Rundschleifmaschine
Eine Rundschleifmaschine ist eine Werkzeugmaschine zum Bearbeiten runder, meist metallischer Werkstücke durch Schleifen.
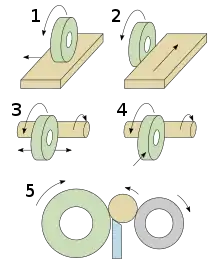 |
Beispiele diverser Schleifverfahren: 3. Längs-Rundschleifen 4. Quer-Rundschleifen (Einstichschleifen) 5. Spitzenloses Rundschleifen (ohne Einspannung) |

Aufbau
Der generelle Aufbau einer Rundschleifmaschine ist: Hauptständer (Träger aller Komponenten), Werkstückspindel (dreht das Werkstück), Schleifspindel (Werkzeug: Schleifscheibe) und bei Außenschleifmaschinen meist noch Reitstock.
Unterscheidung
Nach Art der Steuerung

Je nach Art der Steuerungen unterscheidet man konventionelle und die computergesteuerten CNC-Rundschleifmaschinen. Konventionelle Rundschleifmaschinen erfordern den Einsatz eines Bedieners und sind unflexibel. Mit modernen CNC-Rundschleifmaschinen lassen sich dagegen komplexe, programmierte Bearbeitungsabläufe automatisch abarbeiten. Das Schärfen und Kalibrieren des Schleifwerkzeuges nennt man „Abrichten“. Dies erfolgt in der Regel mit einem Abrichtdiamanten, Abrichtfliesen oder Abrichtrollen. Beim Abrichten der Schleifscheibe wird die Schleifscheibe im Durchmesser kleiner. Moderne Rundschleifmaschinen verrechnen diese Durchmesserdifferenz. Mit Abrichtwerkzeugen können auch Profile auf Schleifscheiben erzeugt werden.
Nach der zu bearbeitenden Fläche
Es gibt Außen- und Innenrundschleifmaschinen zur Bearbeitung von Außen- bzw. Innenkonturen zylindrischer Werkstücke oder Flächen.
Außenrundschleifmaschine

Außenrundschleifmaschinen sind zum Schleifen von Zylindern und Flächen am Außendurchmesser zylindrischer Teile. In der Regel befindet sich bei diesen Maschinen der Werkstückspindelstock und der Reitstock auf einem verfahrbaren Schlitten (Z-Achse), die Schleifscheibe bewegt sich auf einem Support (X-Achse), der meist im rechten Winkel zur Z-Achse angeordnet ist. Andere Aufbauten sind beispielsweise Kreuztische, bei denen sich die Schleifscheibe auf der X- und Z-Achse befindet.
Mögliche Werkstückspannsysteme sind Nullpunktspannsysteme, Magnetspannplatten oder das "Spannen zwischen den Spitzen". Hierbei liegt das Werkstück mit Zentrierspitzen in stirnseitig eingebrachten Zentrierbohrungen. Um Form- und Lagefehler zwischen den Zentren und den zu schleifenden Absätzen zu minimieren, sind geschliffene Zentren erforderlich. Hierfür stehen Zentrumschleifmaschinen[1] zur Verfügung.
Eine Sonderform sind Werkzeugmaschinen zum spitzenlosen Außenrundschleifen. Hierbei wird das Werkstück nicht zwischen Spindelstock und Reitstock eingespannt, sondern zwischen Schleif- und Regelscheibe geführt und dabei von unten mittels einer Schiene gehalten. Man unterscheidet Einstechschleifen und Durchlaufschleifen.[2] Bei letzterer Methode können sehr hohe Durchsätze erzielt werden.
Eine spezielle Version sind spitzenlose Schuhschleifmaschinen, bei denen Auflageschiene und Regelscheibe durch Stahlschuhe ersetzt sind. Damit lassen sich spezielle Geometrien in einem Arbeitsgang schleifen.[3]
Innenrundschleifmaschine
Innenrundschleifmaschinen sind zum Schleifen von Bohrungen oder Flächen am Innendurchmesser zylindrischer Teile und haben oft unterschiedliche einschwenkbare Schleifspindeln.
Besondere Varianten
Mittlerweile gibt es auch Außen- und Innenrundschleifmaschinen (Orbital- bzw. Pendelhubschleifmaschinen), mit denen „unrund“ geschliffen werden kann. Hier kann man durch gezieltes Zusammenspiel von Werkstückspindel, X-Achse (Zustellachse) mittels Interpolation jede beliebige Form schleifen, die mit dem Schleifwerkzeug noch möglich ist (abhängig auch vom Durchmesser der Schleifscheibe). Das heißt, man kann natürlich nicht mit einem Schleifstift von 10 mm Durchmesser einen Innenradius von 2 oder 3 mm schleifen, sondern mindestens über 5 mm. Dieses schleifen ist nur mit modernen CNC-Schleifmaschinen möglich, da ein großer Rechenaufwand notwendig ist. Möglich ist zum Beispiel ein eckiger Absatz an einer Welle, oder eine Welle mit Polygonform.
Eine andere Variante der Unrundschleifmaschine wird mechanisch über eine Nocke „zwangsgesteuert“ (z. B. Nockenwellenschleifmaschinen). Hier ist eine hohe Wiederholgenauigkeit gegeben und es sind weitaus schnellere Bearbeitungen möglich. Allerdings sind hierbei hohe Rüstzeiten und hohe Kosten für ein Umrüstung (es muss für jede andere Form eine spezielle Nocke gefertigt werden) ein Nachteil. Dieses Problem tritt mit einer CNC-Maschine nicht auf.
Weiterhin ist es durch Zusammenspiel von Werkstückspindel, einer definiert profil-abgerichteten Schleifscheibe und einer entsprechenden Computer-Steuerung möglich, ein Gewinde zu schleifen. Dieses findet vor allem bei Kugelumlaufspindeln für Werkzeugmaschinen oder anderen hochgenauen Gewindespindeln sowie Linearmotoren Verwendung.
Einsatzgebiete
Rundschleifmaschinen werden immer dort eingesetzt, wo eine Werkstückbearbeitung mit einer Drehmaschine nicht oder nur schwer möglich ist. Beispiele dieser Anwendung sind schwer zerspanbare Werkstoffe (wie Hartmetall); hohe Anforderungen an die Oberfläche, Genauigkeit, Maßhaltigkeit und Drallfreiheit; komplexe Objekte (wie Nockenwellen – diese beispielsweise würden beim Drehen zu viele Werkzeugwechsel erfordern).
Literatur
- K. Lindenau: Wirtschaftliche Fertigung mit Schleifen, Hanser Verlag, 2006 ISBN 3-446-40648-4
Einzelnachweise
- Henninger Zentrumschleifmaschinen. In: Henninger. Abgerufen am 3. Januar 2016 (deutsch).
- Crystec Technology Trading GmbH, spitzenlose Rundschleifmaschinen. Abgerufen am 6. Februar 2011.
- Crystec Technology Trading GmbH, spitzenlose Schuhschleifmaschinen. Abgerufen am 6. Februar 2011.