Feile
Feilen sind vielschneidige Zerspanungswerkzeuge zum Bearbeiten von Werkstücken durch Materialabtrag. Das Fertigungsverfahren heißt Feilen.

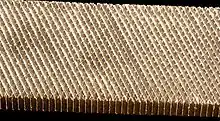
Feilenrohlinge werden aus legiertem Werkzeugstahl geschmiedet. Die Zähne werden als durchgehende Linien in das Feilenblatt eingehauen oder eingefräst. Gehauene Zähne haben meist einen negativen Spanwinkel, der Materialabtrag geschieht schabend. Gefräste Zähne haben einen positiven Spanwinkel, wodurch sie in das Material schneiden. Die Zähne werden häufig kreuzweise eingehauen, damit die Späne besser gebrochen werden.[1]
Die linienförmige Zahnung unterscheidet die Feile von der Raspel, die mit einzelnen Zähnen versehen ist.
Die Feile ist ein klassisches Handwerkzeug. Es gibt Feilen in verschiedenen Formen als Handwerkzeug und für Feilmaschinen als rotierendes Werkzeug oder als oszillierendes Werkzeug.
Man unterscheidet Feilen nach Form, Hieb und Einsatzgebiet. Feilen werden insbesondere in der Schlosserei, im Maschinenbau, Werkzeugbau, Form- und Modellbau, zum Zurichten von Werkstücken, sowie zum Schärfen und Entgraten eingesetzt.
Spezielle besonders harte Feilen können zur Bearbeitung von gehärtetem Stahl eingesetzt werden, etwa solche mit Diamantbelag.
Aufbau
Das Feilenblatt ist ein- oder mehrseitig gezahnt und geht meist an einem Ende in die Feilenangel über. Traditionell ist die Feilenangel ungehärtet und läuft spitz zu einem Dorn zu, um dort einen Griff aufschlagen zu können, der in der Regel aus Holz oder Kunststoff besteht und auch Feilenheft genannt wird. Um ein Aufspalten des Holzes beim Eintreiben der Angel zu verhindern, wird das gelochte Ende des Hefts häufig von einer Metallhülse mit Bund umfasst, die Zwinge genannt wird.
Der gehauene oder gefräste Feilen-Rohling wird gehärtet. Die Angel wird entweder nicht mitgehärtet oder anschließend durch Erhitzen wieder weichgeglüht, um ihr eine gewisse Elastizität zu verleihen.
Feilenarten
Nach Größe und Länge unterscheidet man absteigend Arm-, Hand-, Schlüssel- und Nadelfeilen.
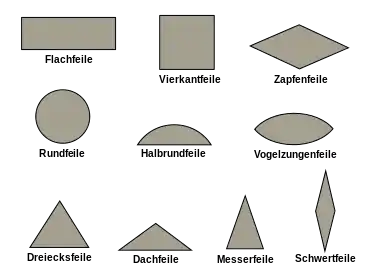
Nach der Form des Querschnitts unterscheidet man:
- Barettfeilen
- Dachfeile
- Dreiecksfeile
- Dreikantfeilen
- Flachfeilen/Flachstumpffeile
- Flachspitzfeilen
- Halbrundfeilen
- Keilbahnfeilen
- Messerfeilen
- Rundfeilen
- Schwertfeilen
- Vierkantfeilen
- Vogelzungenfeilen
- Zapfenfeile
- Eichenfeile
Diamantfeilen eignen sich auch zur Bearbeitung gehärteter Stähle. Sie haben weder Hieb noch Zahnung, sondern werden wie Schleifmittel galvanisch mit Diamantpartikeln unterschiedlicher Körnung belegt.
Zum Nacharbeiten beschädigter Gewinde verwendet man Gewindefeilen.
Schuhmacherraspeln werden mit abgerundetem Enden und Rand hergestellt und können mit einer oder zwei bloßen Händen geführt werden.
