Ultraschallschwingläppen
Ultraschallschwingläppen (älter: Ultraschallbohren) ist ein spanendes Fertigungsverfahren mit geometrisch unbestimmter Schneide zur Herstellung geometrisch komplexer Werkstücke aus Werkstoffen, die zu sprödem Bruchverhalten neigen. Das Schwingläppen ist nach DIN 8589 dem Läppen zugeordnet. Im Gegensatz zu anderen Läppverfahren dient es nicht der Feinbearbeitung bereits weitestgehend durch andere Verfahren geschaffener Werkstücke, sondern der Erzeugung neuer Formen nur durch das Schwingläppen.
Eine elektrische Hochfrequenzenergie wird mittels eines piezokeramischen Schallwandlers in mechanische Schwingung gleicher Frequenz umgewandelt. Die Amplitude des longitudinal schwingenden Schallwandlers beträgt nur 5 µm. Zwischen Formwerkzeug und Schallwandler befindet sich daher eine weitere Einheit, bestehend aus Amplitudentransformator und Sonotrode (auch Bohrrüssel genannt), die die Amplitude auf 20–40 µm verstärkt. Die vier genannten miteinander verbundenen Elemente bilden zusammen ein schwingungstechnisches System, das in Resonanz betrieben wird.
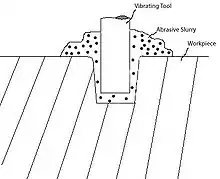
Das Verfahren beruht nun darauf, dass das im Ultraschallbereich (19–22 kHz) schwingende Formzeug die Körner in die Werkstückoberfläche einhämmert, so Mikrorisse erzeugt und schließlich Bruchstücke herauslöst. Dieser Prozess findet vorwiegend in der Bewegungsrichtung der Ultraschallschwingung statt. Nach Möglichkeit wird zudem der Einsatz rotierender Werkzeuge empfohlen, da hier der Abtrag wesentlich höher ist. Die Körner befinden sich in einer Flüssigkeit oder Paste (Läppmittel). Dieses Gemisch wird kontinuierlich in den Spalt zwischen Formzeug und Werkstück gespült oder gepresst, wobei der Spalt ungefähr zweimal so breit sein soll wie die durchschnittliche Korngröße.
Die Wahl des Kornwerkstoffs fällt wegen der guten Bruchfähigkeit und damit Selbstschärfung fast ausnahmslos auf Borcarbid, das ungefähr 25–35 Gew.% des Läppmittels einnimmt und in der Regel zwischen 50 und 60 µm groß ist. Da das Formzeug der gleichen Beanspruchung wie das Werkstück unterliegt, muss es aus einem Werkstoff gefertigt sein, der entweder härter als das Werkstückmaterial ist oder genügende Resistenz gegen Abrasion aufweist. Daher werden vorwiegend Stahlwerkstoffe verwendet, da bei ihnen der Aufprall der Körner überwiegend zu elastischer und plastischer Verformung führt.
Hauptgebiet des Ultraschallschwingläppens ist es, feinste dreidimensionale Konturen aus Werkstoffen wie Keramik, Graphit oder Glas herauszuarbeiten. Es lassen sich Einsenkungen mit einem Durchmesser unter einem Millimeter in Werkstücke einarbeiten, die dünner als 200 µm sind. Ein typisches Produkt ist die Graphitelektrode für das Senkerodieren.
Quellen
- Wilfried König, Fritz Klocke: Fertigungsverfahren 3, Abtragen und Generieren. Springer-Verlag: Berlin, Heidelberg 1997, ISBN 3-540-63201-8, S. 129–152.
- Alfred Reichard (Hrsg.): Fertigungstechnik 1. Verlag Handwerk und Technik: Hamburg 2000, ISBN 3-582-02311-7, S. 212.