Drahtgewebe (Filtration)
Drahtgewebe sind Flächengebilde mit gleichartigen Öffnungen in regelmäßiger Anordnung, die durch rechtwinkliges Verkreuzen von Kett- und Schussdrähten auf Webmaschinen hergestellt werden.[1] Sie werden an vielen Stellen zur Filtration und zum Sieben eingesetzt, wo definierte und reproduzierbare Filtrationseigenschaften wichtig sind. Maschengewebe sind offene Drahtkonstruktionen, deren Maschenweite die Größe der vom Sieb zurückgehaltenen Partikel bestimmt. Filtertressengewebe sind hingegen Drahtgewebe, bei denen entweder die Kett- oder die Schussdrähte so dicht aneinanderliegen, dass in der Projektion keine Masche mehr sichtbar wird (Nullmasche), so dass eine sehr feine Filtration erzeugt wird.
.jpg.webp)
Maschengewebe
Maschengewebe sind offene Drahtgewebe mit Öffnungen (Maschen) zwischen den auf Abstand gewobenen Drähten. Es werden verschiedene Bindungen unterschieden. Die Drähte haben normalerweise runden Querschnitt, für Spezialanwendungen werden aber auch Vierkant-Drähte verwendet.
Leinwandbindung
Die Leinwandbindung, auch „glattes Gewebe“ genannt, ist die gebräuchlichste Bindung bei Maschendrahtgeweben. Kett- und Schussdrähte werden jeweils abwechselnd über und unter den quer dazu verlaufenden Draht geführt.[2] Quadratische Maschen fixieren die Drähte sehr gut, so dass die Maschenweite gut definiert und die Siebe formstabil sind. Typisch für die Leinwandbindung sind filterwirksame Querschnitte von über 30 % und eine hohe Maschenzahl, wodurch der Strömungswiderstand gering bleibt.[3] Das Schmutzspeichervermögen und die Regenerierbarkeit der Siebe ist gut. Maschenweiten sind bei ausreichender Gewebestabilität bis hinunter zu etwa 60 µm realisierbar. Neben der Filtration werden Siebe in Leinwandbindung auch im Siebdruck eingesetzt. Für die Siebanalyse werden Drahtgewebe mit standardisierter Maschenweite verwendet, um die Korngrößenverteilung von Schüttgütern zu ermitteln.
Spezialdrahtgewebe mit rechteckiger Maschenform gibt es als Lang- bzw. Breitmaschengewebe, je nachdem, ob die längere Maschenweite in Kett- oder Schussrichtung orientiert ist. Aus Stabilitätsgründen werden in den verschiedenen Richtungen unterschiedlich starke Drähte verwendet. Eingesetzt wird diese Gewebeart als Schwingsieb oder in Vibratoren.
Köperbindung
Die Köperbindung bietet viele Variationsmöglichkeiten. Sie wird dann mit Vorteil verwendet, wenn kleinere Poren gefordert werden und der Draht im Verhältnis zur Maschenweite so dick wäre, dass er einzeln genommen der Verformung beim Webprozess nicht standhalten könnte.[4] Bei der einfachen Köperbindung geht der Schuss abwechselnd unter zwei Kettdrähten hindurch und dann über zwei Kettdrähte hinweg.[5] Der nächste Schussdraht ist relativ zu seinen Nachbardrähten versetzt angeordnet, so dass sich an der Oberfläche ein insgesamt diagonal verlaufendes Muster ergibt (Grat).[5]
Die Köperbindung ergibt ein offenes Drahtgewebe mit kleineren Maschenweiten ab etwa 20 µm bei relativ starken Drähten.[3] Die Drähte sind hier nicht so gut fixiert wie beim Leinwandgewebe, so dass Maschen mit leichter Rautenform oder unterschiedlicher Seitenlänge entstehen können.[3] Unter Belastung ist die Köperbindung weniger formstabil und verschiebt sich leicht in diagonaler Richtung. Der filterwirksame Querschnitt ist mit über 25 % wie die Maschenzahl relativ hoch. Der Strömungswiderstand ist niedrig, das Schmutzspeichervermögen jedoch weiterhin gut.[3] Um das Problem der Diagonalverschiebung zu umgehen, kann über einen Wechselköper die Richtung des Grats verändert werden, so dass ein Fischgratmuster entsteht und sich die Formstabilität erhöht.[4]
