Multimoment-Studie
Die Multimomenthäufigkeits-Studie (MMH) wird als ein heuristisches Stichprobenverfahren definiert, das statistisch abgesicherte Aussagen über die zeitliche Struktur beliebiger Vorgänge zulässt. Die Multimomenthäufigkeits-Studie ist somit ein Verfahren zur direkten Informationsbeschaffung durch Beobachtungen in Zeitabständen. Die Beurteilung der Signifikanz der erzielten Ergebnisse erfolgt mithilfe der Statistik. Die Beurteilung der Wahrscheinlichkeiten erfolgt mithilfe der Stochastik (Wahrscheinlichkeitsrechnung).
Das Verfahren soll 1927 in England durch Leonard H. C. Tippett das erste Mal angewendet worden sein.[1] Der Begriff Multimoment wurde 1954 vom niederländischen Ingenieur Gerdien de Jong geprägt. In der englischen Literatur ist das Verfahren als „Work Sampling“ beschrieben, in der französischen als „Observations Instantanées“
Um zu ermitteln, welchen Aktivitäten die Mitarbeiter einer Organisation Tag für Tag nachgehen, könnte man sie selbst befragen oder dauerhaft beobachten (Neudeutsch: DILO - Day in the life of ...). Eine vollständige Beobachtung, beispielsweise im Rahmen einer REFA-Verteilzeitaufnahme, wäre nicht nur aus Datenschutzgründen problematisch, sie wäre auch sehr teuer. Die Multimoment-Studie liefert Aussagen zur Tätigkeitsverteilung statistisch abgesichert mit weniger Aufwand. So können Aussagen getroffen werden, beispielsweise dass ein Mitarbeiter rund 30 % seiner Arbeitszeit mit Kopieren verbringt, wenn dieser Mitarbeiter zu den diversen Beobachtungszeitpunkten bei jener Aktivität entsprechend häufig beobachtet wurde.
Vor- und Nachteile
Als Vorteile der Multimoment-Studie gelten vor allem der vergleichsweise geringere Aufwand gegenüber einer Vollerhebung, die Flexibilität, die variable Genauigkeit der Ergebnisse, ein Höchstmaß an Anpassungsfähigkeit und die schnelle Auswertbarkeit der Daten. Außerdem entstehen keine personengebundenen Daten und die Aufnahme kann jederzeit unterbrochen und zu einem späteren Zeitpunkt fortgesetzt werden. Nachteilig ist, dass die Ergebnisse die statistischen Unsicherheiten aufweisen und keine Ursachen für die erzielten Beobachtungen ermittelt werden. Zeigt eine Multimomentstudie am Ende zum Beispiel nur 50 % Produktionsarbeiten kann die Frage „Warum nur so wenig?“ nicht aus der Studie beantwortet werden.
Geistige Tätigkeiten können nicht durch Außenstehende beobachtet werden. Hier kann eine Variante der MMH, die Multimoment-Selbstaufschreibung zum Einsatz gelangen. Dazu befindet sich PDA-kompatible, einschlägige Software im Angebot. Der PDA meldet sich in zufälligen Abständen, der jeweilige Mitarbeiter tippt dann auf seine gerade ausgeübte Ablaufart. In sinnvollen Abständen werden die PDA durch die Studienleitung ausgelesen, die Daten ausgewertet. Plausibilitätskontrollen und zusätzliche statistische Tests können Hinweise liefern, ob Teilnehmer der Studie „mogeln“. Insgesamt lässt sich der Einfluss wissentlicher Falscheingaben auch durch einen, gegenüber einer fremdbeobachteten MMH-Studie, deutlich erhöhten Beobachtungsumfang kompensieren.
Nachteilig bei der Selbstaufschreibung ist Folgendes: Bei einer konventionell durchgeführten MMH entstehen keine personengebundenen Daten. Die bei einer Person beobachtete Ablaufart repräsentiert sich in einem Strich; ein Datum, welche Person beobachtet wurde entsteht gar nicht erst. Dies macht es den meisten Betriebsräten leicht, einer MMH zuzustimmen. Mit dieser Personenungebundenheit ist es bei der Selbstaufschreibung mit PDAs vorbei. Ganz im Gegenteil: Plausibilitätskontrollen der übernommenen Daten erfordern die Personengebundenheit zumindest bis zu diesem Zeitpunkt der Datenaufbereitung. Damit wird es deutlich schwieriger, eine solche Studie betrieblich durchzusetzen.
