Toleranzmanagement
Beim Toleranzmanagement handelt es sich um einen Fachbereich des Qualitätsmanagements. Dieser bildet die Brücke zwischen den Anforderungen an die Produktionsqualität einerseits und ihrer stimmigen Umsetzung entlang der ganzen Prozesskette andererseits.[1] Ziele sind die präventive Fehlervermeidung, die frühzeitige Absicherung von geometrischen Qualitätsmerkmalen sowie die Funktions- und Fertigungsfähigkeit von Konstruktionen.[2] Dadurch können in der Produktentwicklung und Produktion Kosten minimiert und Zeit gespart werden, ohne negativen Einfluss auf die Qualität des Fabrikats zu nehmen.
Abweichungen vom Nennmaß bei der Herstellung eines Produkts sind unvermeidbar. Auf Grund konträrer Anforderungen einzelner Interessensgruppen, wie Montage, Entwicklung, Lieferanten, Design usw., an das Erzeugnis, gilt es gesamthaft optimale Lösungen zu finden.[1] Als wichtigstes Werkzeug dient dazu die Durchführung einer arithmetischen und statistischen Toleranzanalyse entlang des Produktentstehungsprozesses (PEP).
Grundlagen
Das Grundprinzip des Toleranzmanagements ist die "Fehlervermeidung statt Fehlerbehebung". Dementsprechend werden mögliche Produktfehler im Laufe des Produktentstehungsprozesses vor dem Serienanlauf behoben bzw. vermieden. Hierfür wendet man ein eindeutig definiertes Konzept an.
Referenzpunktsystem
Als Grundlage für Toleranzkonzepte dient das Referenzpunktsystem (RPS). Dieses ermöglicht eine eindeutige und reproduzierbare Positionierung von Einzelteilen, Baugruppen oder Gesamtsystemen. Dadurch können Toleranzen der Bauteile zueinander genau abgestimmt und eine Durchgängigkeit der Lage über den gesamten Fertigungs-/ Prüfprozess erreicht werden.
Die 3-2-1 Regel
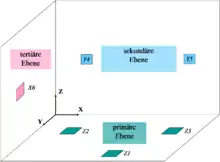
Um die Position eines freien starren Körpers im dreidimensionalen Raum festlegen zu können, muss für diesen ein Bezugssystem definiert werden, das alle sechs Freiheitsgrade einschränkt (drei translatorische und drei rotatorische Bewegungsrichtungen). Dazu benötigt man bei einem starren Körper in der Regel sechs Aufnahmepunkte, die möglichst weit auseinander liegen sollten, um eine größtmögliche Stabilität zu erreichen. Ausnahmen bilden rotationssymmetrische Körper und Systeme mit Gelenken. Das Referenzpunktsystem sollte darauf aufbauend zum einen genutzt werden, um bei Vermessungen eine Nulllage zu definieren und zum anderen als Grundlage für Aufbau- und Montagekonzepte herangezogen werden. Durch die 3-2-1-Regel wird eine Primär-, eine Sekundär- und eine Tertiärebene gebildet. Die Primärebene wird durch drei, die Sekundärebene durch zwei und die Tertiärebene durch einen Punkt festgelegt. Die entstehenden Flächen sollten idealerweise senkrecht zueinander stehen.
Generell unterscheidet man drei Anwendungsarten der 3-2-1-Regeln:
- Flächenprinzip
- Die Aufnahmepunkte werden durch Flächen in den x, y und z-Ebenen repräsentiert und legen die Position des Bauteils fest.
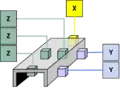
- Loch-Langloch Prinzip
- Es wird eine sekundäre und eine tertiäre Referenz durch einen Stift in einem Loch (2-Wege-Referenz) und die zweite tertiäre Ausrichtung durch einen Stift in einem Langloch (1-Wege-Referenz) abgebildet. Das Langloch gleicht eine Positionstoleranz zu anderen Referenzen aus.
- Translations-Rotations-Anschlags-Prinzip
- An der Rotationsachse bilden die Lagerstellen jeweils zwei primäre und sekundäre Referenzen. Ein Rotationsstop bildet die dritte primäre Referenz und ein Translationsanschlag die tertiäre Referenz.
 3-2-1 Regel am Beispiel des Flächenprinzips
3-2-1 Regel am Beispiel des Flächenprinzips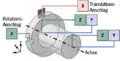 3-2-1 Regel am Beispiel des Rotations-/ Translations-/ Anschlagsprinzips
3-2-1 Regel am Beispiel des Rotations-/ Translations-/ Anschlagsprinzips
Zusätzlich zu den Hauptaufnahmepunkten, die die definierte Lage der Bauteile garantieren gibt es sogenannte Hilfspunkte, die bei biegeschlaffen Teilen zur Reduzierung der Labilität in der Bauteilaufnahme dienen.