Fünfschaftköper (Atlasbindung)
.svg.png.webp)
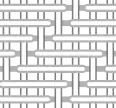
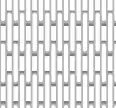
Bei der Fünfschaftköperbindung wird jeder fünfte Kettdraht vom Schussdraht eingebunden. Durch diese Webart entsteht auf der Oberseite eine glatte Oberfläche mit parallel angeordneten Schussdrähten, während die Unterseite offen ist. Da die Oberfläche sehr glatt ist, kann ein sich bildender Filterkuchen leicht abgelöst werden. Die offene Unterseite bietet hingegen eine gute Entwässerung. Die rechteckigen Maschen sind normalerweise kleiner als die Durchmesser der Drähte. Die Webart erlaubt minimale Maschenweiten von etwa 50 µm. Die Durchflussleistung ist groß und die Stabilität des Siebs ist hoch.[4]
Gewebeparameter
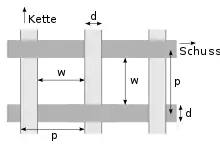
Neben der Bindungsart spezifizieren verschiedene filtrationsrelevante Gewebeparameter nach DIN ISO 9044 ein Maschengewebe (Maße größer als 1 mm werden normalerweise in Millimetern, Werte unterhalb in Mikrometern angegeben):
Der wichtigste Parameter ist die Maschenweite (lichter Abstand der Drähte) zwischen zwei benachbarten Kett- bzw. Schussdrähten, gemessen in Projektionsrichtung.[6] Die Maschenweite definiert, welche Partikelgrößen vom Gewebe zurückgehalten werden. Die Drahtdurchmesser von Kette und Schuss geben hingegen Hinweise zur Stabilität des Drahtgewebes.


Die filterwirksame offene Siebfläche wird in Prozent angegeben und ist definiert als die Fläche der Maschen geteilt durch die Gesamtfläche.[6] Dieser Parameter ist wichtig, um den Druckaufbau bzw. das Schmutzspeichervermögen abzuschätzen.

Die Teilung ist der Abstand der Mittelachsen zweier benachbarter Drähte und damit die Summe der Nominalwerte von Maschenweite und Drahtdurchmesser . Somit gilt: .[6] Die damit zusammenhängende Gewebefeinheit (Maschenzahl pro Längeneinheit) ist insbesondere in angloamerikanischen Maßsystemen gebräuchlich. Dazu wird die Einheit Mesh (Maschenzahl pro Zoll oder entsprechend ) verwendet. Diese sagt aber nur bei bekannter Drahtstärke etwas über die wirkliche Maschenweite aus.[6]




Tressen
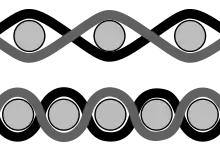
Bei den Tressen liegen entweder die Kettdrähte oder die Schussdrähte so eng beieinander, dass keine offenen Maschen mehr vorhanden sind. Die Filtration erfolgt durch die zum Teil im Inneren des Siebs liegenden Zwischenräume. Liegen die Kettdrähte eng aneinander, so spricht man auch von umgekehrten Tressen oder Panzertressen.
Tressen in Leinwandbindung
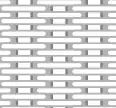
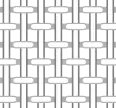
Bei der sogenannten „glatten Tresse“ werden die Schussdrähte beim Weben in Leinwandbindung eng an das Gewebe angeschlagen, so dass Nullmaschen entstehen.[7] Die Kettdrähte liegen in einem weiteren Abstand voneinander und sind dicker als die Schussdrähte. Durch den starken Anschlag beim Weben verformen sich die Schussdrähte an ihren Kreuzungsstellen leicht, so dass diese an den Kontaktpunkten leicht abgeflacht werden. Der Drahtabstand der Schussdrähte ist bei der glatten Tresse somit um bis zu 6–12 % kleiner als vom Durchmesser der Drähte zu erwarten wäre.[1] Im Vergleich zu Maschengeweben gleicher Filterfeinheit zeigt ein Tressengewebe eine deutlich höhere mechanische Stabilität und Belastbarkeit.
