Shewhart-Regelkarte
Die Shewhart Regelkarte ist eine der ältesten Qualitätsregelkarten der statistischen Prozessregelung, die von dem amerikanischen Physiker der Bell Telephone Company Walter A. Shewhart im Jahre 1924 entwickelt wurde. Sie wird zur Qualitätskontrolle bei beherrschten Prozessen verwendet, um den herrschenden Zustand beizubehalten und auftretende Veränderungen anzuzeigen.
Geschichte
Übersicht
| 20er Jahre | Beginn der Verwendung der Statistik in der Industrie und der Qualitätskontrolle basierend auf den Grundlagen von W. A. Shewhart und R. A. Fisher (1890–1962). Zu diesen zählt die statistische Versuchsplanung (Design of Experiments, DOE) und die statistische Qualitätskontrolle. |
| 1931 | Erscheinung des Werks „Economic Control of Quality of Manufactured Product“ von W. A. Shewhart. |
| 1932 | W. A. Shewhart gibt Vorlesungen an der University of London zu den Themen statistische Methoden in der Produktion und Qualitätsregelkarten. |
| Zweiter Weltkrieg | Die militärischen Beschaffungsstellen der USA forderten die Einführung der statistischen Methode zur Prozessregelung in der Rüstungsindustrie und bei deren Zulieferern. Dies war der Anfang der Verbreitung der Prozesslenkung durch statistische Methoden in der Industrie. |
Entwicklung
Ausschlaggebend für Shewharts Befunde war die Entdeckung von Carl Friedrich Gauß, dass die Abweichungen der Einzelwerte vom Mittelwert einer gewissen Gesetzmäßigkeit unterliegen. Diese Erkenntnis wandte Shewhart auf die Einzelwerte eines laufenden Produktionsprozess an und bemerkte, dass nicht alle Abweichungen dieser Gesetzmäßigkeit unterlagen. Das brachte ihn zu der Erkenntnis, dass die Ursache für die Abweichungen zwei Gründe haben muss, zum einen zufällige Einflüsse („chance causes“) und zum anderen systematische Einflüsse („assignable causes“). Wobei die zufälligen Einflüsse Teil der Normalverteilung und nicht änderbar sind, während es sich bei den systematischen Einflüssen um Fehler in der Produktion handelt. Diese galt es zu identifizieren und zu eliminieren um einen optimalen Produktionsprozess zu erhalten. Das Ergebnis ist somit der ideal beherrschte Prozess. Allerdings ist es zunächst erst einmal notwendig, die systematischen von den zufälligen Einflüssen zu unterscheiden. Dies gelang Shewhart, indem er eine „Control Chart“ entwickelte. Dafür sammelte er Stichproben aus einem laufenden Produktionsprozess, die er zusammen mit dem Mittelwert und den Abweichungen in chronologischer Abfolge graphisch darstellte. Die Ergebnisse aus einem vorherigen Prozess boten ihm die Grundlagen zur Berechnung von Grenzwerten. Lag ein Prüfwert innerhalb der Grenze, war davon auszugehen, dass seine Abweichung vom Mittelwert eines zufälligen Einflusses unterlag. Lag der Prüfwert allerdings oberhalb oder unterhalb der Grenzwerte, so war die Wahrscheinlichkeit, dass es sich um einen systematischen Fehler handelt, hoch. Das überschreiten eines Grenzwertes war somit ein eindeutiges Indiz für einen Fehler in der Produktion. Diese Erkenntnisse ergaben einen großen Fortschritt in der Mess- und Regelungstechnik. Ohne sie wäre es heute nicht möglich die laufenden Produktionsprozesse in-line und in-time quantitativ zu messen und somit während des laufenden Prozesses einzugreifen.
Verwendung
Shewhart Qualitätsregelkarten werden bei beherrschten Prozessen verwendet, welche schon als befriedigend angesehen werden und deren Zustand weiterhin beibehalten werden soll. Dabei wird der Zustand als Sollzustand betrachtet und die Qualitätsregelkarte dafür verwendet um eintretende Veränderungen anzuzeigen. Als Lagekennwert fungiert entweder der Mittelwert oder der Median, während als Kennwert für die Streuung die Standardabweichung oder die Spannweite verwendet werden. Weiter werden Shewhart Qualitätsregelkarten verwendet, wenn der Prozessmittelwert konstant ist oder sich zufällig oder vorhersagbar ändert. Die Shewhart Qualitätsregelkarte reagiert sensibel auf große und kurzzeitige Veränderungen.
