5 Schneiden. Entgratwerkzeuge für dünnwandige Rohre aus zähem Material wie etwa Edelstahl können jedoch auch eine sehr viel höhere Anzahl von Schneiden besitzen.
Der Spitzenwinkel beträgt üblicherweise[1]
- Querlochsenker sind eine verbreitete Form der Kegelsenker, die anstelle von mehreren geradlinig verlaufenden Schneiden mit einer einzelnen, etwa 45° schräg zur Senkerachse ausgeführten Bohrung versehen werden. Die dadurch entstandene, kreisförmige Schnittkante mit der kegelförmigen Fläche bildet zwei Schneiden – eine greift im Rechts-, die andere im Linkslauf. Der Spanablauf erfolgt durch die Bohrung, was ein Verklemmen der Späne und ein Verhaken des Senkers im Werkstück verhindert. Die Senkung erfolgt grat- und ratterfrei.[1]
- Flachsenker, auch Plansenker genannt, haben eine gerade Schneide und erzeugen eine ebene Senkung (180 Grad). Sie besitzen üblicherweise zwei, drei oder vier Schneiden. Zapfensenker werden verwendet, um Senkungen für Schrauben mit zylinderförmigen Köpfen (z. B. Innensechskantschrauben) herzustellen. Flach- oder Plansenker unterscheiden sich nicht prinzipiell von zylindrischen Schaftfräsern. Ihr Durchmesser ist jedoch mit den genormten Schraubenkopfdurchmessern abgestimmt. Im Holzbau werden zylindrische Senkungen i. d. R. mit Forstnerbohrern ausgeführt. Die Senkung mit einem Forstnerbohrer sollte vor der eigentlichen Bohrung ausgeführt werden, da diese Bohrer leicht verlaufen, wenn ihre Zentrierspitze sich nicht im Material abstützen kann.
- Zapfensenker sind Kegel-, Flach- oder Plansenker, die einen zusätzlichen, zentralen Zapfen in der rotationssymmetrischen Achse besitzen, welcher das Werkzeug in der Bohrung führt und dadurch ein exaktes, ratterfreies Arbeiten ermöglicht. Das Ende des Zapfens ist selber mit einer Fase versehen, die das Einführen in das Bohrloch erleichtert. Der Zapfen kann bei einigen Ausführungen abgenommen werden, um ein Nachschleifen der Schneiden zu erleichtern.
Um Bohrung und Senkung in einem Arbeitsgang auszuführen, werden Aufstecksenker oder Kombinationswerkzeuge verwendet:
- Aufstecksenker sind ringförmige Werkzeuge mit flachen oder kegelförmigen Schneiden, die auf einen Spiralbohrer aufgesteckt und mit einer oder mehreren Schrauben (z. B. Madenschrauben) fixiert werden.
Aufstecksenker eignen sich nur für weichere Materialien, wie Holz, Holzwerkstoffe und Kunststoffe, da über die Klemmung am Schaft des Bohrers in der Regel nicht viel Kraft übertragen werden kann.
- Kombinationswerkzeuge haben in der Regel die Form eines Spiralbohrers mit angeformtem Senker. Der Durchmesser des Bohrers erweitert sich zum Ende des Schafts hin, so dass die ausgeführte Bohrung gleich mit einer Fase versehen werden kann.
- Spiralsenker, normalerweise Aufbohrer genannt, sind Spiralbohrer mit drei oder vier Schneiden. Mit ihnen werden vorgefertigte Bohrungen aufgebohrt. Da sie zum Erweitern einer bestehenden Bohrung über ihre gesamte Länge gedacht sind, werden sie eher zu den Bohrern als zu den Senkern gerechnet. Vom Verfahren her wird mit ihnen aber aufgebohrt und nicht gesenkt, weshalb sie nicht zur Gruppe der Senker gehören.
 2 Kegelsenker: rechts Handsenker mit Griff wie bei einem Schraubendreher
2 Kegelsenker: rechts Handsenker mit Griff wie bei einem Schraubendreher 3-schneidiger Kegelsenker
3-schneidiger Kegelsenker 1-schneidiger Querlochsenker,
1-schneidiger Querlochsenker,
Spitzenwinkel 90°
Literatur
- Božina Perović: Spanende und abtragende Fertigungsverfahren. Expert Verlag, Renningen 2000, ISBN 3-8169-1911-1.
- Erich Renner, Heinz Frisch, Erwin Lösch: Metalltechnik Grundstufe. 14. Auflage, Bildungsverlag Eins, Köln 2015, ISBN 978-3-8242-0423-6.
- Manfred Kluge: Metallbau- und Fertigungstechnik. 10. Auflage, Verlag Europa Lernmittel, Haan Gruiten 2014, ISBN 978-3-8085-1170-1.
Siehe auch
Weblinks
- Fertigungstechnik VL 08: Bohren, Senken, Hobeln, Stoßen, Räumen, Sägen (abgerufen am 1. Dezember 2016)
- Fachwissen Technik senken (abgerufen am 1. Dezember 2016)
Einzelnachweise und Anmerkungen
- Der Aufbau und die Anwendung von Senkern, 18. Oktober 2018, IN: www.Ruko.de; abgerufen im April 2019
- Der Wortteil Flach bzw. Plan bezieht sich nicht direkt auf die erzeugte geometrisch-zylindrische Form, sondern auf deren Unterseite, die ebene (und ringförmige) Fläche für den Kontakt zwischen Schraubenkopfunterseite und Werkstückmaterial. Das Kegel des Kegelsenkers hingegen bezieht sich auf beides, denn die geometrisch-kegelige Fläche ist auch kraftübertragende Kontaktfläche mit der Senkschraube.