Widerstandsbuckelschweißen
Widerstandsbuckelschweißen (Kurzform: Buckelschweißen) ist eine Variante des Widerstandspressschweißens (Ordnungsnummer 23 nach EN ISO 4063 [2]). Durch elektrischen Strom und eine Kraft, die den Werkstücken durch meist ebene, großflächige Elektroden zugeführt werden, wird eine Schweißverbindung erzeugt.[3][4]
Verfahrensbeschreibung

Die Stromkonzentration an der Schweißstelle wird durch eingeprägte Buckel in die zu verbindenden Bleche oder durch die Form der Fügeteile erreicht. Je nach der Buckel- und Elektrodenanordnung ergeben sich verschiedene Varianten des Buckelschweißens. Während des Schweißens werden die Buckel durch die Elektrodenkraft und Erwärmung infolge des Stromflusses weitgehend zurückverformt. Diese Rückverformung ist meistens nicht vollständig, wobei die zurückbleibende Oberflächendeformation am Werkstückteil mit dem eingeprägten Buckel erhalten bleibt. Der beim Schweißen rückgeformete Buckel bildet eine Verbindung in Form einer Linse.
Die Wärmeerzeugung ist abhängig von den Widerstandsverhältnissen an der Fügestelle und dem Quadrat des fließenden Stroms. Zur Bildung der Schweißlinse tragen wesentlich der Kontaktwiderstand und die Stoffwiderstände der beteiligten Fügepartner bei. Der Kontaktwiderstand zwischen den Fügeteilen wird durch die Buckelgeometrie, die Anpresskraft und den Oberflächenzustand der Werkstücke beeinflusst. Die Elektroden werden beim Schweißen meistens gekühlt. Saubere Oberflächen der Werkstücke und Arbeitsflächen der Elektroden sind für die gleichbleibende Qualität wichtig.
Schweißparameter
Die Linse ist von einer Wärmeeinflusszone umgeben. Das Gefüge des Werkstoffs in der Wärmeeinflusszone wird durch die Wärmeeinwirkung verändert. Die Schweißparameter beeinflussen die Größe der Schweißverbindung und das Gefüge der Wärmeeinflusszone und damit die Verbindungsqualität.
Die Einstellparameter sind der Schweißstrom, die Schweißstromzeit und die Elektrodenkraft. Da der Kontaktwiderstand zwischen den Fügeteilen durch die Buckelgeometrie beeinflusst wird, muss auch die Buckelgeometrie als Einstellparameter gewertet werden. Wichtig für die Verbindungsbildung sind das sogenannte Auf- und Nachsetzen, das elektrische Betriebsverhalten der Schweißmaschine und die Stromart und Stromform.
Elektrodenkraft
Die Elektrodenkraft beeinflusst den Kontaktwiderstand. Die erforderliche Kraft richtet sich nach der geometrischen Form der Buckel, der Werkstoffdicke und der Werkstofffestigkeit. Zu hohe Elektrodenkraft und ein hartes Aufsetzen der Elektroden kann eine unzulässige Rückverformung der Buckel bereits vor Einsetzen des Schweißprozesses verursachen.
Schweißstrom
Die Höhe des Schweißstrom bestimmt die Höhe der entstehenden jouleschen Stromwärme. Die Stromstärke geht quadratisch in die Wärmeerzeugung ein. Daher sind Schwankungen des Stromes deutlich bemerkbar. Die Stromstärke ist in Abhängigkeit von der Buckelausbildung, der Werkstoffdicke und -zusammensetzung, der Oberfläche und der Anzahl der gleichzeitig zu schweißenden Buckel zu wählen.
Schweißstromzeit
Die Schweißstromzeit ist gegenüber derjenigen beim Widerstandspunktschweißen sehr verkürzt.
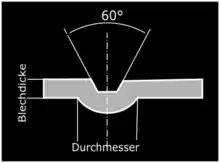
Beispiele für Schweißparameter zeigt die folgende Tabelle (Buckelgeometrie Gruppe A nach EN 28167 [5]).
| Blechdicke (in mm) | Buckeldurchmesser (in mm) | Elektrodenkraft (in kN) | Schweißstrom (in kA) | Schweißstromzeit (in ms) |
|---|---|---|---|---|
| ≤ 0,5 | 1,6 | 0,4 | 4,0 | 60 |
| 0,5 < t ≤ 0,63 | 2,0 | 0,6 | 4,2 | 80 |
| 0,63 < t ≤ 1,0 | 2,5 | 0,8 | 4,5 | 80 |
| 1,0 < t ≤ 1,6 | 3,2 | 1,3 | 6,3 | 100 |
| 1,6 < t ≤ 2,5 | 4,0 | 2,0 | 8,0 | 140 |
| 2,5 < t ≤ 3,0 | 5,0 | 3,6 | 12,0 | 280 |
Schweißausrüstung
Für das Buckelschweißen werden die bekannten Schweißgeräte für das Widerstandsschweißen angewendet. Unterschiede ergeben sich aus den Elektrodenformen und den Befestigungen für die Elektrodensysteme.
Referenzen
- DIN 1910-100:2008-02 Schweißen und verwandte Prozesse – Begriffe – Teil 100: Metallschweißprozesse mit Ergänzungen zu DIN EN 14610:2005.
- DIN EN ISO 4063:2011-03 Schweißen und verwandte Prozesse - Liste der Prozesse und Ordnungsnummern.
- EN ISO 16432:2007 Widerstandsschweißen - Verfahren zum Buckelschweißen von niedriglegierten Stählen mit oder ohne metallischem Überzug.
- DVS – Deutscher Verband für Schweißen und verwandte Verfahren: Buckelschweißen von Stählen DVS Merkblatt 2905, 2001.
- EN 28167 : 1992 : „Buckel zum Widerstandsschweißen“