Stanzen (Verfahren)
Stanzen ist ein Trennverfahren zur Fertigung von Flachteilen aus verschiedenen Werkstoffen (Bleche, Pappe, Textilien usw.) mit einer Stanzpresse oder durch Schlag mit einem Hammerkopf auf ein Schneidwerkzeug. Bei metallischen Werkstoffen wird in der Regel das Scherschneiden angewandt, bei dem das Schneidwerkzeug aus zwei Teilen besteht: Die Unterlage besitzt dabei eine Aussparung, die der Form des verwendeten Stanz-Stempels entspricht (mit einer gewissen Toleranz). Die Kontur der auszustanzenden Form wird somit zugleich von oben und von unten von den Schneidkanten der Unterlage und des Stempels eingekerbt und schließlich abgeschert. Bei weicheren Materialien wie Leder, Kunststoff und Pappe wird meist das Messerschnittverfahren angewandt, bei dem die auszustanzende Kontur durch eine entsprechend geformte Klinge ausgeschnitten wird, die gegen feste Unterlage schiebt.
Beschreibung
Ein Stanzwerkzeug besteht aus dem Stempel, der die Innenform darstellt, und der Matrize, die eine entsprechend passende Öffnung (Beispiel: Locher) aufweist. Der Stempel kann je nach Werkzeugaufbau sowohl Ober- als auch das Unterteil des Stanzwerkzeuges sein.[1] Je nach Anwendungsfall kann das Gegenstück zum Stempel auch eine ebene Unterlage sein. Dann besteht das Werkzeugoberteil aus einem entsprechend geformten, geschlossenen Stanzmesser (Beispiel Lochzange, Locheisen, Bierdeckel-Herstellung). Die Unterlage ist aus einem weicheren Material als die oft als Schneidlinie bezeichneten Messer.
Aneinandergereihtes periodisches Stanzen kleiner Kreissegmente zum Ausschneiden von Blechteilen wird als Nibbeln (auch knabbern) bezeichnet. Es gibt handbetriebene Knabbern, Nibbler als elektrisches Handgerät und auch CNC-gesteuerte Nibbelmaschinen.
Beim Hochleistungsstanzen sind Prozesse, wie Schweißen, Bördeln, Nieten und Umformen, in spezielle Folgeverbundwerkzeuge integriert. Diese teilweise hochkomplizierten Werkzeuge gilt es effektiv einzusetzen und wirkungsvoll zu schützen.
Die entstehenden Abfälle beim Stanzen werden Stanzbutzen genannt.
Beim Stanzen von Karton und Wellpappe enthalten die Stanzwerkzeuge neben den Stanzmessern auch Rilllinien, so dass Stanzen und Rillen (Vorbereiten der Falzkanten) in einem Arbeitsgang stattfinden; in diesem Fall wird die Stanz-Unterlage üblicherweise mit Rillzurichtungen versehen.
Das Stanzen von Nichtmetallen wurde erstmals bei der Lederwarenherstellung, vornehmlich für die Schuhproduktion, verwendet. Es wurden scharf angeschliffene Federstahl-Bänder um einen Holzkern entsprechender Form gelegt und vernietet bzw. genagelt. Später kam kaltgewalzter, geschliffener und gehärteter Kohlenstoffstahl zur Anwendung. Der Stahl wurde nach Pressspanschablonen gebogen und anschließend verschweißt. Auch geschmiedete Messer, vor allem für die Schuhsohlenherstellung, kamen lange zur Anwendung.
Eine etwas spätere – teilweise parallele – Entwicklung ist der Bandstahlschnitt, welcher heute auch oftmals als Stanzform bezeichnet wird. Hier werden Kohlenstoffstahl-Bänder (Schneidlinien) gebogen, um dann in Schlitze in Trägerplatten – meist aus Holz – eingesetzt zu werden, die durch Dekupiersägen oder durch Laserschneiden (bei Glaserfaser per Wasserstrahlschneidanlage) eingearbeitet sind. Sie dienen als Fixierung für die Schneidlinien. Die Räume zwischen den Schneidlinien sind zum Beispiel mit Gummimaterial gefüllt, um das Auswerfen des Kartonmaterials zu ermöglichen. Ein Beispiel hierfür ist auch die Fertigung von Kartonverpackungen, Bierdeckeln, Thermoform-Artikeln und Puzzlespiel-Teilen.
CNC-Stanzen

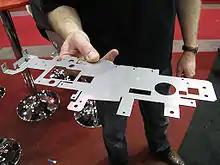
Bei CNC-Stanzen bewegt sich der Werkstoff (Blech) zwischen den Stanzwerkzeugen. Es wird dazu am Rand erfasst und entsprechend verschoben. Die Maschine wählt je nach auszustanzender Form eines ihrer Werkzeuge (Nibbler für komplizierte Formen, schmale Vierecke für Vierecke verschiedener Größe, runde Stempel für Kreisscheiben, spezielle Werkzeuge für sich häufig wiederholende Sonderformen). Dieses Verfahren wird zum Beispiel zur Fertigung von Maschinengehäusen oder Schaltschränken eingesetzt. Das Verfahren wird bei der Fertigung von kleinen und mittleren Serien eingesetzt. Es konkurriert hier mit dem Laserschneiden; es gibt aber auch kombinierte Maschinen (Laser-Stanz-Maschinen[2]).
Siehe auch
Weblinks
- Stanzen im Veredelungslexikon
Einzelnachweise
- Waldemar Hellwig: Spanlose Fertigung. Stanzen. Grundlagen für die Produktion einfacher und komplexer Präzisions-Stanzteile. 9., aktualis. Auflage. Vieweg + Teubner, Wiesbaden 2009, ISBN 978-3-8348-0709-0.
- Laser-Stanz-Maschinen. In: trumpf.com. Fa. Trumpf, abgerufen am 22. März 2019.