Grundsätzlich sind bei der Anwendung der 3-2-1 Regel folgende Aspekte zu berücksichtigen:
- Durchgängige Beibehaltung der Referenzpunkte vom Einzel- bis zum Zusammenbauteil für die zu fügenden Bauteile und Baugruppen sicherstellen
- Referenzpunkte an stabilen Bereichen positionieren
- Aufnahmelöcher und -flächen parallel zum Bauteilkoordinatensystem bzw. zu lokalen Bezugstellen auslegen
- Änderungen des Bauteilbezugssystems sind zu vermeiden
- Positionierung der Bauteile über mehrere Schnittstellen vermeiden
- Toleranzen an den Stellen auswirken lassen, die weder funktions- noch kundenspezifischen Charakters sind
- Im Zusammenbau sollten die Referenzpunkte aus mess- und montagetechnischen Gründen gut zugänglich sein
Referenzpunktbenennung
Um eine genaue Identifizierung der Punkte in Referenzierungssystemen gewährleisten zu können, werden die einzelnen Referenzpunkte nach DIN EN ISO 5459 benannt. Unabhängig davon haben viele Unternehmen, beispielsweise aus der Automobilbranche, Ihre eigene Referenzpunktnomenklatur.
Toleranzanalyse
Die Toleranzanalyse ist ein wichtiger Bestandteil des Toleranzmanagements. Man unterscheidet dabei die arithmetische und die statistische Berechnung.
Funktionsmaße
Bauteile und Module sind hinsichtlich der Erfüllung von übergeordneten Qualitäts- und Funktionsmerkmalen in Abstimmung mit den beteiligten Abteilungen und Lieferanten zu bemaßen. Die dabei abgeleiteten Maße nennt man Funktionsmaße.
Die relevanten Funktionsmaße werden in einem „Anforderungskatalog“ zusammengefasst. Dieser dient der Fertigung zur statistischen Prozesssteuerung (SPC) und Fehleranalyse. Funktionsmaße für Einzelteile oder Baugruppen werden in den entsprechenden Zeichnungen dokumentiert. Daraus resultierend entstehen Toleranzdatenblätter und Funktionsmaßkataloge, die zur Abstimmung zwischen Entwicklung, Montage, Produktion und Lieferanten herangezogen werden können.
Umgang mit Ergebnissen im Produktentwicklungsprozess
Mit Hilfe von Toleranzmanagement können Fehler vermieden werden, bevor sie entstehen. Dies führt zur Reduzierung von Entwicklungs-, Fertigungs- und Nacharbeitszeiten, zur Erkennung von stylingbedingten Schwachstellen, Konzeptfehlern sowie Prozessrisiken. Geforderte Qualitätsmerkmale können eingehalten, Engstellen und Funktionen abgesichert werden.
Durch statistische Berechnung gesicherte Qualitäts- und Funktionsmerkmale dienen zur Validierung der internen Bauteil- und Konzeptanforderungen im Produktentwicklungsprozess. Das Ergebnis des Toleranzmanagements zeigt auf, ob die Zielparameter mit den vorliegenden Montage- bzw. Aufbaukonzepten sowie den verfügbaren Bauteileigenschaften erfüllt werden, beziehungsweise ob Optimierungen zur Zielerreichung notwendig sind.
Einfluss der Qualitätsmerkmale
Neben den bereits beschriebenen Funktionsmaßen ist auch erforderlich zu verstehen, wie sich Qualitätsmerkmale auf die Ergebnisse des Toleranzmanagements auswirken. Die Ausprägungen eines Qualitätsmerkmals ergeben sich aus den verschiedenen Anforderungen an ein Bauteil oder eine Bauteilgruppe.
Aus Kundensicht können das sein:
- technische Funktion
- Geometrie (Engstellen)
- Styling
- Sicherheit
Zudem ergeben sich aus der Produktion u. a. Anforderungen hinsichtlich:
- Herstellbarkeit
- Montierbarkeit
Aus der Ableitung dieser kunden- und unternehmensrelevanten Anforderungen ergeben sich im Zusammenhang mit Toleranzmanagement unter anderem
- Fugenmaße
- Versatzmaße
- Abstandsmaße
Diese wiederum entstehen aus einem meist komplexen Zusammenspiel von Einzeltoleranzen, die jeweils einen entscheidenden Einfluss auf das Qualitätsmerkmal, beziehungsweise auf die Toleranzvorgabe haben können. Die Erfüllbarkeit der Toleranzvorgaben für das Qualitätsmerkmal kann nur dann realisiert werden, wenn die im Wesentlichen wirksamen Einflussgrößen bekannt sind und im Rahmen der Berechnung Berücksichtigung finden. Hierzu ist die Teamarbeit mehrerer Spezialisten aus verschiedenen Bereichen des Produktentwicklungsprozesses von großer Bedeutung.
