Falzmaschine
Die Falzmaschine ist eine Maschine, die in der industriellen Buchbinderei eingesetzt wird. Sie dient bei großen Auflagen zum wirtschaftlich effizienten Falzen von fertigen Produkten, wie Hefte, Folder und Landkarten sowie unfertiger Druckbogen, die nach der Falzung durch andere Maschinen ihre Endverarbeitung erfahren.
Geschichte und heutiger Einsatz
Im Jahre 1847 ließ der Engländer Thomas Birchall aus Ribbleton Hall in Lancaster eine mechanische Konstruktion zum Falten von Zeitungen patentieren. Auf der Londoner Weltausstellung von 1851 wurde die erste Falzmaschine des Erfinders Black vorgestellt. Die Konstruktion bestand noch aus Holzteilen und war nur für zwei Brüche eingerichtet, stündlich falzte sie annähernd 1000 Bogen. Nachdem Friedrich Koenig die Schnellpresse erfunden hatte und damit den Buchdruck schon am Beginn des Jahrhunderts revolutioniert hatte, ging 1863 die erste Rollenrotationsmaschine in Betrieb. Die Schweizer Firma Martini in Frauenfeld befasste sich seit 1860 mit der Konstruktion von Falzmaschinen. Die Leipziger Maschinenfabrik Hugo Koch stellte 1862 die erste Falzmaschine auf einer Messe des Börsenvereins vor. Die Einführung des Rasterdrucks 1882 vereinfachte die Reproduktion von Fotografien, die Buchproduktion stieg dadurch rasant an. Mit der Gründung der Firma Preusse & Co in Leipzig wurde die graphische Industrie im Deutschen Reich begründet. 1885 wurden im Reich die ersten Fadenheftmaschinen in Betrieb genommen. Ab 1890 liefen in deutschen Großbuchbindereien erste Falzmaschinen, bei denen die Bogen per Hand anzulegen waren. Innerhalb von 12 Stunden konnten dabei annähernd 20.000 Bogen gefalzt werden – etwa das Sechsfache der Tagesleistung eines geschickten Handfalzers. Gustav Kleim konstruierte 1893 die erste automatische Schwertfalzmaschine, welche 1895 von der Firma Gebrüder Brehmer vermarktet wurde.
Die heutigen Modelle von Falzmaschinen sind technisch so ausgereift, dass schon halbautomatische Modelle bei der Parallelfalzung bis zu 7000 Bogen in der Stunde verarbeiten können. Eine Falzmaschine falzt einen flach liegenden Druckbogen (Planobogen), der zuvor das doppelte, vier-, acht- oder vielfache Format des fertigen Druckerzeugnisses haben kann. Die fertigen Bogen werden der weiteren industriellen Produktion zugeführt und durch moderne Sammelhefter, Fadenheftmaschinen oder Klebebinder weiterverarbeitet.
Einrichtungsfunktionen
Bogenanlage
Der zu verarbeitende Bogenstapel wird mittels Paletten nach dem Druckvorgang zur Falzmaschine angeliefert. Je nach Konstruktionsart werden die Bogen auf einem Rund- oder Flachstapelanleger händisch aufgelegt oder über einen Palettenanleger direkt zugeführt.
Am Beginn des Falz-Prozesses ist die richtige Falzanlage zum richtigen Einrichten der Maschine für die buchbinderische Weiterverarbeitung unumgänglich. Eine vom Druck am Bogen vormarkierte Anlagemarke gibt den Facharbeitern der Druck-Endfertigung (Buchbinderei) die nötige Anweisung darauf, an welcher Seite der offene Bogen auf der Falzmaschine angelegt werden muss. Der Facharbeiter darf die Anlage seiner Falzmaschine nicht verkehrt setzen, wenn er verhindern will, dass die vorgegebenen Seitenzahlen auch richtig angeordnet bleiben sollen. Das heißt, dass die Bogen immer mit der gleichen Papierkante voraus in die Falzmaschine laufen müssen. Deshalb wird die Druckanlage von der Druckvorstufe vorgegeben, und auch der Drucker ist an diese Vorgabe gebunden. Die immer gleiche Anlage jedes einzelnen Bogens stellt besonders beim Buchdruck sicher, dass der vorgegebene Satzspiegel nach dem Falzvorgang immer an der gleichen Stelle steht, an der entgegengesetzten Ausrichtung des Bogens können beim Falzen aber kleinere Längendifferenzen ausgeglichen werden. Für maximal 16-seitige Produkte gibt es eine einfache Regel. Die Anlage soll immer auf den Bogenseiten 3/4 stehen, außer bei 16 Seiten Hochformat. Da steht sie auf den Seiten 5/6.