Vorgehen
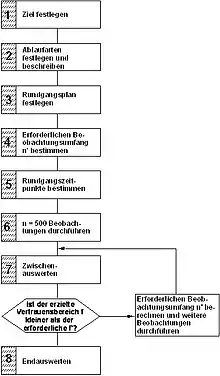
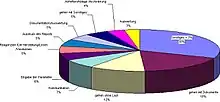
Eine Multimomentaufnahme läuft nach dem im Bild REFA-Standardprogramm Multimomentaufnahme dargestellten achtstufigen Schema ab. Ein Beispiel für ein Ergebnis zeigt das nächste Bild für ein chemisches Qualitätskontrolllabor.
1. Ziel festlegen
Wie bei jeder Datenermittlung ist als erstes das Ziel der Multimomentaufnahme zu formulieren. Damit geht in diesem Falle einher die Festlegung der zugrunde liegenden Arbeitsplätze und der zu erfassenden Menschen und Betriebsmittel. Beispielhafte Ziele sind die Ermittlung von (Zeit-)Anteilen für bestimmte Ablaufarten am Gesamtablauf oder die Beschäftigungsgrade von Mitarbeitern und Betriebsmitteln.
Ein besonderer Vorteil des Multimomenthäufigkeitsverfahrens ist, dass die Aufnahme bei ungewöhnlichen Ereignissen, die das Ergebnis verfälschen würden, jederzeit unterbrochen und dann fortgesetzt werden kann, wenn wieder „normale“ Verhältnisse herrschen. In dem Zusammenhang gilt auch, dass die Studie zu „normalen“ Zeiten (keine Urlaubs- oder Grippewelle) erfolgen sollte – also sinnvollerweise von Februar bis April (vor Ostern) oder September bis Mitte Dezember.
2. Ablaufarten festlegen und beschreiben
Es ist festzulegen, welche Ablaufarten für die Untersuchung relevant sind. Bedingung ist, dass diese Ablaufarten durch kurzzeitiges Beobachten eindeutig identifizierbar sind. Auch sollte man sich auf wenige Ablaufarten beschränken, da jede zusätzliche Ablaufart den erforderlichen Beobachtungsumfang überproportional erhöht. Andererseits müssen die Ablaufarten so gewählt und beschrieben sein, dass alle möglichen beobachtbaren Abläufe auch aufgenommen werden können.
In der Praxis hilft man sich dadurch, dass die jeweilige Ablaufart feiner untergliedert und örtlich sortiert auf dem Beobachtungsbogen aufgeführt wird. So könnte beispielsweise die Ablaufart „Produktionsarbeiten“ bei einem chemischen Betrieb auf dem Rundgangsbogen aufgeführt sein als „Ventile einstellen“, „Behälter befüllen“ und „Einwaagen machen“ etc. Der Beobachter kann so ankreuzen, was er sieht, ohne überlegen zu müssen, welcher Ablaufart diese Beobachtung zuzuordnen ist. Das erhöht die Reliabilität der Aufnahme deutlich.
3. Rundgangsplan festlegen
Die Rundgangswege und die Beobachtungsstandpunkte werden festgelegt und in einem Rundgangsplan skizziert. Ein Beobachtungsstandpunkt ist die räumlich gekennzeichnete Stelle, von der aus die Beobachtung im Augenblick des Vorbeigehens erfolgen soll.