Arten von Shewhart-Regelkarten
- Shewhart Qualitätsregelkarten für Zählermerkmale
- np-Karte (Qualitätsregelkarte für die Anzahl fehlerhafter Einheiten in Stichproben)
- p-Karte (Qualitätsregelkarte für den Anteil fehlerhafter Einheiten in Stichproben)
- c-Karte (Qualitätsregelkarte für die Anzahl Fehler je Stichprobe)
- Shewhart Qualitätsregelkarten für kontinuierliche Merkmale
- X̅ -Spur (Mittelwert-Spur)
- x̃ -Spur (Median-Spur)
- X-Spur (Urwert-Spur)
- s-Spur (Standardabweichungs-Spur)
- R-Spur (Spannweiten-Spur)
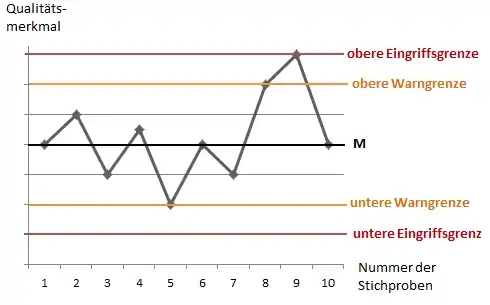
Aufbau einer Shewhart-Regelkarte
Es werden zu festgelegten Zeitpunkten in regelmäßigen Abständen Stichproben eines bestimmten Umfangs n genommen. Gemessen werden Qualitätsmerkmale. Die Messwerte X dieser Qualitätsmerkmale werden entweder in einem Vektor x als Einzelwerte zusammengefasst und so auch weiter verwendet oder aber zu einer Stichprobenfunktion verdichtet, wie z. B.: dem Mittelwert, dem Median, der Standardabweichung oder der Spannweite. Auf dem Formblatt werden die laufenden Nummern der Stichproben auf der Abszisse und die Messwerte oder die Stichprobenfunktion auf der Ordinate eingezeichnet. Weiter enthält das Koordinatensystem auf dem Formblatt meistens noch eine Mittellinie M. Diese lässt sich als Zielwert beschreiben auf welchen der Prozess geregelt werden soll. Dieser Wert kann auf verschiedene Weise ermittelt werden. Zum einen kann der Zielwert ein Sollwert aus vorgegebenen Vorschriften sein. Zum anderen kann er ein Erfahrungswert aus früheren Untersuchungen des ungestörten Prozesses sein. Oder er kann ein Schätzwert aus einem Vorlauf sein. Ein wichtigerer Bestandteil der Qualitätsregelkarte sind die Warn- und Eingriffsgrenzen. Es gibt Qualitätsregelkarten mit je einer oder zwei Warn- und Eingriffsgrenzen. Dabei liegt die eine unterhalb und die andere oberhalb der Mittellinie. Durch die Lage der eingetragenen Prüfwerte in Beziehung zu den Warn- und Eingriffsgrenzen, ergeben sich drei Möglichkeiten, die verschiedene Handlungen mit sich ziehen, welche zuvor festgelegt werden müssen. Meistens verfährt man wie folgt:
- 1. Stichprobenbefund liegt innerhalb der Warngrenze
- Der Fertigungsprozess ist ungestört, kein Eingriff ist notwendig.
- 2. Stichprobenbefund liegt zwischen Warn- und Eingriffsgrenzen
- Es liegt ein Verdacht auf eine Störung des Prozesses vor. Der Fertigungsprozess unterliegt ab jetzt erhöhter Aufmerksamkeit. Um dem Verdacht nachzugehen, können zusätzliche
- Stichproben genommen werden. Liegen diese zwischen den Warngrenzen, gilt der Verdacht als nicht bestätigt. Liegt der zusätzliche Stichprobenbefund jedoch auch außerhalb der Warngrenze, gilt der Verdacht als bestätigt und es kommt zum Eingriff in den Prozess.
