Einguss
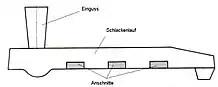
Als Einguss wird in der Gießereitechnik ein Element bezeichnet, welches das Einfüllen von Schmelze aus Ofen oder Gießpfanne in die Gussform erleichtert. Der Einguss kann seitlich der Form, auf dem Oberkasten oder in der Form selbst platziert werden. Der Einguss ist Teil des Einguss-Lauf-Anschnittsystems und wird meist bei Sandguss, aber auch bei Kokillenguss verwendet.
Bestandteile
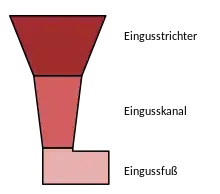
Es existiert eine Vielzahl von Einguss-Bauarten, die jeweils für die verwendete Form optimiert sind. Bei den meisten Eingüssen für Sandformen lässt sich der Einguss in drei Bestandteile unterteilen: Der Eingusstrichter markiert den Beginn des Eingusses, der Eingussfuß liegt am Ende des Eingusses und der Eingusskanal befindet sich zwischen Eingusstrichter und Eingussfuß.
Eingusstrichter
Der Eingusstrichter ist kegelförmig und wird nach oben hin breiter. Neben dem einfacheren Einfüllen der Schmelze stellt er sicher, dass die Schmelze unterbrechungsfrei in die Formen gelangt, da er durch sein Volumen Schwankungen in der Einfüllgeschwindigkeit ausgleichen kann. Um Eingusstrichter in Sandformen herzustellen, verfügen viele Formmaschinen über Einguss-Bohreinrichtungen oder Eingussfräsen.
Aus Keramik bestehende Eingusssiebe oder Eingussfilter können in den Eingusstrichter eingelegt werden und dienen der Zurückhaltung von Ofenschlacke. Eingusssiebe und Eingussfilter gibt es in unterschiedlichen Öffnungsgrößen, mit denen die Strömungsgeschwindigkeit hinter dem Eingusstrichter beeinflusst werden kann.
An der Stelle des Eingusstrichters kann sich auch ein Gießtümpel befinden. Im Gegensatz zum Eingusstrichter ist der Gießtümpel wannenförmig; die Öffnung zum Eingusskanal ist dabei kleiner als die Grundfläche der Wanne.
Eingusskanal
Der Eingusskanal ist das Bindeglied zwischen Eingusstrichter und Eingussfuß und nicht mit dem Lauf des Lauf-Anschnitt-Systems zu verwechseln. Der Eingusskanal ist vertikal positioniert, verjüngt sich nach unten, um das Ansaugen von Luft und die Entstehung von Verwirbelungen zu vermeiden. Dadurch erhöht sich die Strömungsgeschwindigkeit der Schmelze im Verlauf des Eingusskanals und erreicht an dessen tiefsten Punkt ihren höchsten Wert.
Eingussfuß
Der Eingussfuß dient dem Übergang von Eingusskanal zum Lauf und Verringerung der Strömungsgeschwindigkeit im Anschluss an den Eingusskanal. Dieser Effekt kann auf verschiedene Arten erreicht werden:
- Umlenkung der Schmelze um 90° in Kombination mit Querschnittsvergrößerung
- Einsetzen eines Filters, welcher mit seiner Öffnungsgröße die Schmelze abbremst
- Einsetzen eines Kerns, der von der Schmelze beidseitig umspült werden muss
Literatur
- Ernst Brunhuber (Hrsg.): Giesserei Lexikon. Fachverlag Schiele & Schön, 16. Auflage, Berlin 1994, ISBN 3-7949-0561-X, S. 998–1004.