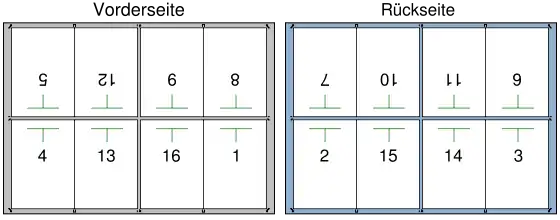
Das obige Beispiel zeigt die Seitenverteilung beim häufigst angewendeten Kreuzbruchfalz für einen 16-seitigen Druckbogen. Acht Seiten kommen auf die Vorder- und acht Seiten auf die Rückseite. Nach dem Druck wird das Papier zuerst vertikal gefalzt (Seite zwei fällt auf Seite drei), dann horizontal (Seite vier fällt auf Seite fünf) und schließlich nochmals vertikal (Seite neun fällt auf Seite acht). Der von der Falzmaschine erzeugte Bruch am Kopf und Rücken der Druckbogen dient bei einer nötigen Weiterverarbeitung auch als neue Anlage. Die Satzspiegel der fertig gefalzten Bogen liegen jetzt exakt übereinander. Zusätzliche außerhalb des Satzbildes angebrachte Schneidzeichen und Falzmarken erleichtern die Arbeit des Maschinenführers beim Falzen, diese Zeichen werden nach dem späteren Endbeschnitt nicht mehr sichtbar sein.
Falztechnik und Arbeitsablauf
.jpg.webp)
Der Einzug der einzelnen Bogen in das erste Falzwerk erfolgt mittels von Kompressoren erzeugter Saugluft. Zur Sicherstellung, dass immer nur ein Bogen eingezogen wird, kontrolliert eine Doppelbogenkontrolle den ordnungsgemäßen Einzug. Für den Weitertransport des Bogens sind an allen Falzwerken schräg laufende Transportwalzen zuständig, welche das Produkt zur jeweiligen Anschlageinstellung führen, wo dann die Falzung anhand des Schwert- oder Stauchfalzsystems erfolgt. Bei der Taschenfalzmaschine steht grob gesehen das erste Falzwerk für die Parallelbrüche und jedes angeschlossene weitere Falzwerk für weitere Kreuzbrüche. Pro Falzwerk können bis zu 6 Taschen eingesetzt werden, die abwechselnd nach oben und unten angeordnet sind. Der Falzvorgang bei Taschenfalzmaschinen beruht auf das Prinzip des Stauchfalzes. Bei diesem System bilden immer drei Falzwalzen und eine Falztasche die nötige Einheit zur Bildung eines Falzes. Die drei am Prozess beteiligten Falzwalzen stehen etwa im rechten Winkel zueinander, auf der offenen Seite sitzt die jeweilige Falztasche, in welche der einlaufende Papierbogen durch eine vorgestellte Anlage gestoppt wird. Der den drei Falzwalzen gegenüberstehende vordere Teil der Falztasche ist rundlich und wird als Taschenmund bezeichnet, der wiederum in eine Ober- und Unterlippe geteilt ist. Vorbei an der Oberlippe trifft der Bogen im sogenannten Stauchraum auf die Unterlippe der vorderen Tasche, wird von seiner bisherigen Richtung abgelenkt und sucht seinen Ausgang in der nächsten Falzeinheit. Durch die vordere Stellung des Taschenmundes bereits vorgebogen und durch das nachtransportierte Bogenhinterteil gedrängt, gerät der vordere Bogenteil in die sich gegenlaufenden Paare der folgenden Walzeinheit, wird eingezogen und gleichsam am Falz ausgewalzt. Die vorgesehene Bruchstelle des Papierbogens kann durch exakt an den Walzen montierte Riller- oder Perforierer vorbearbeitet werden, was den folgenden Falzakt zusätzlich erleichtert.
