Werkstattfertigung
Werkstättenfertigung beschreibt im Rahmen der Fertigungsplanung und -steuerung einen Fertigungstyp, bei dem die einzelnen Bereiche nach dort durchgeführter Tätigkeit strukturiert sind, unabhängig davon, für welche Produkte oder an welcher Stelle im Produktentstehungsprozess die Tätigkeit benötigt wird. Der wichtigste Vorteil der Werkstättenfertigung liegt in der hohen Flexibilität im Hinblick auf die Kundenwünsche. Außerdem haben die Werker anspruchsvolle Aufgaben zu bewältigen und sind nur einer geringen Monotonie ausgesetzt. Als nachteilig gelten hohe Bestände in Verbindung mit langen Durchlaufzeiten der Produkte. Die Werkstattfertigung ist im Handwerk, aber auch im Werkzeug- und Sondermaschinenbau zu finden. Dort werden neben Neuanfertigungen und Reparaturen auch Einzel- oder Kleinstserien von Einzelhandwerkern oder Arbeitsgruppen gefertigt.
Beschreibung
Durch eine kundenindividuelle Produktion wird die Möglichkeit geboten, das Produkt nach den persönlichen Wünschen des Kunden zu spezifizieren. Somit stellt die kundenindividuelle Fertigung den Gegensatz zur standardisierten Fertigung dar, bei der die Produkte am Markt angeboten werden ohne vom Kunden vorher spezifiziert worden zu sein.
Die kundenindividuelle Produktion erfolgt in der Regel
- rein kundenauftragsbezogen (Auftragsfertigung) und in
- Form der Einzelfertigung oder Kleinserienfertigung.
Bei der Auftragsfertigung werden sämtliche mit der Produktion im Zusammenhang stehenden Tätigkeiten erst bei Vorliegen eines Kundenauftrags ausgelöst. Die genaue Spezifikation des Endprodukts ist erst mit Eingang des Kundenauftrags gegeben, eine Lagerfertigung daher meist unmöglich. Es liegen in der Regel nur Lösungskonzepte für die Produktgestaltung vor, weswegen nach Auftragserhalt noch weitere Konstruktionstätigkeiten wie Entwerfen oder Ausarbeiten notwendig sind. Dadurch kommt es bei der rein kundenauftragsbezogenen Fertigung zu langen Lieferzeiten.
Bei der Einzelfertigung wird jedes Produkt entsprechend den Kundenanforderungen einzeln gefertigt. Bei der Kleinserienfertigung beträgt die Losgröße typischerweise bis zu 20 Stück – die Produkte dieser Serie sind homogen.
Charakteristisch für diese beiden Formen der Produktion sind die
- häufige Umrüstung der Maschinen,
- die hohe Teilevielfalt und
- die vielen Arbeitsgänge.
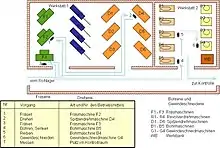
Bei der kundenauftragsbezogenen Einzel- oder Kleinserienfertigung wird ein hohes Maß an Flexibilität gefordert, da die Produktion ständig mit sich ändernden Produktionsprogrammen und neuen Produkten konfrontiert ist. Daher ist die grundsätzlich vorteilhafte Anordnung der Arbeitsplätze nach dem für die Fließfertigung typischen Objektprinzip, bei dem die erforderlichen Arbeitsplätze zur Fertigung eines Produkts räumlich entsprechend der Folge des Arbeitsablaufs angeordnet sind um einen durchgehenden Materialfluss zu sichern, kaum realisierbar. Bei der Werkstättenfertigung erfolgt die Anordnung der Arbeitsplätze nach dem Verrichtungsprinzip, wobei gleiche oder zumindest ähnliche Verrichtungen (Beispiel: Fräsarbeiten) räumlich zu einer Werkstatt (zum Beispiel der Fräserei) zusammengefasst werden.
