Oberfräse
Eine Oberfräse ist ein Elektrowerkzeug zur spanenden Bearbeitung von Holz und anderen Werkstoffen, das in der Regel, im Gegensatz zur Tischfräse, von oben an das Werkstück angesetzt wird.

Konstruktion
Eine Oberfräse besteht aus einem meist getriebelosen Elektromotor, dessen Drehzahl bei 8.000 bis 30.000 Umdrehungen pro Minute liegt, einer Spannzange zum Einspannen des Fräswerkzeuges und einem zweisäulengeführten Fräskorb, dessen Hub zwischen 35 und 80 mm liegt. Die Führungssäulen sind auf einer stabilen Grundplatte befestigt. Die Grundplatte kann mit Gleitbelag oder einer auswechselbaren Kunststoffgleitfläche versehen sein. An dieser Grundplatte lassen sich Anschläge und Führungen unterschiedlicher Art installieren, so dass man beispielsweise mit einem Kurvenanschlag Kreise oder Kreissegmente fräsen kann.
Bei den Oberfräsen lassen sich zwei Grundkonstruktionen unterscheiden: Inzwischen sind Geräte, welche mit einem 43-mm-Eurohals versehen und trennbar in den Fräskorb gespannt sind, nur noch selten am Markt zu finden (z. B. Metabo OFE 738). Der Motor samt Spannzange lässt sich dann auch separat als Geradschleifer verwenden oder in einen Fräsbohrständer bzw. in CNC-Geräte einbauen. Bei den meisten heutigen Konstruktionen ist der Fräskorb fest mit dem Motor verbunden. Darüber hinaus gibt es auch Maschinen, bei welchen nur der Motor (mit Anschlusskabel) in einen Fräskorb geschoben wird. Der Schalter befindet sich hier im Gegensatz zu den Eurohals-Maschinen an den Griffen am Fräskorb. Die elektrische Verbindung erfolgt über Schleifkontakte am Fräskorb bzw. dem Motor (z. B. Bosch Professional GOF 1600 CE).
Der Spannbereich der einzelnen Spannzange liegt in der Regel zwischen 6 und 12,7 mm. Gebräuchliche Maße sind 6, 8 und 12 mm, seltener finden sich auch 4 und 10 mm. Bei Maschinen im angloamerikanischen Maßsystem kommen 1⁄4″ (6,35 mm), 3⁄8″ (9,53 mm) und 1⁄2″ (12,7 mm) zur Anwendung. Für die Nutzung in Kleinstwerkzeugen, wie zum Beispiel denen der Marke Dremel, mit Oberfräsen-Vorsatzgerät sind auch 1⁄32″ (0,8 mm), 1⁄16″ (1,6 mm), 3⁄32″ (2,4 mm) und 1⁄8″ (3,2 mm) möglich. Spannzangendurchmesser bis 6 mm werden vorwiegend bei kleineren Fräsern eingesetzt. Bei größeren Fräsern und großer Zustellung kommen stärkere Maschinen zum Einsatz, welche mit 8 oder 12 mm Spannzangen bestückt sind. In aller Regel liegen bei einer hochwertigen Oberfräse verschiedene Spannzangen bei.
Bei der Form der Griffe lassen sich folgende Grundformen unterscheiden:
- Der Doppelknauf ist die klassische Form mit beidseitig runden Griffen zur Zweihandbedienung.
- Der Pistolengriff erlaubt eine Einhandbedienung und weist auf der gegenüber liegenden Seite einen Knauf auf.
- Der Doppelgriff ist ergonomisch der Handform angepasst und zur Zweihandbedienung gedacht. Er ist in Hauptarbeitsrichtung komfortabler, allerdings aus anderen Arbeitsrichtungen umständlicher, als andere Griffe.