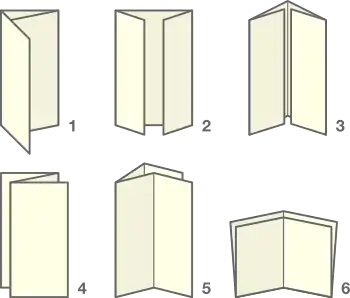
2. Fensterfalz (Altarfalz)
3. achtseitiger Fensterfalz (Altarfalz)
4. Leporello- oder Zickzackfalz
5. Parallelmittenfalz
6. Kreuzfalz
Die Möglichkeiten der Falzarten beim Taschenfalz sind durch Ersetzung der Taschen durch sogenannte Weichen oder mit Einsatz von Zusatzaggregaten nahezu grenzenlos. Die der ersten Falzstation wie im Baukastensystem nachfolgenden Falzwerke können in ihrer Position entsprechend den Erfordernissen verändert werden: linear als weitere Parallelfalzstation zur Herstellung von mehreren Leporellofalzbrüchen oder je im rechten Winkel zu der vorangehenden Station, so dass auch die üblichen Kreuzbruchfalzarbeiten ausführbar sind. Je nach der gewählten Position der einzelnen Falzwerkeinheiten können die verschiedensten Falzvarianten ausgeführt werden. Jedes Falzwerk verfügt über einen eigenen Antrieb, so dass infolge der kürzeren Einlauflänge des Papierbogens bei der zweiten und dritten Station mit der jeweils benötigten reduzierten Laufgeschwindigkeit produziert werden kann. Moderne Zusatzaggregate ermöglichen heutigen Falzmaschinen, die Bogen mittels computergesteuerter Heißklebeanlagen ineinander zu verbinden, so dass ein nachheriges Heften über den Sammelhefter nicht mehr nötig ist. Des Weiteren können auch Adressiersysteme angebracht werden und mittels Inkjet-Verfahren im Falzablauf integriert werden.
Sind die Papierbogen im letzten Falzwerk auf das vorgesehene Endformat gefalzt, werden sie über Transportbänder weiter in einen Kreuzausleger oder direkt dem nächsten Arbeitsprozess zugeführt. In Kleinbetrieben werden die Bogen nach dem Austritt aus dem letzten Falzwerk in eine Pressstation (packartiger Ausstoß) geführt oder auf eine Schuppenauslage (fächerartiger Ausstoß) weitertransportiert, händisch geradegestoßen und zur weiteren Verarbeitung auf Paletten abgestellt.
Falzsysteme
Schwertfalzmaschinen
Im vorigen Jahrhundert die am meisten benutzte Urform einer Falzmaschine, diese Falzsysteme bewährten sich besonders beim Kreuz- und Dreibruch umfangreicherer Drucksorten. Wegen der langen Einstellzeit wurden diese Maschinen heute durch die flexibleren Taschenfalz-Systeme ersetzt. Das Schwertfalz-Prinzip besteht im Wesentlichen darin, dass ein Schwert parallel in zwei gegeneinanderlaufende Walzen geführt wird und der dazwischenliegende Bogen durchgezogen und dabei gefalzt wird. Diese Art des Falzens findet auch heute bei Kombifalzanlagen häufig Anwendung.
Taschenfalzmaschinen
Die gängigste moderne Maschinenart, zumeist mit drei Falzwerken ausgestattet, im Hauptwerk mit vier oder sogar sechs Taschen ausgestattet. Maschinen dieses Typs können fast jede Art von Zick-Zack- Wickel- und Fensterfalz herstellen sowie je nach Anzahl der angeschlossenen Falzwerke Kreuzbrüche mit 8, 16 oder 32 Seiten verarbeiten. Mit Zusatzaggregaten ist es auch möglich, die Maschine mit Schwertfalzsystemen zu bereichern.
Kombinierte Falzmaschinen
Maschinen, welche sowohl das Taschenfalz- wie auch das Schwertfalzsystem vereinigen.
Bekannte Hersteller
- Stahl (seit 1999 Heidelberger Druckmaschinen)[1][2]
- Baumfolder
- MBO Maschinenbau Oppenweiler Binder (seit 2020 Komori)[3]
- Herzog + Heymann GmbH
- GUK-Falzmaschinen Griesser & Kunzmann GmbH & Co. KG
- Mathias Bäuerle GmbH
- FRAMA
- Francotyp-Postalia
- Neopost
Siehe auch
Literatur
- J.R. Jungmayer: Reproduktions- und Drucktechnik. Leykam Verlag, Graz
- Alfred Furier: Falzen in der Praxis. STAHL GmbH & Co, Ludwigsburg 1983