- 3. Stichprobenbefund liegt außerhalb der Eingriffsgrenzen
- Es ist davon auszugehen, dass der Fertigungsprozess gestört und ein Eingriff notwendig ist. Möglicherweise müssen auch die Produkte seit der letzten Stichprobenentnahme
- nochmals überprüft werden.
Erstellen einer Shewhart-Regelkarte
Die zwei wichtigsten Punkte, die man beim Erstellen einer Qualitätsregelkarte beachten sollte, sind, dass man einen geeigneten Stichprobenumfang und einen sinnvollen zeitlichen Abstand wählt, in dem die Stichproben entnommen werden. Weiter ist es auch wichtig, sinnvolle Warn- und Eingriffsgrenzen zu setzen. Bei der Wahl des Stichprobenumfangs und der zeitlichen Abstände spielen die Kosten eine wichtige Rolle. Wählt man beispielsweise die Abstände zu kurz, so erhöhen sich die Prüfkosten, wie auch die Kosten, die bei einer Produktionsunterbrechung durch einen Eingriff anfallen. Sind die Abstände allerdings zu lang, können erhöhte Kosten durch unentdeckte Störungen entstehen. Bei einem zu großen Stichprobenumfang würden sich ebenfalls die Prüfkosten erhöhen. Meist orientiert man sich hier an den Erfahrungswerten.
Bei den Warn- und Eingriffsgrenzen liegt die Schwierigkeit in der Lage der Grenzen zur Mittellinie M. Liegen sie zu nah an M, so ist die Wahrscheinlichkeit für einen blinden Alarm erhöht. Sind sie aber zu weit weg von M, so erhöht sich die Wahrscheinlichkeit, dass eine Störung zu spät erkannt wird. Hier orientiert man sich meist an reinen statistischen Kriterien.
In der Regel setzt man die Warngrenzen so, dass die Prüfwerte mit einer Wahrscheinlichkeit von 95 % innerhalb der Warngrenze liegen. Die Eingriffsgrenzen legt man so, dass die Prüfwerte mit einer Wahrscheinlichkeit von 99 % innerhalb der Eingriffsgrenzen liegen. Dadurch ergibt sich für die Wahrscheinlichkeit α, mit der die Prüfwerte die Grenzen erreichen oder überschreiten, für die Warngrenzen 0,05 und für die Eingriffsgrenzen 0,01. Legt man jeweils zwei Grenzen fest, eine Ober- und eine Untergrenze, die den gleichen Abstand zu M (in diesem Fall der Erwartungswert) haben sollen, ergibt sich für sie jeweils die Wahrscheinlichkeit α/2. Das würde für die obere- und untere Warngrenze eine Wahrscheinlichkeit von 0,025 und für die obere- und untere Eingriffsgrenze eine Wahrscheinlichkeit von 0,005 ergeben.
Eine weitere Möglichkeit ist, die Warn- und Eingriffsgrenzen mit Hilfe der Standardabweichung festzulegen. Bei einer Stichprobenfunktion Y, die bei einem ungestörten Prozess einen Erwartungswert µY (Wert von M) und eine Standardabweichung ơY besitzt, ergeben sich die Warngrenzen bei den Werten µY ± 2ơY und die Eingriffsgrenzen bei den Werten µY ± 3ơY.
Literatur
- Shewhart-Regelkarte. auf: faes.de, abgerufen am 5. Juni 2016.
- Deutsche Gesellschaft für Qualität e.V. (Hrsg.): SPC2-Qualitätsregelkartentechnik (DGQ-Schrift Nr.16-32). 4. Auflage. Beuth Verlag, Berlin/ Köln 1992, ISBN 3-410-32827-0.
- Gerhard Linß: Qualitätsmanagement für Ingenieure. 3. Auflage. Hanser Verlag, 2011, ISBN 978-3-446-41784-7.
- Herbert Vogt: Methoden der Statistischen Qualitätskontrolle. B.G. Teubner, Stuttgart 1988, ISBN 3-519-02627-9.
- Horst Rinne, Hans-Joachim Mittag: Statistische Methoden der Qualitätssicherung. Hanser Verlag, München/ Wien 1989, ISBN 3-446-15503-1.
- Tilo Pfeifer, Robert Schmitt: Masing Handbuch Qualitätsmanagement. 6. Auflage. Hanser Verlag, 2014, ISBN 978-3-446-43431-8.