Spanungsgröße
Spanungsgrößen sind Größen beim Zerspanen, die aus den Schnittgrößen wie dem Vorschub (auch Arbeitseingriff genannt[1]) oder der Schnitttiefe abgeleitet sind. Zu den Spanungsgrößen gehören die Spanungsdicke, die Spanungsbreite und der Spanungsquerschnitt. Sie sind die wesentlichen Einflussgrößen auf die Spanbildung.[2] Zwischen Spanungsgrößen und den Schnittgrößen bestehen über den Werkzeugeinstellwinkel (kleines griechisches Kappa) mathematische Zusammenhänge. Die Schnittgrößen werden durch den Bediener oder das CNC-Programm direkt an der Maschine eingestellt. Die Spanungsgrößen ergeben sich dann automatisch daraus.[3][4]




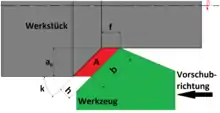
Die Spanungsbreite ist die Breite des Spanes senkrecht zur Schnittrichtung gemessen in der Schnittebene.


mit:
- - Schnitttiefe (auch Zustellung oder Eingriffsbreite[5] genannt)
Die Spanungsdicke ist die Dicke des Spanes senkrecht zur Schnittrichtung gemessen senkrecht zur Schnittfläche.


Der Spanungsquerschnitt ist der Querschnitt des abzunehmenden Spanes gemessen in der Schnittfläche

Einflüsse

Die Spanungsdicke hat großen Einfluss auf die Spezifische Schnittkraft . Sie ist definiert als auf den Spanungsquerschnitt bezogene Schnittkraft [6].



Die Schnittkraft nimmt zwar mit steigender Spanungsdicke zu, die spezifische Schnittkraft nimmt jedoch ab.
Die Spanungsbreite hat dagegen fast keinen Einfluss auf die spezifische Schnittkraft solange sie sehr viel größer ist als die Spanungsdicke, was in der Praxis fast immer der Fall ist.
Um eine Spanabnahme zu gewährleisten ist eine bestimmte Mindestspanungsdicke zu überschreiten. Diese ist abhängig von der Streckgrenze des Werkstoffs und dem Schneidkantenradius . Als Daumenregel gilt etwa das zwei- bis dreifache des Schneidkantenradius.[7]

Zeitspanvolumen
Für Wirtschaftlichkeitsbetrachtungen ist es oft wichtig festzustellen, wie produktiv verschiedene Verfahren sind. Eine wichtige Kenngröße dafür ist das Zeitspanvolumen . Es gibt das pro Zeiteinheit abgespante Volumen an und ergibt sich aus dem Spanungsquerschnitt und der Schnittgeschwindigkeit :



Einzelnachweise
- Denkena, Tönshoff: Spanen - Grundlagen, Springer, 3. Auflage, 2011, S. 7.
- Denkena, Tönshoff: Spanen – Grundlagen, Springer, 3. Auflage, 2011, S. 7.
- Heinz Tschätsch: Praxis der Zerspantechnik, Vieweg, 5 Auflage, 1997, S. 22.
- Schönherr: Spanende Fertigung, Oldenbourg, 2002, S. 13f.
- Zustellung = Eingriffsbreite: Denkena, Tönshoff: Spanen - Grundlagen, Springer, 3. Auflage, 2011, S. 7.
- Denkena, Tönshoff: Spanen - Grundlagen, Springer, 3. Auflage, 2011, S. 53.
- Wilfried König, Fritz Klocke: Fertigungsverfahren 1 : Drehen, Fräsen, Bohren. 8. Auflage. Springer, Berlin 2008, S. 270.