Drahtsägen
Als Drahtsägen wird im Allgemeinen das Herstellen von Wafern für die Photovoltaik- und Halbleiterindustrie bezeichnet. Dabei handelt es sich um ein mechanisches Trennverfahren für Silicium und anderen Halbleiter-Werkstoffen, wie Galliumarsenid oder Indiumphosphid, das fachlich korrekt als Trennläppverfahren (Läppen) mit ungebundenem Schneidkorn und ungerichteter Schneide bezeichnet wird.
Eine weitere Form des Drahtsägens, die in diesem Artikel nicht weiter behandelt wird, ist das Sägen mit Diamantdraht, wobei hier das Diamantkorn am Draht gebunden vorliegt. Somit ist dann kein Läppmittel mehr erforderlich. Großformatige Werkstücke und Felsgestein werden auch mit der Seilsäge geschnitten, deren Sägeseil aus einem Stahlseil und hülsenförmigen Diamant-Segmenten zusammengesetzt ist.
Prozessbeschreibung
Als Schneidkorn wird fast ausschließlich Siliciumcarbid verwendet. Als Trägermedium für das Schneidkorn dienen Glycole oder Öle. Diese Betriebsstoffe verzögern durch ihre hohe Viskosität eine schnelle Ablagerung (Sedimentation) der Schneidkörner. Die Suspension aus Trägermedium und Schneidkorn, die als Läppmittel dient, wird auch als Slurry[1] bezeichnet.
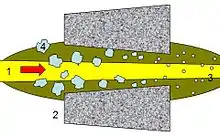
Wie in der Prozessskizze rechts dargestellt, taucht ein dünner Draht mit einem Durchmesser von etwa 100 bis 140 µm, der als Werkzeug dient, in die Slurry-Suspension ein und zieht das an der Drahtoberfläche haftende Slurry samt den enthaltenen Siliciumcarbid-Körnern (4) in den Sägespalt des Siliciumblocks (2) hinein. Hier kommt es zum spanenden Trennen. Die Schneidkörner (4) werden mit Hilfe des Drahtes (1) bei definierter Bearbeitungsgeschwindigkeit durch den Sägespalt gezogen und reißen kleine Silicium-Partikel aus dem Festkörper (2). Das Abtragsvolumen ist dabei sehr stark von der Kornform und der Korngrößenverteilung des Siliciumcarbid-Korns (4) abhängig. Die Siliciumcarbid-Körner (3) verschließen stark und werden innerhalb des Sägespalts immer kleiner. Ebenso stark verschleißt der Draht und verliert innerhalb des Prozesses ca. 5–10 % seines Durchmessers. Durch die hohe mechanische Beanspruchung kann der Draht nicht wiederverwendet werden.
Technik
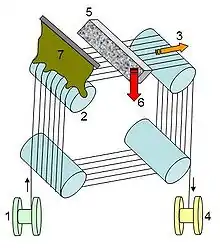
Von der Abwickelspule (1) wird der Draht am Einlauf über Drahtführungsrollen (2) in Umlaufrichtung (3) voran transportiert, bis er schließlich über die Aufwickelspule (4) am Drahtauslauf wieder aufgewickelt wird. Die Siliziumsäule (5) wird in Vorschubrichtung (6) in das Drahtfeld geführt und aufgeteilt. Über eine Düse (7) wird Slurry auf das Drahtfeld aufgetragen. Der Draht zieht die anhaftende Slurry in den Sägespalt der Siliziumsäule und schneidet viele nah beieinander liegende, dünne Wafer, die je nach industrieller Anwendung zwischen 100 und 350 µm Dicke aufweisen können. Die beschriebene Technik wird bei den weltweiten Drahtsäge-Maschinenherstellern, wie beispielsweise bei Meyer Burger Technology oder bei Applied Materials angewendet.[2][3]
Prozesskennzahlen
Während in der Halbleiterindustrie die geschnittenen Wafer geschliffen und poliert werden, um eine glatte Oberflächen zu erhalten, ist dieser Prozessschritt bei den dünnen Wafern der Photovoltaik nicht möglich. Umso wichtiger ist die Herstellung einer glatten Waferoberfläche ohne Sägemarken bei konstanter Waferdicke durch den Sägeprozess.