Bei einer einfachen glatten Tresse erfolgt die Filtration im Inneren des Gewebes an dreiecksförmigen Öffnungen zwischen Kette und Schuss. Der freie wirksame Querschnitt liegt unter 20 % und das Schmutzspeichervermögen ist gering. Eine Reinigung ist schwieriger als bei Maschengeweben und erfolgt durch Rückspülen.[3]
Durch Variation der Drahtstärken und des Drahtabstands der Kettdrähte können die Filtrationseigenschaften der glatten Tresse variiert werden. Verwendet man sehr dünne Schussdrähte, so verschiebt sich die Filtration vom Inneren des Gewebes an dessen Oberfläche. Durch die deutlich höhere Anzahl von Öffnungen erhöhen sich auch das Schmutzspeichervolumen und die Durchflussleistung. Der wirksame Filterquerschnitt erreicht je nach Ausführung Werte von 27 bis 42 %. Die Regenerierbarkeit verbessert sich ebenfalls, so dass diese Type meist als optimierte glatte Tresse oder Hochleistungsfiltertresse bezeichnet wird.[3]
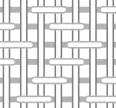
Ebenfalls in Leinwandbindung gewebt werden sogenannte „umgekehrte Tressen“ oder „Panzertressen“.[8] Bei dieser Webart sind die Kettdrähte dünn und dicht nebeneinander angeordnet. Die dicken Schussdrähte werden dicht aneinander geschlagen. Die Öffnungen verlaufen daher schräg zur Gewebeoberfläche. Die filterwirksame Querschnittsfläche liegt bei Panzertressen abhängig vom Aufbau zwischen 25 und 38 %.[3] Mechanisch ist diese Art von Filter sehr stabil und reißfest.
Köpertressen
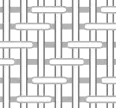
Bei der Köpertresse werden, wie bei der glatten Tresse, relativ dicke Kettdrähte und dünne Schussdrähte eingesetzt; letztere sind hier in Köperbindung gewebt.[9] Die Schussdrähte sind so dicht aneinandergeschlagen, dass im Vergleich zu einer glatten Tresse bei gleichen Drahtdurchmessern die doppelte Anzahl von Schussdrähten eingearbeitet ist und so ein lichtdichtes Gewebe entsteht.[1] Die Filterfeinheit ist deutlich besser als bei der glatten Tresse und es werden Filterfeinheiten hinunter bis 1 µm realisiert.[10] Durch die hohe Filtriergenauigkeit (Gleichmäßigkeit der Öffnungen) wird eine sehr hohe Trennschärfe erreicht. Dafür ist die filterwirksame Querschnittsfläche bei diesem Filtertyp am geringsten. Die Konsequenzen sind eine reduzierte Schmutzspeicherfähigkeit, ein beschleunigtes Zuwachsen der Filteroberfläche und damit ein schnellerer Druckaufbau.[11] Die Regenerierbarkeit der Köpertresse ist schlecht, da der Schmutz vorrangig auch innerhalb des Gewebes verklemmt.[3] Mechanisch ist die Köpertresse sehr stabil.
