Streckblasen
Das Streckblasen oder auch Spritzstreckblasen ist ein Verfahren zur Herstellung von Kunststoff-Hohlkörpern aus thermoplastischem Kunststoff, wie PET, PVC und PP. Dieses Verfahren wird zur Herstellung von PET-Flaschen eingesetzt. Das Verfahren grenzt sich ab vom Extrusionsblasformen, durch das ein Hohlkörper aus einem nur in die Länge gezogenen thermoplastischen Schlauch hergestellt wird. Im Streckblasprozess werden Hohlkörper hergestellt, die in Umfangs- und Längsrichtung verstreckt sind. Diese Verfahrensweise basiert auf der biaxialen (in zwei Richtungen) Ausrichtung der Makromoleküle im Kunststoff. Das Kennzeichen der im Streckblasprozess hergestellten Hohlkörper ist ein am Behälterboden erkennbarer Angusspunkt im Gegensatz zu den bei extrudierten Behältern sichtbaren Quetschnähten.[1]

Verfahrensgrundlagen
Basis für die Anwendung des Streckblasverfahrens ist die Veränderung der Kettenbeweglichkeit der Makromoleküle unter Temperatureinfluss. Unter Temperatureinwirkung lassen sich die Makromoleküle oberhalb der Glasübergangstemperatur verarbeiten. Dabei nimmt die Beweglichkeit der Makromoleküle zu und sie richten sich innerhalb des Werkstücks neu aus. Diese Umformung des Materials erfolgt in einem Temperaturbereich von 80 bis 120 °C.
Die biaxiale Orientierung der Molekülketten hat die Vorteile, dass eine höhere Festigkeit bei geringerer Wanddicke, eine Permeationsreduzierung und ein stärkerer Oberflächenglanz erreicht wird.
Verfahrensablauf

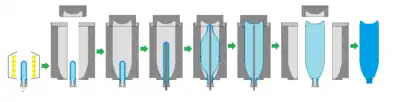
Bei der Herstellung von Hohlkörpern im Streckblasverfahren (Zwei-Stufen-Verfahren) werden die angelieferten Vorformlinge (Preform) im ersten Verfahrensschritt im Heizofen auf die Verarbeitungstemperatur von 90 bis 120 °C temperiert. Der damit zähflüssig gewordene Kunststoff kann in der Preform im zweiten Arbeitsgang, dem Streckblasen, ausgeformt werden. Im Aufheizprozess werden IR-Heizstrahler eingesetzt, an denen die Preformen vorbeigeführt werden. Durch die separate Einstellbarkeit der Strahlerröhren lässt sich je nach Preformeigenschaften ein individuelles Heizprofil anlegen. Die Bereiche um die Mündung bleiben durch Kühleinheiten geschützt, um eine Verformung des Mündungsbereichs mit Gewinde und des Trag-/Transportrings zu verhindern. Es folgen einzelne Ausgleichszeiten, während derer die Prefoms nicht weiter erwärmt werden, sondern ein Temperaturausgleich über die gesamte Wanddicke erfolgt.
Im zweiten Verfahrensschritt findet im Blasrad der Streckblasmaschine der eigentliche Ausformprozess der Kunststoffflasche statt. Dazu werden die temperierten Preforms an die Blasformen übergeben. Die Blasformen aus Aluminium oder Stahl sind gemäß dem gewünschten Design als Negativform ausgeführt und verfügen über eine Wasserkühlung. Sobald die Blasform mit einer vortemperierten Preform bestückt und verschlossen ist, beginnt der Verstreckprozess. Dazu wird eine Reckstange von oben in die Mündung der Preform eingeführt, so dass die Preform mechanisch in die Länge verstreckt wird. Anschließend erfolgt die Druckausformung, wodurch das PET-Material an die Wände der Blasform gepresst wird und dort die endgültigen Konturen erhält. Es werden je nach Flaschengröße und Preformqualität Druckprofile von 7 bis 15 bar (Vorblasdruck) und bis zu 36 bar (Fertigblasdruck) angelegt.[2] Die Wasserkühlung der Blasform sorgt für schnelles Erkalten der nun ausgeformten Flaschen. Nach einer Druckentlastung wird die Blasstation geöffnet und die fertig geblasene Flasche wird über ein Fördersystem aus der Maschine transportiert.
Maschinenausführungen und Leistungsdaten
Streckblasmaschinen werden als Linearmaschinen oder als Rundläufermaschinen konzipiert.[3] Linearmaschinen verfügen über eine stationäre Blasstation mit bis zu sechs Blasformen (Kavitäten), die taktweise im Temperier- und Ausformprozess verschoben werden. Rundläufermaschinen nutzen nach dem Aufheizen der Preforms im Heizofen eine Maschinenkonstruktion in Karussellausführung als Blasrad, die mit der je nach Leistung erforderlichen Anzahl an Blasformen bestückt ist. Während des Karussell-Rundlaufs findet nach dem Verriegeln der Blasform der komplette Ausformprozess statt. Damit ist eine kontinuierliche Herstellung für PET-Flaschen möglich. Der Einsatz von Linear- oder Rundläufermaschine[4] ist abhängig von der gewünschten Ausstoßleistung an PET-Flaschen/Stunde sowie vom geplanten Behältervolumen. Großvolumige Behälter ab 3 Liter Fassungsvermögen werden nur in Linearmaschinen hergestellt, da die Beschleunigungskräfte im Karussellbetrieb beim Öffnen und Schließen der dann sehr großformatigen Blasformen nur schwer beherrschbar sind. Je nach Behältervolumen erreichen die Streckblasmaschinen Leistungen zwischen 1.000 Flaschen pro Stunde bis 2.750[5] Flaschen pro Stunde und Blasstation. Linearmaschinen werden mit ein bis sechs Blasstationen ausgerüstet. Die Größe einer Streckblasmaschine im Rundlaufkonzept reicht von vier bis zu 40 Blasstationen.
Spritzblasen
Eine vereinfachte Variante ist das Spritzblasen, bei dem das Vorstrecken durch den Dorn entfällt und der Vorformling lediglich aufgeblasen wird. Damit wird keine biaxiale Orientierung, sondern nur eine in Umfangsrichtung erreicht.
Weblinks
Literatur
- Michael Thielen, Klaus Hartwig, Peter Gust: Blasformen von Kunststoff-Hohlkörpern. Hanser, München 2006, ISBN 3-446-22671-0.
- Walter Michaeli: Einführung in die Kunststoffverarbeitung. Hanser, München 2010, ISBN 978-3-446-42488-3.
- Ottmar Brandau: Stretch Blow Moulding. A Hands-on Guide. PETplanet, Heidelberg 2003, ISBN 978-1-4377-3527-7.[6]
Einzelnachweise
- Walter Michaeli, Einführung in die Kunststoffverarbeitung, S. 111
- Walter Michaeli, Einführung in die Kunststoffverarbeitung, S. 166f.
- Walter Michaeli, Einführung in die Kunststoffverarbeitung, S. 172ff
- Zweistufiges Streckblasen – Lineare Streckblasmaschinen zur Herstellung von PET-Flaschen (PDF), Artikel in Getränkeindustrie 6/2003
- Streckblasmaschine Contiform 3 Speed. Abgerufen am 1. November 2021.
- Strech Blow Molding - Inhalt