Bei der Produktion muss das Produkt mehrere Werkstätten durchlaufen, wodurch ein komplexer Materialfluss entsteht. Die einzelnen Werkstätten können durch ein PPS-System koordiniert werden, mit dem dafür gesorgt wird, dass etwa die benötigten Teile termingerecht zur Verfügung stehen, die einzelnen Werkstätten und Arbeitsplätze kapazitätsmäßig aufeinander abgestimmt oder die Liefertermine eingehalten werden.
Vor- und Nachteile
Vor- und Nachteile des Fertigungstyps bestimmen seine Einsatzschwerpunkte. Im Allgemeinen werden folgende Vorteile angegeben:
- hohe Flexibilität,
- vielfältiges Angebot unterschiedlicher Produkte,
- schnelle Einführung neuer Produkte,
- kundenspezifische Produktvarianten,
- auch bei kleinen Losgrößen wirtschaftlich sowie
- große Handlungs- und Entscheidungsspielräume für die Mitarbeiter.
Als Nachteile gelten:
- lange Durchlaufzeiten,
- hohe Transportaufwände zwischen den Arbeitsplätzen,
- hohe Rüstzeiten und -kosten durch kleine Losgrößen,
- Zwischenlagerbildung und Wartezeiten, dadurch Zins- und Lagerkosten, Stillstandskosten der nicht belegten Arbeitsplätze,
- ungleichmäßige Kapazitätsauslastung der Arbeitsplätze,
- aufwändige Fertigungsplanung und -steuerung sowie
- hochqualifizierte und damit teure Mitarbeiter erforderlich.
Vorteil der hohen Flexibilität
Flexibilität bringt die Anpassungsfähigkeit an unterschiedliche Situationen zum Ausdruck. Produktionsflexibilität ist ein Maß dafür, wie schnell und in welchem Ausmaß sich ein Betrieb im Bereich Produktion an geänderte Situationen, vor allem an geänderte Kundenwünsche, anpassen kann.
Die Mitarbeiter einer Werkstatt müssen ein breites Aufgabenspektrum bewältigen. Sie sind vielseitig ausgebildet und müssen, wie auch die Maschinen, vielseitig einsetzbar sein. Eventuelle Beschäftigungsschwankungen können durch Anpassungsmaßnahmen wie Überstunden, Zusatzschichten oder Inbetriebnahme von Reservemaschinen ausgeglichen werden. Krankenstände, Urlaub oder Maschinenausfälle lassen sich durch kurzfristige Umdispositionen auf Ausweicharbeitsplätze überbrücken.
Die Produktion ist umso flexibler, je mehr Möglichkeiten und Wege einem zu produzierenden Teil beim Durchlaufen der Fertigung zur Verfügung stehen. Puffer in Form von Lagerbeständen zwischen den einzelnen Arbeitsplätzen dienen zum Ausgleich von unterschiedlichen Bearbeitungszeiten an zwei aufeinanderfolgenden Werkstätten und verhindern das Übergreifen von Störungen.
Nachteil der geringeren Produktivität
Der Materialfluss bei der Werkstättenfertigung ist durch eine hohe Anzahl an Transporten und durch lange Wegstrecken gekennzeichnet, wodurch lange Transportzeiten entstehen.
Aufgrund der Werkstatt-Zwischenlagerbestände kommt es zu langen Liegezeiten (bis zu 85 % der Durchlaufzeit) der Teile. Da der Wiederholungsgrad identischer oder ähnlicher Arbeitsvorgänge gering ist, sind sie weniger automatisiert und dauern die Bearbeitungszeiten tendenziell länger als beispielsweise bei einer Fließbandfertigung.
Des Weiteren ist die Werkstättenfertigung durch hohe Umrüsthäufigkeit gekennzeichnet.
Siehe auch
Literatur
- Dorninger, Christian: Kundenindividuelle Fertigung : Moderne Techniken und Organisationsformen zur Produktionsplanung und -steuerung. Wien: Linde, 1991. ISBN 3-85122-299-7.