Hieb
Die linienförmigen Einkerbungen auf dem Feilenblatt werden als Hieb bezeichnet. Damit die Späne abfließen können, verläuft der Hieb meist schräg oder bogenförmig zur Feilenachse. Nach der Hiebart unterscheidet man Einhieb, Kreuzhieb und Raspelhieb.
Der Einhieb kann quer zum Feilenblatt, leicht schräg oder im Bogen verlaufen. Die einhiebige Form findet vorwiegend Verwendung zur Bearbeitung weicher Werkstoffe und zum Schärfen von Werkzeugen.
Beim Kreuzhieb kreuzen sich die Einkerbungen in einem spitzen Winkel. Der zuerst hergestellte Hieb wird als Unterhieb, der zweite als Oberhieb bezeichnet. Die Zähne des Unterhiebs werden dabei in der Regel dichter beisammen und tiefer eingehauen als der Oberhieb. Da Unter- und Oberhieb nicht parallel zueinander verlaufen, ergeben sich (unregelmäßig) versetzte rautenförmige Zähne, wodurch der Span gebrochen und der Riefenbildung entgegengewirkt wird. Der Kreuzhieb eignet sich besser zur Bearbeitung härterer Werkstoffe wie Eisenmetallen, nicht jedoch für gehärtete Werkstoffe.
Beim Raspelhieb zur Bearbeitung von weichen und faserhaltigen Werkstoffe wie Leder und Holz sitzen die Zähne punktförmig und einzeln auf dem Feilenblatt.
Gefräste Feilen werden in der Regel mit bogenförmigem oder schräg verlaufendem Einhieb hergestellt. Schrägverzahnte Feilen haben dabei meist eingearbeitete Spanbrechernuten. Ihr Einsatzgebiet ähnelt dem der Raspel.
Hiebzahl und Hiebnummer
| Hiebnummer | Bezeichnung | Hiebzahl |
|---|---|---|
| 0 | Grob-Feile | 4,5–10 |
| 1 | Schrupp-Feile | 5,3–16 |
| 2 | Halbschlicht-Feile | 10–25 |
| 3 | Schlicht-Feile | 14–35 |
| 4 | Doppelschlicht-Feile | 25–50 |
| 5 | Feinschlicht-Feile | 40–71 |

Die Hiebzahl ist die Anzahl der Hiebe pro Zentimeter in Längsrichtung des Feilenblattes, bei Raspeln die Anzahl der Zähne pro Quadratzentimeter.
Die Hiebnummer teilt die möglichen Hiebzahlen unter Beachtung der Feilenlänge in Bereiche auf, welche nach DIN 8349 genormt sind. Diese Abhängigkeit bewirkt, dass Feilen mit gleicher Hiebnummer, egal welcher Länge, immer die gleiche Anzahl an Hieben über die Blattlänge aufweisen. Kurze Feilen haben entsprechend einen feineren Hieb als lange Feilen mit der gleichen Hiebnummer.
Die Hiebnummer ist auf der Feile oft kurz oberhalb der Angel eingeschlagen.[1]
Häufig werden Werkstattfeilen mit Hiebnummer 1 bis 4 eingesetzt. Präzisionsanwendungen benötigen feinere Teilungen bis zu Hieb 8 oder sogar Hieb 10, was bei 200 mm Feilenlänge 10.000 Hieben entspricht.
Raspeln werden mit den Hiebnummern 1, 3 und 5 hergestellt
Gefräste Feilen werden nach der Zahnung 1, 2 und 3 eingeteilt in grob, mittel und fein.
Handhabung
Das Feilenblatt endet zumeist in einem vierkantigen und spitz zulaufenden Dorn, der in ein passend stufig vorgebohrtes Loch im Heft geschlagen wird.
