Nitrieren
Das Nitrieren (chemisch korrekt eigentlich Nitridieren) wird fachsprachlich auch als Aufsticken (Zufuhr von Stickstoff analog der Zufuhr von Kohlenstoff bei der Aufkohlung) bezeichnet und stellt ein Verfahren zum Härten von Stahl dar. Es gehört in der Gliederung der Fertigungsverfahren zur Gruppe „Stoffeigenschaften ändern“. Der in der Technik übliche Begriff des Nitrierens oder der Nitrierung führt häufig zu Missverständnissen, da in der Chemie so üblicherweise Verfahren bezeichnet werden, die zu Nitraten oder Nitroverbindungen führen, während beim hier beschriebenen Prozess Nitride in den Werkstoffen entstehen. Deshalb wird für die Verwendung des Begriffes Nitridieren plädiert, der sich jedoch in der Praxis bislang nicht durchsetzen konnte.
Verfahren
Nitrieren ist ein Verfahren zur Oberflächenhärtung. Dazu wird Stickstoff verwendet. Es entsteht eine Oberflächenschicht, die bis etwa 500 °C beständig ist.
Das Fertigungsverfahren wird in der Regel bei Temperaturen von 500 bis 520 °C bei Behandlungszeiten von 1 bis 100 Stunden durchgeführt, wobei der Kern des Werkstoffes ferritisch bleibt und ebenso die Bildung von oberflächennahem Austenit durch Eindiffusion von Stickstoff vermieden wird. Unterschieden werden Gasnitrieren (in einer Ammoniak-Atmosphäre bei leichtem Überdruck), Badnitrieren (in Salzbädern) und Plasmanitrieren.[1] Beim Badnitrieren ist durch das teilweise Eintauchen der Werkstücke ein partielles Nitrieren möglich, beim Plasmanitrieren kann man zum Beispiel durch die Klemmvorrichtung mechanisch abdecken.
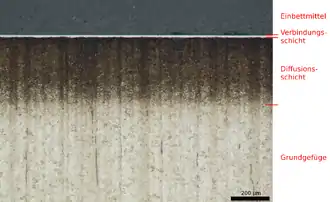
An der Werkstückoberfläche bildet sich durch Eindiffusion von Stickstoff in die Bauteiloberfläche eine sehr harte oberflächliche Verbindungsschicht (ε- und γ'-Eisennitride), die je nach Behandlungszeit und -temperatur einige zehntel Millimeter dick[2][3] werden kann und mehr oder weniger stark ausgeprägte Porensäume an der Oberfläche aufweist, die man wiederum als Träger von zum Beispiel Gleitmitteln verwenden kann. Verbindungsschichtfreies Nitrieren zum Beispiel für eine spätere chemische oder galvanische Beschichtung ist möglich. Unter der Verbindungsschicht befindet sich die Diffusionszone, in der der Stickstoff bis zu einer bestimmten Tiefe in der ferritischen Metallmatrix eingelagert ist. Dieser in fester Lösung eingelagerte Stickstoff führt zu einer Erhöhung der Dauerschwingfestigkeit. Die sogenannte Nitriding Hardness Depth (NHD), (alte Bezeichnung „Nitrierhärtetiefe“ (Nht)) wird über die Grenzhärte definiert. Die Grenzhärte liegt 50 HV über der Kernhärte des Werkstückes. Besonders hohe Härte in der Diffusionszone kann bei so genannten Nitrierstählen erreicht werden.
Um den Korrosionsschutz dieser Schichten zu erhöhen ist es möglich, die Verbindungsschicht zu oxidieren. Das geschieht üblicherweise durch eine Dampfbeaufschlagung, die die Eisenanteile korrodieren lässt und so eine Oxidschutzschicht bildet (Dampfanlassen).
Vorteile des Nitrierens gegenüber Verfahren der Umwandlungshärtung sind die höhere Wärmebeständigkeit bis 600 °C und die Nichtverformung des Bauteils durch den Härtevorgang, so dass vor dem Härten fertigbearbeitet werden kann. Nachteile sind die langen Glühzeiten und die Giftigkeit einiger der benötigten Chemikalien.[1]
Einzelnachweise
- Catrin Kammer, Hans Krämer, Volker Läpple, Johann Scharnagl: Werkstoffkunde für Praktiker, Europa, 2000, ISBN 3-8085-1325-X, S. 67 f.
- Berns,Theisen: Eisenwerkstoffe, Springer, 2013, 4. Auflage, S. 227
- Bargel, Schulze: Werkstoffkunde, Springer, 11. Auflage, 2012, S. 226.