4. Zahl der Beobachtungen festlegen
Die Anzahl der erforderlichen Beobachtungen (Stichprobenumfang) ist abhängig von dem geforderten absoluten Vertrauensbereich f' der Ergebnisse. Dieser Wert gibt ein Intervall (in % vom erhaltenen numerischen Wert) an, in dem der tatsächliche Wert vom in der Multimomentaufnahme ermittelten Wert (bei einer zusätzlich gegebenen Aussagewahrscheinlichkeit, üblicherweise 0,95) entfernt sein kann. Noch einmal: Bei einer Aussagewahrscheinlichkeit von 0,95 und einem f' von 2 % liegt der tatsächliche Wert mit einer Wahrscheinlichkeit 0,95 nicht weiter als ±2 % von dem in der Multimomentstudie ermittelten entfernt. Wäre dieser 100, ist der wirkliche Wert mit einer Wahrscheinlichkeit von 0,95 nicht kleiner als 98 und nicht größer als 102 – mit einer Wahrscheinlichkeit von 0,05 ist er das doch.
Die vermutlich erforderliche Zahl der Beobachtungen n' hängt – bei gegebener Aussagewahrscheinlichkeit – von der gewünschten Genauigkeit f' und dem Anteilswert p der einzelnen Ablaufarten ab. Je größer der Anteil einer interessierenden Ablaufart am Gesamtablauf ist, desto höher wird die Anzahl der erforderlichen Beobachtungen. Der Wert n' wird deshalb nicht für die kleinste überhaupt erwartete Ablaufart ermittelt, sondern für die, die vordringlich von Interesse ist. Auf der Basis einer Aussagewahrscheinlichkeit von 0,95 gilt:

Als praktisches Hilfsmittel zur Bildung der Stichprobe ist bei REFA ein Nomogramm veröffentlicht, das sich heranziehen lässt. Je kleiner der Wert von f' wird, desto mehr Beobachtungen sind bei einem bestimmten Anteilswert p erforderlich. Deshalb sollte keine übertriebene Genauigkeit gefordert werden.
Die Zahl der erforderlichen Rundgänge ergibt sich aus der absoluten Zahl der notwendigen Beobachtungen n und aus der Menge der je Rundgang möglichen Beobachtungen. Je mehr Beobachtungen pro Rundgang, desto weniger Rundgänge sind erforderlich - vorausgesetzt, an jedem Punkt werden auch die gleichen Sachverhalte beobachtet. Ansonsten gelten die gemachten Beobachtungen auch nur für diesen Beobachtungspunkt, und die einzelnen Punkte eines Rundganges markieren dann Beobachtungspunkte verschiedener, paralleler Multimomentaufnahmen.
5. Rundgangszeitpunkte bestimmen
Damit den statistischen Bedingungen genügt und auch eine unbewusste Beeinflussung der Ergebnisse durch den Beobachter ausgeschlossen wird, müssen die Zeitpunkte für die einzelnen Rundgänge zufällig gewählt werden.
Zunächst wird hierzu festgelegt, wie viele Beobachtungen pro Tag durchgeführt werden sollen. Diese hängen vor allem davon ab, wie häufig die jeweiligen Ablaufarten sich verändern. Wechseln sie schnell, können auch viele Beobachtungen vorgesehen werden, wechseln sie selten, dürfen nur weniger häufig Beobachtungen gemacht werden. Weitere Einflussgrößen auf die Rundgangshäufigkeit sind dessen Dauer, die geplante Dauer der Multimomentstudie an sich sowie die Anzahl der einsetzbaren Beobachter.
6. Die ersten 500 Beobachtungen durchführen
Die Rundgänge werden in einem Rundgangsplan festgelegt. Dabei sind die Rundgangszeitpunkte unter Berücksichtigung der Arbeitszeiten und Pausen zufällig festzulegen. Die an den Beobachtungspunkten jeweils vorgefundenen Ablaufarten werden einfach angekreuzt. Wechselt bei einer Beobachtung die Ablaufart, wird diejenige notiert, die beim Eintreffen festgestellt wurde. Werden mehrere gleichzeitig beobachtet, gilt die zuerst bemerkte.
Mit Proberundgängen sollte vor Beginn der eigentlichen Multimomentaufnahme geprüft werden, ob jeder Beobachter jedes Merkmal auch richtig notiert. Dabei können sich die Beobachter auch mit der Aufnahmetechnik vertraut machen. Außerdem kann der Beobachtungsbogen nochmals hinsichtlich seiner Vollständigkeit und Praktikabilität überprüft werden.