Wichtige Kennzahlen im Prozess der Waferherstellung sind die Vorschubgeschwindigkeit des Tisches, mit der das Siliziumsäulenstück in das Drahtfeld eintaucht, und die Drahtgeschwindigkeit, mit der der Draht durch die Siliziumsäule gezogen wird. Der Tischvorschub wird in der Regel in Mikrometern je Minute (µm/min) oder Millimetern je Minute (mm/min) angegeben und liegt je nach Anwendung zwischen ca. 200 und 600 µm/min. Die Drahtgeschwindigkeit wird in Metern pro Sekunde (m/s) angegeben und variiert zwischen 5 und 20 m/s. Für eine optimale Waferoberfläche, die eine möglichst geringe Riefentiefe aufweist, ist ein Optimum zwischen Tischvorschub und Drahtgeschwindigkeit einzustellen.
Je höher Tischvorschub und Drahtgeschwindigkeit gewählt werden, desto höher sind die Kräfte, die auf den Draht wirken und damit auch die Waferoberflächenqualität beeinflussen. Maßgeblich ist hier die auf den Draht in Vorschubrichtung wirkende Kraft zu nennen, die mit höherem Vorschub ansteigt. Geringere Tischvorschubgeschwindigkeiten reduzieren die Kräfte in Vorschub- und Drahtrichtung und verringern damit das Drahtrissrisiko und erhöhen die Qualität der Waferoberfläche, bedeuten aber längere Schnittzeiten und damit höhere Produktionskosten. Um diesem Fakt entgegenzuwirken, kann eine höhere Drahtgeschwindigkeit die Kraft in Vorschubrichtung reduzieren, bedeutet aber auch erhöhte Kraft in Drahtrichtung, womit die resultierende Kraft ebenfalls wieder steigt. Der enge Zusammenhang zwischen diesen beiden Größen wird damit deutlich.
Eine weitere Kennzahl ist der Drahtverbrauch bezogen auf die geschnittene Waferfläche, auch bezeichnet als der spezifische Drahtverbrauch je Fläche. Ein Mindestverbrauch an Draht ist erforderlich, um die geschnittene Waferfläche in optimaler Oberflächenqualität zu erhalten.
Zusätzlich hat die SiC-Partikelgröße in der Slurry einen wesentlichen Einfluss auf die Kräfte in Vorschubrichtung. Kleinere Partikel erhöhen die Kräftewirkung und die Energieaufnahme, was ebenfalls zu einem höheren Drahtrissrisiko führt, aber für eine geringere Oberflächenrauigkeit sorgt, die maßgeblichen Einfluss auf die Bruchanfälligkeit der Wafer hat. Den höheren Kräften kann durch Absenkung der Partikelkonzentration in der Slurry entgegengewirkt werden, allerdings ist zum Erhalt der Schneidfähigkeit eine Mindestkonzentration in der Slurry notwendig.
Siehe auch
Einzelnachweise
- Nutzung von gebrauchtem Slurry beim Drahtsägen ohne Wiederaufarbeitung. Website von IP.com, 13. Mai 2006, abgerufen am 23. Juli 2020
- Jörn Iken: Ziehen oder Sägen – ein Systemvergleich (Memento vom 17. Oktober 2007 im Internet Archive) solarenergie.com. 4. Dezember 2006, abgerufen am 16. August 2011.
- Crystec Technology Trading GmbH, Anlagen für die Halbleiterindustrie: Drahtsägen für Silicium und Saphir (Memento vom 29. Juli 2014 im Internet Archive), abgerufen am 24. Juli 2014