Prozessbeteiligte
- Design
- Entwicklung / Konstruktion
- Montageplanung /Fertigungskonzepte
- Fertigung
- Qualitätswesen
- Lieferanten
Die Durchführung einer Toleranzanalyse setzt voraus, dass seitens der Entwicklung und Planung erste Konzepte sowohl konstruktiv als auch montageseitig vorhanden sind. Erst wenn diese Informationen vorliegen, können exakte Toleranzzusammenhänge aufgezeigt und aussagekräftige Analysen durchgeführt werden. Aber auch umgekehrt werden Ergebnisse der Toleranzanalyse in den frühen Entwicklungsphasen, zur Planung erster Konzepte sowohl konstruktiv als auch montageseitig, als Orientierung und zusätzliche Unterstützung genutzt. Diese Ergebnisse basieren meistens auf Erfahrungswerten und werden meistens im Rahmen des Prozesskreislaufs ständig verändert und angepasst.
Ergebnisse des Toleranzmanagements
- Das statistische Berechnungsergebnis
prognostiziert die Toleranzspanne, innerhalb der 99,73 %* der Ergebnisse liegen. - Das arithmetische Berechnungsergebnis
liefert den Toleranzwert – den sogenannten „worst-case“ – innerhalb dessen 100 % der Ergebnisse liegen - Die Direktläuferquote
setzt eine Qualitätsvorgabe voraus und gibt Auskunft über den prozentualen Anteil der Ergebnisse, welcher innerhalb dieser Vorgabe liegen wird. Die Differenz zu 100 % muss statistisch gesehen durch Nacharbeit korrigiert werden. - Die Pareto-Analyse und die Identifizierung der Hauptbeitragsleister
zeigt den prozentualen Einfluss einzelner Toleranzen auf das Ergebnis. Damit werden die Hauptbeitragsleister ersichtlich. - Die Konzeptentscheidung und Variantenberechnung
verschiedene Konstruktions-/Montagevarianten werden berechnet und können miteinander verglichen werden. Dieser Prozess trägt zur Konzeptentscheidung bei.
Systemgrößen im Toleranzmanagementzyklus

In der folgenden Abbildung werden alle oben genannten Systemgrößen zusammengefasst und als Planetengetriebe mit Inputgrößen, Toleranzmanagementzyklus als Verarbeitungsprozess und Outputgrößen dargestellt. Die tragenden Säulen des Toleranzmanagements: das Referenz-Punkt-System, der Funktionsmaßkatalog und die Toleranzanalyse treiben als Planeten das Toleranzmanagement an, in einem ständigen Arbeitskreislauf. Aber auch umgekehrt werden diese Toleranzmanagement beeinflusst und im übertragenen Sinne angetrieben.
Einflussfaktoren auf das Ergebnis
- Optimierung der Aufnahmekonzepte von Einzelteilen
- Änderung des Montage- bzw. Aufbaukonzept (Reduzierung der Beitragsleister, Optimierung von Ausrichtkonzepten etc.)
- Anpassung / Einschränkung der Einzeltoleranzen (Herstellprozess optimieren etc.)
- Erhöhung Qualitätsfähigkeitskennzahlen einzelner Beitragsleister (Prozessfähigkeit cp bzw. Prozessfähigkeitkennwert cpk)
- Stylinganpassung (kritische Fugenverläufe entschärfen etc.)
- Aufweitung der Qualitätsvorgabe (Toleranzvorgabe)
- konstruktive Änderungen (Abstände vergrößern etc.)
* Wert variiert gemäß jeweiliger Richtlinien.
Literatur
- Martin Bohn: Toleranzmanagement im Entwicklungsprozess: Reduzierung der Auswirkungen von Toleranzen auf Zusammenbauten der Automobil-Karosserien. Diss. U Karlsruhe 1998
- Christoph Germer: Interdisziplinäres Toleranzmanagement. Logos, Berlin 2005, ISBN 978-3-8325-0954-5.
- Bernd Klein: Toleranzmanagement im Maschinen- und Fahrzeugbau. Oldenbourg, München 2006, ISBN 978-3-486-57850-8.
- Bernd Klein, Frank Mannewitz: Statistische Tolerierung: Qualität der konstruktiven Gestaltung. Vieweg, Braunschweig 1993, ISBN 3-528-06563-X.
- Roland Leuschel: Toleranzmanagement in der Produktentwicklung am Beispiel der Karosserie im Automobilbau. Freiberg 2010, urn:nbn:de:bsz:105-qucosa-68799 (Dissertation an der TU Bergakademie Freiberg).
Einzelnachweise
- Roland Leuschel: Toleranzmanagement ohne Toleranzen. Fachvortrag
- Frank Mannewitz: Toleranzmanagement im Automobilbau – Chancen und Grenzen. Fachvortrag