Kohlenwertstoffanlage
Die Kohlenwertstoffanlage (Nebenanlage, Weiße Seite) einer Kokerei hat die Aufgabe, mit verschiedenen Verfahren die im anfallenden Rohgas enthaltenen Kohlenwertstoffe von diesem zu trennen. Kohlenwertstoffanlagen lassen sich mit einem Chemiebetrieb vergleichen. Wichtigste Kohlenwertstoffe sind Rohteer, Rohbenzol, Ammoniak (Stickstoff), Schwefelwasserstoff (Schwefel). In den Kohlenwertstoffanlagen (KW-A) werden physikalische und chemische Verfahren angewandt, um die Kohlenwertstoffe und die erforderlichen Gasqualitäten zu gewinnen.
Geschichte und Hintergrund
Bereits Anfang der 1840er Jahre eröffneten englische Unternehmen in den größeren Städten Kontinentaleuropas Gaskokereien zur Leuchtgaserzeugung. Die neue Technik erlebte einen raschen Aufschwung, bereits 1860 verfügten mehr als 220 deutsche Städte über mindestens eine Gasanstalt[1]. 1849 wurde im Ruhrgebiet erstmals Steinkohlenkoks zur Verhüttung eingesetzt. Technische Fortschritte im Bergbau machten es möglich, die für die Kokserzeugung besonders geeignete Fettkohle aus größerer Tiefe zu fördern. Eine stürmische Entwicklung setzte ein, in deren Verlauf fast jede Zeche, die Fettkohle förderte, eine Kokerei errichtete.
Das erzeugte Gas wurde zunächst lediglich für die Beheizung der Koksöfen genutzt, Überschüsse abgefackelt oder zur Erzeugung von Dampf genutzt. Bei den Leuchtgasfabriken stellte das Gas jedoch das Hauptprodukt dar und es war notwendig das Gas vor der Einspeisung in das Rohrnetz von unerwünschten Stoffen zu befreien. Hierzu zählten zunächst der bei der Kühlung des Gases anfallende Steinkohlenteer und das Ammoniakwasser. Diese wurden als Abfallprodukte angesehen: Der Teer zumeist auf oder nahe dem Gaswerksgelände vergraben und das Ammoniakwasser in Sickergruben abgelassen. Oder wo dies möglich war, als Düngemittel genutzt. Aufgrund der enthaltenen Phenole und Rhodanide war das jedoch nur außerhalb der Vegetationsphasen möglich.
Der noch im Gas vorhandene Schwefelwasserstoff wurde mit aus Raseneisenerzen bestehender Reinigungsmasse entfernt. Benzole und höhere Kohlenwasserstoffe waren erwünschte Begleitstoffe, da sie die Leuchtkraft des Gases in den damaligen Schwalbenschwanzbrennern ausmachten. Teilweise wurden diese dem Gas nachträglich zugesetzt, das Gas karburiert. Die technischen Verbesserungen der Kokereien sorgten dafür, das auch die Betriebe im Ruhrgebiet ihre Gasproduktion erhöhen und dieses vermarkten konnten. Dafür wurden die Reinigungsverfahren der Gasanstalten übernommen.
Im letzten Drittel des 19. Jahrhunderts setzte sich der industrielle Aufschwung auch im chemisch-wissenschaftlichen Bereich fort, man entdeckte den Steinkohlenteer und das Benzol als wertvolle Rohstoffe für die chemische Industrie und das sich aus Ammoniak mit dem Chilesalpeter vergleichbarer Kunstdünger herstellen lässt. Innerhalb weniger Jahre wurden aus Abfallprodukten gefragte Wertstoffe, die den Kokereien neue Einnahmequellen erschlossen und teilweise die alten, Gas und Koks, überflügelten. Man begann jetzt das Ammoniak mit Wäschern gezielt aus dem Gas zu entfernen, zu reinigen und z. T. schon auf den Kokereien daraus Düngemittel zu produzieren.