Feilen für groben Einsatz werden fest mit einem hölzernen Heft verbunden, indem das spitze Ende der Angel erhitzt wird, bis sich gerade eine beginnende Rotglut wahrnehmen lässt. Das Feilenblatt wird dann zum Aufbrennen in das Loch im Holzgriff geschlagen.[1]
Empfindliche Feilen und solche mit gehärteter Angel werden nicht erhitzt, sondern lediglich in das hölzerne Heft gesteckt. Ohne den Einsatz eines Hammers wird die Feile dann durch Aufschlagen des Heftes allein durch die Schwungmasse des Feilenblatts in den Griff getrieben.
Runde Griffe erlauben eine individuelle Handhaltung. Kunststoffgriffe haben häufig einen rechteck-ovalen Querschnitt, der ein Gefühl für die Ausrichtung der Feile gibt.
Flachfeilen werden auch ohne Angel und Griff angeboten, um auch größeren Flächen schlichten zu können. Eine leichte Balligkeit oder Konizität im vorderen Drittel der meisten Feilen erlaubt auch punktuelle Bearbeitungen kleiner Stellen.
Kleine Feilen wie Schlüsselfeilen werden häufig nicht mit separatem Griff verwendet, sondern besitzen stattdessen angeformte blattförmige Griffflächen, die oft auch mit Kunststoffüberzug (z. B. Schrumpfschlauch) verwendet werden.
Die Rasterung des Kreuzhiebs sollte in der Regel weder in genau längs noch quer zum Blatt der Feile verlaufende Linien verlaufen, damit sich beim Feilen keine Riefen im Material bilden. Bei Führung der Feile in der rechten Hand sollte das Blatt leicht streifend nach rechts geführt werden, um ein gleichmäßiges Schliffbild zu erzielen. Bei groben Feilen empfiehlt es sich zudem, die Bewegungsrichtungen zu wechseln.
Maschinenfeilen werden meist an beiden unbehauenen Enden in Halterungen eingeklemmt.
Zur Bearbeitung von weichem Material werden häufig Feilen mit gefrästen Zähnen und positivem Spanwinkel verwendet, da diese das Material schneiden, statt zu schaben. Bei Verwendung mit hartem Material würden sich diese Zähne zu schnell abnutzen. Auch wenn sich bei der Bearbeitung von Leichtmetall die Zahnung mit dem abgetragenen Material zusetzt, sollte auf eine Leichtmetallfeile mit negativem Spanwinkel zurückgegriffen werden.[1]
Zum Reinigen einer Feile kann eine Messingbürste oder eine spezielle Feilenbürste mit kurzen und leicht abgewinkelten Drähten verwendet werden. Hartnäckige Verunreinigungen können mit einem Blechstreifen aus den Zähnen gekratzt werden. Um das Verkratzen der bearbeiteten Oberfläche durch in den Zähnen verklemmte Partikel zu verhindern, kann die Feile mit Schlämmkreide oder Tafelkreide eingestrichen werden. Die Kreide wird regelmäßig ausgebürstet und erneuert.[1]
Eine stumpfe Feile erkennt man an der glänzenden Zahnfläche beim Blick gegen das Licht. Auch durch die versehentliche Bearbeitung von Bauteilen aus gehärtetem Stahl entstehen stumpfe, blanke Flächen auf der Oberfläche der Feile.
Die Härte eines Materials kann man ermitteln, indem man mit der ungezahnten Seitenfläche einer Feile darüberstreicht. Wenn die Stelle der Feile dadurch blank gerieben wird, ist das Material zu hart, um es mit dieser Feile bearbeiten zu können.[1]
Siehe auch
Literatur
- Rolf-Dieter Blumer, Markus Numberger, Lisa Masen: Die historische Feilenschleiferei Burr in Königsbronn. Zur Geschichte eines Industriemuseums im Brenztal. In: Denkmalpflege in Baden-Württemberg, 42. Jg. 2014, Heft 1, S. 39–41, ub.uni-heidelberg.de (PDF; 400 kB)
Weblinks
Fußnoten
- Jens Meyer: Grundkurs Metall, 1. Teil - Späne machen, ganz von Hand, # 41, In: Autoschrauber.de, 5. Oktober 2014