Bei der „Breitmaschen-Köpertresse“ (auch „offenen Köpertresse“ genannt) wird der Schussdraht nicht so eng aneinander geschlagen. Daher ist diese Tressenart nicht lichtdicht. Die Trennschärfe ist gegenüber einer normalen Köpertresse geringer, reicht aber für viele Anwendungen durchaus aus. Dafür verbessert sich die Durchflussleistung erheblich und auch der Druckverlust wird geringer. Gleichzeitig wird die Regenerierbarkeit besser. Die beidseitig glatte Oberfläche erleichtert die Reinigung.[11]
Bei der umgekehrten Köpertresse (auch „Köperpanzertresse“ genannt) sind die Kettdrähte dünn und die Schussdrähte dick. Da der Schussdraht in Köperbindung eingeschlagen wird, werden die Kettdrähte nicht so stark verformt, wie dies bei der normalen umgekehrten Webart erfolgt. Sie sind damit weniger stark mechanisch vorbelastet. Die Köperpanzertresse hält hoher mechanischer Belastung stand. Durchflussleistung und Filtergenauigkeit sind gut.[3]
Kennzeichnung von Filtertressengeweben
Die Kennzeichnung der Tressengewebe erfolgt über die Art der Bindung, die Anzahl von Kett- und Schussdrähten pro Zoll (25,4 mm) und die Dicke der verwendeten Drähte vor dem Verweben. Den Tressengeweben können allerdings aufgrund der dichten Webung keine Maschenweiten, sondern nur Filterfeinheiten zugeordnet werden.[1] Man unterscheidet zwischen absoluter und nominaler Filterfeinheit. Die absolute Filterfeinheit gibt den Durchmesser der Glaskugeln an, welche das Sieb sicher zurückhält (>99,98 %), während die nominale Filterfeinheit kleiner ist. Sie hängt vom Messverfahren ab und gibt die Partikelgröße runder Glaskugeln in Mikrometern an, die zu einem großen Teil (z. B. 70 %) vom Filter zurückgehalten wird.[12] Die tatsächliche herausgefilterte Partikelgröße hängt neben der genauen Form und Deformierbarkeit der Partikel von der Druckdifferenz ab.
Lieferformen, Nachbearbeitung und Werkstoffe
.tif.jpg.webp)
Einzelsiebe werden meist als Rollenware oder in Form fertig gestanzter Stücke ausgeliefert. Teilweise werden diese nach dem Weben zweckentsprechend nachbehandelt. Nach dem Blankglühen unter Schutzgasatmosphäre sind die Drahtgeflechte völlig plan, sauber und maschenfest. Gröbere Maschengewebe werden hingegen kalandriert (glattgewalzt). Auch dadurch werden diese plan und in sich fester.[1] Danach können verschiedene Drahtgewebe zu einem Filterpaket kombiniert und seitlich eingefasst werden, oder es werden komplette Filtereinheiten verkauft. In Filterkerzen ist das Drahtgeflecht entweder in glatter oder plissierter Form als Filter eingesetzt.
Das Material der Drähte richtet sich nach dem Verwendungszweck. Die Materialauswahl hängt insbesondere von den chemischen und mechanischen Spezifikationen des Drahtgewebes und einer Kosten-Nutzen-Abwägung ab. Einfache Drahtgeflechte bestehen aus blankem oder verzinktem Stahl. Nichtrostende Stähle bieten eine gewisse Säure- oder Chemikalienbeständigkeit. Drähte aus Federstahl haben gegenüber normalen Stahldrähten eine drei- bis vierfache Festigkeit und können bei gleicher Maschenweite wesentlich dünner gewählt werden.[1] Für spezielle Anwendungen werden aber auch Nichteisenmetalle wie Messing, Bronze, Kupfer, Aluminium oder Nickel, vereinzelt auch Edelmetalle wie Gold, Silber oder Platin und Werkstoffe wie Titan oder Nickelbasislegierungen wie Hastelloy verarbeitet.[11]
Eigenschaften und Einsatzgebiete
Drahtgewebe und insbesondere Tressengewebe sind so aufgebaut, dass sie über die gesamte Fläche eine gleichmäßige und exakte Filtergeometrie aufweisen, woraus eine sehr gute Trennschärfe resultiert. Im Vergleich zu anderen Filtern besitzen Drahtgewebe eine exzellente mechanische Stabilität und Festigkeit. Sie sind außerdem hitzebeständig, weitgehend chemikalienbeständig und langlebig. Zudem lassen sich viele Drahtgewebe reinigen und regenerieren.[11]
Drahtgewebe kommen in sehr unterschiedlichen Industrien und Prozessen zum Einsatz: Chemie, Farben und Lacke, Kunststoff- und Kunstfaserherstellung, Nahrungsmittelindustrie, Brauch- und Kühlwasserfiltration, Erdöl- und Erdgasförderung, Heißgasfiltration,[13] Labor und Analyse, Aluminiumguss und viele andere mehr.[11] Neben der Anwendung der Filtration werden Drahtgewebe auch zur Siebung oder als Siebe im Siebdruck eingesetzt.