7. Zwischenauswertung
Mit zunehmender Anzahl an Beobachtungen ergibt sich eine Verteilung der Häufigkeiten der beobachteten Ablaufarten, die sich zunehmend der wirklichen Verteilung annähert, der Vertrauensbereich wird immer enger. Nach rund 500 Beobachtungen ist gewöhnlich ein geeigneter Zeitpunkt für eine Zwischenauswertung gekommen, in der die ursprünglich geschätzte Verteilung durch die nunmehr näherungsweise ermittelte ersetzt wird. Es wird geprüft, ob die ursprünglich vorgesehene Anzahl von erforderlichen Beobachtungen ausreicht, um die gewünschte Genauigkeit zu erreichen oder ob sich gar die Studie verkürzen lässt.
Auch die neuen Werte lassen sich - in umgekehrter Ablesefolge - aus dem REFA-Nomogramm entnehmen. Rechnerisch gilt für die Ermittlung der erreichten Genauigkeit f die folgende Formel (n: Anzahl der vorliegenden Beobachtungen, p: der für die Ablaufart ermittelte Anteilswert):

8. Endauswertung
Die Endauswertung folgt im Wesentlichen der Vorgehensweise der Zwischenauswertung. Bei Einsatz einer leistungsfähigen Tabellenkalkulation kann eine kontinuierlich erweiterte Zwischenauswertung am Ende der Studie unmittelbar die Endauswertung sein.
In der Praxis empfiehlt es sich, auf den Beobachtungsbögen auch die Orte und die Zeitpunkte von Beobachtungen festzuhalten. Dadurch lassen sich nach der Aufnahme auch noch die Fragestellungen variieren. Zum Beispiel verändern sich die Tätigkeitsverteilungen über den Tagesverlauf oder gibt es Tätigkeiten, die sich an bestimmten (unerwarteten) Orten häufen?
Literatur
- Haller-Wedel, Ernst: Das Multimoment-Verfahren in Theorie und Praxis : ein statistisches Verfahren zur Untersuchung von Vorgängen in Industrie, Wirtschaft und Verwaltung 2. Auflage München: Hanser, 1969 - ISBN 3-446-10543-3.
- Gerlach, Horst; Heinz, Klaus; Simons, Bernard: Das Multimoment Zeitmessverfahren : Grundlagen und Anwendung. Köln: TÜV, 1987 – ISBN 3-88585-401-5.
- Grap, Rolf: Produktion und Beschaffung : Eine praxisorientierte Einführung. München: Vahlen, 1998 – ISBN 978-3-8006-2321-1. S. 205–213.
- REFA - Verband für Arbeitsstudien und Betriebsorganisation e. V. (Hrsg.): Datenermittlung : Methodenlehre des Arbeitsstudiums, Teil 2. 6. Auflage München: Hanser, 1978 - ISBN 3-446-12704-6.
- Schmidt, Götz: Methode und Techniken der Organisation. Gießen: Schmidt, 2001 – ISBN 3-921313-62-7.
- Pock, Erwin: Die Multimoment-Studie als Methode der Informationsgewinnung zur zeitlichen Prozessstrukturierung. Wien: Verband d. Wissenschaftl. Gesellschaften Österreichs, 1974 (Dissertation).
- Manfred Schulte-Zurhausen: Organisation. 4. Auflage München: Vahlen, 2005 – ISBN 3-8006-3205-5.
- REFA - Verband für Arbeitsgestaltung, Betriebsorganisation und Unternehmensentwicklung e.V.: "Methodenlehre der Betriebsorganisation: Datenermittlung." München: Hanser, 1997 – ISBN 3-446-19059-7
Einzelnachweise
- Tippett, Leonard H. C.: Use of the Binomial and Poisson Distribution : A Snap Reading Method of Making Time Studies of Machines and Operations in Factory Surveys. In: Shirley Institute Memoirs 13(1934)11, S. 35–93. Zitiert nach: Brisley, Chester L.: Work Sampling and Group Timing Technique. In: Zandin, Kjell B.: Maynard's Industrial Engineering Handbook. 5. Aufl. New York: McGraw-Hill, 2001. - ISBN 0-07-041102-6. S. 17.47-17.64.