Es gibt auch stationäre Oberfräsen, die heute zumeist als CNC-Fräsen in sogenannte Bearbeitungszentren integriert oder als Portalfräsen aufgebaut sind. Bevor die numerisch gesteuerten Werkzeugmaschinen Einzug in die Produktion erhielten, waren sogenannte Kopierfräsen (also Oberfräsen, die zur exakten Reproduktion von Mustern vorbereitet sind) im Möbelbau gängig. Eine neuere Entwicklung (Stand 2018) sind handgeführte CNC-Oberfräsen. Hier fährt der Benutzer mit der Maschine grob die Form ab und eine interne Lageregelung korrigiert den entsprechenden Versatz. Es ist hierbei aber notwendig, dass die Kontur als CAD-Modell vorliegt.
Verwendung
_repair_division_operates_a_router_on_a_carrier_plaque.jpg.webp)
Die Oberfräse eignet sich zum Einfräsen von Nuten, zum Fasen und Profilieren, zum Schablonenfräsen und Freihandfräsen (z. B. Verzierungen, Muster, Schriften).
Beim Freihandfräsen wird die Oberfräse von oben auf das Werkstück aufgesetzt und von Hand über die Oberfläche geführt.
Darüber hinaus bieten einige Modelle die Möglichkeit, sie über Kopf in einen Tisch mit einer runden Öffnung für das Fräswerkzeug einzubauen. Dies bietet Vorteile, wenn z. B. sehr kleine Werkstücke bearbeitet werden sollen. Auch für größere Fräserdurchmesser (ab ca. 30 mm, z. B. Abplattfräser) ist diese Vorgehensweise aufgrund von Sicherheitsaspekten der handgeführten vorzuziehen. Hierfür werden im Allgemeinen Maschinen der oberen Leistungsklasse gewählt, da hier das daraus resultierende hohe Gewicht und damit die Unhandlichkeit nicht von Belang, sondern eher von Vorteil ist (höhere Steifigkeit der Führungen und bessere Laufruhe).
Oberfräsen für den Heimwerkerbereich gibt es mit Motorleistungen ab 450 W. Im professionellen Sektor liegen die kleinen Fräsen bei 900 bis 1200 W und 2,5 bis 3,5 kg. Stärkere Handoberfräsen haben Leistungen von 1200 bis 1600 W, woraus ein Gewicht von 4 bis 5 kg resultiert. Die stärksten Handoberfräsen haben Leistungen bis zu 2600 W (z. B. Mafell LO 65 Ec), wiegen jedoch auch zwischen 6 und 8 kg. Während die kleinen Fräsen insbesondere in den Bereichen des Freihand- und Schablonenfräsens, wo mit relativ kleinen Fräserdurchmessern gearbeitet wird, aufgrund ihrer Handlichkeit punkten können, sind die leistungsstärksten Modelle mit ihrem Gewicht bei der Bearbeitung mit großen Fräsern, vor allem in Hartholz oder im stationären Betrieb (also als Tischfräse) von Vorteil. Heutige Maschinen bieten in der Regel durchweg eine elektronische Drehzahlverstellung, so dass die Schnittgeschwindigkeit dem jeweiligen Einsatzzweck angepasst werden kann. Auch ist bei hochwertigeren Geräten eine Konstantelektronik Standard, welche die Drehzahl auch unter Belastung konstant hält und ggf. nachregelt, solange es die Motorleistung erlaubt.
Einsatzwerkzeuge

Als Werkzeuge dienen Schaftfräser, teilweise mit aufgelöteten oder aufgeschraubten, und somit auswechselbaren, Hartmetallschneiden. Durch kugelgelagerte Anlaufringe, welche ober- oder unterhalb der Schneide sitzen, ist es beispielsweise möglich, eine angeleimte Furnierkante bündig zu fräsen, ohne einen Anschlag zu benutzen. Der Anlaufring verhindert, dass die Fräserschneide tiefer in das Werkstück eindringt als bündig zum Flächenverlauf des Brettes. Preiswerte Fräser sind teilweise auch mit einfachen Anlaufzapfen versehen, die jedoch bei zu langem Verweilen auf einer Stelle oder zu geringem Vorschub zu Verbrennungen an der Anlauffläche des Werkstücks führen können. Der Vorteil des Anlaufkugellagers gegenüber dem Anlaufzapfen besteht darin, dass es gegen ein kleineres oder größeres ausgetauscht werden kann, um somit entsprechend neue Möglichkeiten mit ein und demselben Fräser zur Verfügung zu stellen. So kann mit einem Abrundfräser die Form Round Over und Beading entstehen.
