Bildverarbeitungssystem
Ein Bildverarbeitungssystem (BVS) ist ein System zur Steuerung oder Kontrolle von automatisierten Prozessen durch Methoden der Bildverarbeitung, z. B. in der industriellen Fertigung oder Verarbeitung. Kann ein visuelles Merkmal durch eine Bildaufnahme (Kamera, Scanner) aufgenommen werden, kann es die maschinelle Bildverarbeitung überprüfen, vergleichen, vermessen und verifizieren. Die Systeme der Bildverarbeitung werden in der automatisierten Fertigung, der Robotersteuerung und der Qualitätssicherung eingesetzt. Bildverarbeitungssysteme finden aber auch in anderen Bereichen wie zum Beispiel der Fernerkundung, der Medizin, der Sicherheits- und der Verkehrstechnik Verwendung. Nach wie vor ist ein BVS für die meisten Anwendungen aber kein Produkt von der Stange, sondern verlangt anwendungsspezifische Anpassung.
Aufgaben der BVS
Aufgaben der Bildverarbeitungssysteme sind unter anderem:
- die Handhabung (automatisches Nachführen von Werkzeugen wie Schweißelektroden, Schrauber, Bohrer; vor allem in der Automobilindustrie)
- die Identifikation von Werkstücken
- die Durchführung von Prüf- und Messaufgaben in der Fertigung/Qualitätskontrolle
- die Überwachung von Einrichtungen, Räumen
- die Bildverbesserung,
- die Bildrekonstruktion (Computertomographie)
- das Bildverstehen
Arbeitsweise des BVS
Zur Arbeitsweise eines Bildverarbeitungssystems gehört:
- die Bildaufnahme mit Kamera, Optik und Beleuchtung,
- die Digitalisierung der Daten,
- die Suche nach den wesentlichen Merkmalen,
- die Interpretation der Ergebnisse,
- die Reaktion mit der Regelung der Maschine.
Beleuchtung für das BVS
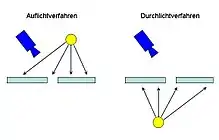
Grundvoraussetzung für die korrekte Funktion des Systems ist die richtige Beleuchtungsanordnung. Das Beleuchtungsmittel kann im Auflichtverfahren (Kamera und Lichtquelle liegen auf derselben Seite zum Merkmal) oder im Durchlichtverfahren (Lichtquelle liegt hinter dem Merkmal) eingesetzt werden. Unter Ausnutzung von Licht, Schatten, Reflexionen und Interferenzmustern lassen sich die zu überprüfenden Merkmale so hervorheben, dass die Auswertung keine Probleme bereitet.
Ausrichtung der Beleuchtung und Kamera (Fertigung)
Jede Kamera betrachtet ein bestimmtes Merkmal am Werkstück. Solche Merkmale können Löcher, Ecken oder andere zweidimensional eindeutig lokalisierbare Merkmale sein. Um ein korrektes Aufnehmen des Werkstücks zu ermöglichen, müssen die von den Kameras betrachten Merkmale möglichst nahe bei den Greifern liegen. Ebenso ist es vorteilhaft, wenn die Merkmale möglichst weit voneinander entfernt sind. Dadurch machen sich kleine Messfehler weniger stark bemerkbar. Die Genauigkeit des Systems hängt aber auch stark von der Bildfeldgröße der Kameras ab. Je kleiner das Bildfeld der Kameras und damit auch der Suchbereich, desto genauer wird das Endergebnis. Die Bildfeldgröße muss so eingerichtet sein, dass die ausgewählten Merkmale unter der Berücksichtigung der Unsicherheit der Vorpositionierung des Werkstücks mit einem kleinen Toleranzzuschlag ins Bild passen.
Justierung und Werkstückentnahme mit Hilfe des BVS (Fertigung)
Über den Positionsvergleich eines Sollmusters mit dem vorliegenden Werkstück wird die Lageabweichung des Werkstücks bestimmt und die Roboterbahn zur Entnahmeposition entsprechend korrigiert. Zur Justierung des verwendeten Bildverarbeitungssystems genügt oft ein automatischer Justierlauf. Beim Justierlauf des Systems werden in einem Raumwürfel um ein Merkmal Vergleichsfotos aufgenommen und abgespeichert. Aus den Vergleichsfotos berechnet die Verarbeitungseinheit zum Beispiel den Schwerpunkt des Merkmals und speichert diesen in einer Tabelle ab. Bei einer Werkstückentnahme fährt das Handling in die Bildaufnahmeposition. Anschließend vergleicht die Verarbeitungseinheit den berechneten Schwerpunkt des Merkmals aus dem aufgenommenen Korrekturbild mit den gespeicherten Schwerpunktwerten der Vergleichsfotos. Anhand der relativen Lageunterschiede des Merkmalschwerpunktes berechnet die Verarbeitungseinheit die Korrekturwerte für die Achsen X, Y, Z sowie die Drehung um diese Achsen. Der Industrieroboter kann mit diesen übermittelten Korrekturwerten eine korrekte Entnahmeposition einnehmen.