Dwight-Lloyd-Verfahren
Das Dwight-Lloyd-Verfahren wird benutzt, um feinkörnige Erze (z. B. Kupfer-, Blei- oder Eisenerz) vor dem eigentlichen Verhüttungsprozess zu luftdurchlässigem Granulat zu sintern und bereits eine Vorreduktion der Metalloxide des Erzes vorzunehmen.

Geschichte
Die erste nach diesem Verfahren arbeitende Maschine wurde von Arthur Smith Dwight (1864–1946)[1] und Richard Lewis Lloyd im Juni 1906 in der Kupfermine in Cananea, Mexiko gebaut und 1907 das entsprechende Patent angemeldet. Die beiden Erfinder, die 1907 die „Dwight and Lloyd Metallurgical Company“ in New York gegründet hatten, bauten nicht nur selbst eine große Anzahl dieser Anlagen, sondern lizenzierten den Prozess weltweit, unter anderem an den Anlagenbauer Lurgi. Die erste Maschine, die nach dem Dwight-Lloyd-Verfahren Eisenerz sinterte, wurde 1910 in den Vereinigten Staaten errichtet.[2] Die erste Dwight-Lloyd Sinteranlage in Deutschland nahm der Bochumer Verein im Jahr 1917 in Betrieb.
Funktionsweise

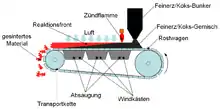
Um feinkörnige Erze, die bei der Verhüttung in einem Hochofen die Luftdurchgängigkeit des Möllers herabsetzen, zu groberen Stücken zu agglomerieren, wird ein Gemisch aus Erz und Koks auf ein luftdurchlässiges, aus aneinandergereihten Transportwägen (den sogenannten „Rostwagen“) bestehendes Förderband gegeben. Direkt hinter der Aufgabestelle wird das Erz-Koks-Gemisch durch starke Gasbrenner entzündet. Durch Windkästen unterhalb der Rostwägen wird Luft durch das Material gesaugt, so dass sich die Reaktionsfront während des Weitertransportes von der entzündeten Oberfläche bis an die Rostwagen frisst. Am Ende der Förderstrecke wird das fertig durchgesinterte Material von den Rostwagen abgekippt und kann dem Hochofen zugeführt werden. Außer der Sinterung, die je nach Erzart zwischen 800 und 1400 °C abläuft, hat das Erz auch schon eine gewisse Reduktion erfahren, so dass die Effizienz des nachgeschalteten Hochofens verbessert wird.
Up- und Downstream, weitere Verbesserungen
Da die Transportwägen bei dem ursprünglichen Verfahren einer starken Temperaturbelastung durch die abwärts gerichteten („downstream“) Verbrennungsgase ausgesetzt sind, kann die Strömungsrichtung der Luft auch umgekehrt werden („upstream“), allerdings muss dazu erst eine dünne Starterschicht Erz-Koks-Gemisch auf das Band gegeben werden, die entzündet wird – und dann erst die eigentliche Nutzlast.
Das Dwight-Lloyd-Verfahren wird bis heute benutzt, da es eines der wenigen kontinuierlich arbeitenden Sinterprozesse ist, der sich auf eine Vielzahl verschiedener Erze anwenden lässt und technisch ausgereift ist.
Literatur und Quellen
- Fathi Habashi: Principles of Extractive Metallurgy. General principles, Bd. 3: Pyrometallurgy Routledge, London 1969, ISBN 0-677-01770-7 (online)
- Gute Beschreibung auch im Patent DE649527A der Fried.Krupp AG vom 10. Januar 1934 sowie DE918116B der INDUSTRIAL AND FINANCIAL ASSOCIATION INC., Panama vom 15. August 1952 (Erreichbar über das DEPATIS-System des Deutschen Patent- und Markenamtes)
- Joseph Newton: Metallurgy of Copper. John Wiley, New York 1942, S. 59 ff (online, Abgerufen am 1. September 2009)
- Harold E. Rowan: Development Of The Dwight-Lloyd Sintering Process. In: Journal of Metals, Bd. 8 (1956), S. 828–831, ISSN 0148-6608.
Einzelnachweise
- Webseite der Colorado Scientific Society online (Memento des Originals vom 6. März 2012 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis. (Abgerufen am 1. September 2009)
- Julius H. Strassburger: Blast furnace-theory and practice, Bd. 1. Gordon and Breach Science Publ., New York 1984, ISBN 0-677-13720-6, S. 221 (online)