Fräsertypen
Für unterschiedliche Anforderungen werden verschiedene Fräser eingesetzt. Die Dimensionierung der einzelnen Werkzeuge erfolgt mit einer Untermenge der folgenden Abkürzungen:
- Durchmesser der Schneide (D)
- Schneidenlänge ohne Schaft (B)
- Gesamtlänge inklusive Schaft (L)
- Schaftdurchmesser (S)
- Radius (R)
- Anzahl der Zähne (Z)
Hier ist zu beachten, dass verschiedene Hersteller oft unterschiedliche Buchstaben verwenden, was ohne eine Legende zu Verwirrung führen kann. So verwendet die Firma Sistemi Klein jeweils die Buchstaben B und L für Schneidenlänge und Schaft, wogegen Bosch für dieselben Angaben L und G einsetzt.
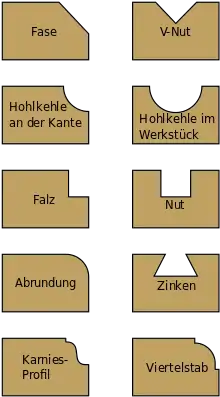
Nutfräser
Nutfräser werden verwendet, um rechteckige Nuten und Aussparungen herzustellen. Dimensionierung: D, B, L, Z, S
Es gibt verschiedene Formen von Nutfräsern. Der Standardnutfräser hat seitliche oder zusätzlich stirnseitig angelötete Hartmetallschneiden. Das beste Fräsbild erhält man hingegen mit dem Spiralnutfräser.
Hohlkehlfräser
Der Hohlkehlfräser erzeugt Nuten mit halbkreisförmigen Querschnitt oder Hohlkehlen an Kanten. Dimensionierung: D, B, L, R, S. Der Buchstabe R steht hier für den Radius der halbkugelförmigen Schneide.
Abrundfräser
Abrundfräser werden zum Abrunden von Kanten eingesetzt. Dimensionierung: D, B, L, R, S. Die Abkürzung R steht hier für den Radius der gefrästen Rundung.
Bündigfräser
Bündigfräser werden zum Anpassen von verleimten, überstehenden Materialien verwendet. Dazu dient ein Anlaufring ober- oder unterhalb der Schneiden. Dimensionierung: D, B, L, Z, S
Oft werden sie auch mit Schneidspitze angeboten. Diese werden dazu benutzt um direkt ins Holz eintauchen zu können wenn exakte Kopien eines Werkstücks mit z. B. einem Pantographen herzustellen sind.
Falzfräser
Mit Falzfräsern werden Falze (rechteckige Aussparungen an Kanten) gefräst. Dimensionierung: D, B, L, E, S. Der Buchstabe E steht hier für die Falztiefe.
Grat- oder Zinkenfräser
Der Gratfräser erzeugt trapezförmige Aussparungen, die für Schwalbenschwanzverbindungen verwendet werden. Dimensionierung: D, B, L, α, S. Der griechische Buchstabe α gibt den Winkel der Trapezseiten an.
Zubehör
Eine Auswahl von Zubehör für Oberfräsen:
- Anschläge: Parallel-, Seiten- und Winkelanschlag
- Aufspannbock zum stationären Untertischeinsatz
- Führungsschiene
- Kopierhülse (auch Kopierring oder -flansch genannt)
- Kopiertaster
- Schablonen
- Späneabsaugeinrichtung, Spanfangbehälter
- Vakuum-Aufspannsystem
- Zentrierdorn
- Zirkeleinrichtung
Literatur
- Guido Henn: Handbuch Oberfräse: Auswählen, bedienen, beherrschen. Vincentz Network, Hannover 2010, ISBN 978-3-86630-949-4.