Literatur
- Gerhard Schönbauer: Drahtgewebe (Siebgewebe) für das Filtrieren von Kunststoffschmelzen. In: Gesellschaft Kunststofftechnik Verein Deutscher Ingenieure VDI (Hrsg.): Filtrieren von Kunststoffschmelzen (Kunststofftechnik). VDI Verlag, Düsseldorf 1981, ISBN 978-3-18-404080-2, S. 163–186.
- DIN ISO 9044: Industriedrahtgewebe – Technische Anforderungen und Prüfung (ISO 9044:2016). Beuth Verlag, Berlin.
- Philipp Kopf: Modellierung der Staubfiltration auf Mikro- und Makroebene unter dem Einfluss komplexer Berandungen. Hrsg.: Institut für mechanische Verfahrenstechnik der Universität Stuttgart. Logos Verlag Berlin, Berlin 2015, ISBN 978-3-8325-3898-9 (google.de).
Einzelnachweise
- Gerhard Schönbauer: Drahtgewebe (Siebgewebe) für das Filtrieren von Kunststoffschmelzen. In: Gesellschaft Kunststofftechnik Verein Deutscher Ingenieure VDI (Hrsg.): Filtrieren von Kunststoffschmelzen (Kunststofftechnik). VDI Verlag GmbH, Düsseldorf 1981, ISBN 978-3-18-404080-2, S. 163–186.
- 3D-Modell zum Quadratmaschengewebe. (animiertes PDF) Spörl oHG Präzisionsdrahtweberei, abgerufen am 15. Mai 2017.
- Metalldrahtgewebe / Bindungsarten. Wiremesh ProTec GmbH, abgerufen am 17. Mai 2017.
- Basics 1: Metalldrahtgewebe für Siebe und Filter. (PDF) PACO, Paul GmbH & Co. KG, abgerufen am 17. Mai 2017.
- 3D-Modell zur Köperbindung. (animiertes PDF) Spörl oHG Präzisionsdrahtweberei, abgerufen am 15. Mai 2017.
- Drahtgewebe – Technische Liste. Drahtgewebe-Terminologie nach Din ISO 9044. Haver & Boecker, abgerufen am 21. Mai 2017.
- 3D-Modell zur glatten Tresse. (animiertes PDF) Spörl oHG Präzisionsdrahtweberei, abgerufen am 15. Mai 2017.
- 3D-Modell zur Panzertresse. (animiertes PDF) Spörl oHG Präzisionsdrahtweberei, abgerufen am 15. Mai 2017.
- 3D-Modell zur Köpertresse. (animiertes PDF) Spörl oHG Präzisionsdrahtweberei, abgerufen am 15. Mai 2017.
- GKD – Gebr. Kufferath AG: Köpertressengewebe 3D PDF. In: gkd.de. GKD – Gebr. Kufferath AG, 1. Februar 2015, abgerufen am 7. September 2017.
- Basics 2: Filtertressen. (PDF) PACO, Paul GmbH & Co. KG, abgerufen am 17. Mai 2017.
- Begriffserklärung. (Nicht mehr online verfügbar.) Schwegmann Filtrationstechnik GmbH, archiviert vom Original am 4. Juli 2017; abgerufen am 1. Juli 2017.
- VDI 3677 Blatt 3:2012-11 Filternde Abscheider; Heißgasfiltration (Filtering-separators; High-temperature gas filtration). Beuth Verlag, Berlin. S. 20.