Seit der Erfindung des Glühstrumpfes 1885 durch Auer war auch das im Gas enthaltene Benzol ein nicht mehr erwünschter Begleitstoff und man begann das Benzol mit Waschöl zu entfernen und als Rohbenzol zu destillieren. Ab den 1920er Jahren ging man dazu über, die für die Düngerproduktion benötigte Schwefelsäure nicht mehr zuzukaufen, sondern aus dem im Gas enthaltenen Schwefelwasserstoff selbst herzustellen. Dazu wusch man den Schwefelwasserstoff aus, trennte ihn von der Waschlauge und verbrannte ihn in Kontaktöfen zu Schwefelsäure.
Aufgabenstellung
Das Ziel einer KW-A ist es, so kostengünstig wie möglich verkaufsfähige Produkte zu erzeugen und dabei die Umweltbelastung so gering wie möglich zu halten. Die Qualitätsanforderungen an alle Erzeugnisse müssen hierbei erfüllt werden.
Bestandteile des Rohgases einer mittleren Einsatzkohle (Auszug):
- Rohteer 100 – 125 g/m³ i.N.
- Rohbenzol ~ 30 g/m³ i.N.
- Ammoniak 6 – 9 g/m³ i.N.
- Schwefelwasserstoff 7 – 11 g/m³ i.N.
- Blausäure 0,5 – 1 g/m³ i.N.
- Phenole 1,8 – 3,6 g/m³ i.N.
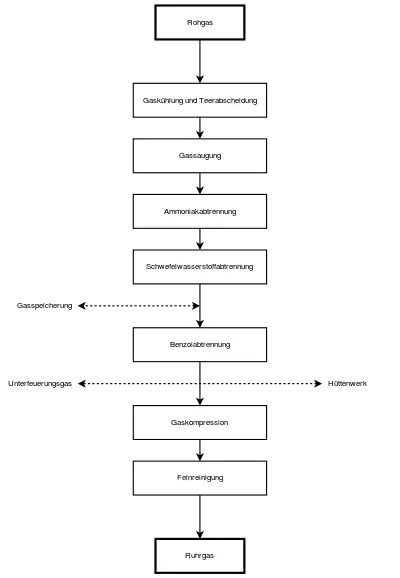
Das Kokereigas oder Koksofengas wird von Gassaugern durch die Wäscher und Elektrofilter der Niederdruckgasreinigung geleitet. Die Niederdruckgasreinigung besteht im Wesentlichen aus:
- Gaskühlern,
- Teerabscheidern,
- Elektrofilter,
- Ammoniakwäscher,
- H2S-Wäscher,
- Benzolwäschern.
Dieses teilgereinigte Gas wird z. B. zur Unterfeuerung der Koksofenbatterie verwendet. Das Kokereigas wurde auch in das öffentliche Gasnetz als Stadtgas eingespeist. Dazu wurde das teilgereinigte Gas Hochdruckverdichtern zugeführt und auf 7 – 10 bar verdichtet. Die Verdichtung erfolgte durch Hochdruckkolbenverdichter, Turboverdichter und in letzter Zeit sind auch Schraubenverdichter eingesetzt worden. Da das teilgereinigte Gas noch einen erheblichen Teil schädlicher Bestandteile enthält, musste eine Feinreinigung nachgeschaltet werden. Diese besteht z. B. aus:
- Nachkühlern,
- Feinfiltern mit Raseneisenerzbett zur Bindung des noch enthaltenen Schwefelwasserstoffs,
- Hochdruckbenzolwäscher,
- Kältetrockner zur Einstellung des Taupunktes.
Das endgereinigte Gas stellte das Stadtgas dar und wurde in die öffentlich Gasversorgung eingeleitet. Im Ruhrgebiet wurde die Gasversorgung in den 1970er Jahren auf Erdgas umgestellt. Abnehmer des gereinigten Kokereigases der Kokerei Prosper war die „Ruhrgas AG“.
Einzelnachweise
- Ehemalige Gaswerk- und Zechen-Kokereistandorte in Nordrhein-Westfalen, in USWF 12/2000 doi:10.1007/BF03038047
Literatur
- Payer/Baum, Gasreinigung und Nebenproduktengewinnung (PDF-Datei; 4,8 MB)