Wälzstoßen
Das Wälzstoßen ist eine Variante des Stoßens und wird zur Herstellung von Verzahnungen auf Wälzstoßmaschinen eingesetzt. Mit Wälzstoßmaschinen können gerade und schräge Innen- und Außenverzahnungen gefertigt werden.






Einsatzgebiet
Haupteinsatzgebiete sind die Herstellung von:
- Innenverzahnungen bei kleineren Stückzahlen
- Innenverzahnungen in Sacklöchern (= nicht-durchgehende Bohrungen)
- Außenverzahnungen bei fehlendem Auslauf, also wenn das Wälzfräsen nicht möglich ist
Beispiele für Werkstücke, die häufig durch Wälzstoßen verzahnt werden:
- Innenzahnkränze für Planetengetriebe
- Kupplungsnaben
- Antriebswellen
Verfahren
Beim Wälzstoßen einer Innenverzahnung bilden Werkstück und Stoßwerkzeug ein Innengetriebe. Das Stoßwerkzeug wälzt dabei wie ein Planet im Hohlrad. Werkstück und Stoßwerkzeug drehen kontinuierlich um ihre Achsen.
Das Stoßwerkzeug macht zusätzlich zu der Drehbewegung eine Hubbewegung und nimmt bei der Abwärtsbewegung Späne vom Werkstück ab. Am unteren Ende der Verzahnung hebt das Werkzeug vom Material ab (siehe Animation), damit die Schneiden bei der Aufwärtsbewegung nicht am Material streifen.
Um die geforderte Zahndicke am Werkstück zu erreichen, fährt das Stoßwerkzeug als dritte Bewegung radial in das Material des Werkstücks.
Werkzeuge
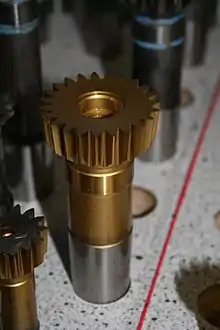
Das Stoßwerkzeug ist im Prinzip ein Ritzel mit Schneidkanten an der unteren Stirnfläche.
Üblich sind Stoßwerkzeuge mit Schaft und Morsekegelaufnahme (Schaftschneidräder) sowie Stoßwerkzeuge in Scheiben- oder Glockenform.
Zur Herstellung werden Werkzeugstähle verwendet, die häufig zur Standzeitverlängerung mit Titannitrid (TiN) oder anderen Schichten beschichtet sind.
Bei der Wahl des Stoßwerkzeuges zur Herstellung von Innenverzahnungen sind einige Punkte zu beachten, da sonst Eingriffsstörungen zwischen Werkstück und Stoßwerkzeug auftreten können:
- Das Stoßwerkzeug muss immer einige Zähne weniger haben als das Werkstück. Sonst könnten Zähne des Stoßwerkzeuges beim Wälzen Teile der Werkstückzähne abtragen, die stehen bleiben müssen. Der erforderliche Zähnezahlunterschied hängt sehr von der Geometrie der Verzahnung ab (Eingriffswinkel, Zahnhöhe, Profilverschiebung von Werkstück und Stoßwerkzeug).
- Die Länge des Stoßwerkzeuges muss für das jeweilige Werkstück ausreichend sein.
Messung
Durch Verändern der Zustelltiefe des Stoßwerkzeuges kann die Zahndicke der Werkstück-Zähne in gewissen Grenzen beliebig gewählt werden.
Da die Zahndicke nicht direkt gemessen werden kann, bestimmt man die Zahndicke in der Regel indirekt durch Messen des Maßes zwischen zwei Rollen, die man gegenüber in die Zahnlücken legt.
Bei ungerader Zähnezahl des Werkstücks liegt gegenüber jeder Lücke ein Zahn. Die zweite Rolle wird daher in eine der Zahnlücken neben dem gegenüberliegenden Zahn gelegt. In der Berechnung des Rollenmaßes wird diese „schräge“ Messung berücksichtigt.
Die Messung mit Rollen oder Kugeln kann bei Innen- und Außenverzahnungen angewandt werden.
Bei Außenverzahnungen wird meist die Zahnweite über mehrere Zähne gemessen. Bei Innenverzahnungen kann die Zahnweitenmessung nur in manchen Fällen angewandt werden und ist oft unsicher.
Diese Messungen können vom Fertiger auf der Verzahnungsmaschine vorgenommen werden. Daneben können alle Verzahnungen auch auf Verzahnungsmessmaschinen oder Koordinatenmessmaschinen vermessen werden.
Hinweise für die Praxis
Für Konstrukteure sind folgende Punkte wichtig:
- Das Stoßwerkzeug muss am (unteren) Ende der Verzahnung aus dem Material austreten, damit der Span abreißt.
Dazu muss unter Umständen ein Einstich hinter der Verzahnung vorgesehen werden, der eine Breite von 5 bis 10 mm nicht unterschreiten darf. Diese Breite wird benötigt, da das Stoßwerkzeug nach dem Austreten aus dem Material zum Abheben etwas überläuft. Außerdem schiebt die Schneidfläche den Span vor sich her, der auch in dem Einstich Platz haben muss. Radien und Fasen im Einstich zählen als Auslauf nicht mit.
- Die Verzahnung darf nicht zu lang sein.
Übliche Wälzstoßmaschinen haben Hublängen von 80 bis 200 mm, seltener bis 400 mm. Daher sollte das untere Ende der zu stoßenden Verzahnung besser nicht tiefer als 200 mm in der Bohrung liegen. Wenn Schaftstoßwerkzeuge verwendet werden müssen, muss die Verzahnungslänge an die üblicherweise vorhandenen Stoßwerkzeuge angepasst werden.
- Dünne, lange Innenverzahnungen sind schwierig zu stoßen.
Das Stoßwerkzeug muss für solche Verzahnungen entsprechend dünn und lang sein, was ein Ausweichen des Werkzeuges unter den Zerspanungskräften begünstigt. Daher können solche Innenverzahnungen nicht so genau gefertigt werden. Je härter der Werkstückwerkstoff, desto problematischer ist die Bearbeitung. In solchen Fällen bietet sich das Räumen oder, bei besonders harten Werkstücken, das Funkenerodieren der Innenverzahnung an.
- Tief in der Bohrung liegende Verzahnungen sollten vermieden werden.
Wenn der Beginn der Verzahnung tief in der Bohrung liegt, ist es sehr schwierig oder teilweise unmöglich, die Verzahnung zu messen. Außerdem ist die Zerspanung auf konventionellen Maschinen ungünstiger, weil das Stoßwerkzeug mit höherer Geschwindigkeit auf das Material auftrifft. Normalerweise ist die Auftreffgeschwindigkeit fast null, da der obere Umkehrpunkt der Hubbewegung knapp über der Werkstückoberfläche liegt. In den Umkehrpunkten ist die Geschwindigkeit null.