Vertikalförderer
Vertikalförderer sind Anlagen der Fördertechnik und werden in der internen Logistik dazu eingesetzt, Produktströme nach oben oder nach unten zu befördern. Vertikalförderer sind häufig in der Vorzone eines Hochregallagers zu finden, aber auch innerhalb von Produktionsprozessen innerhalb der Lebensmittelherstellung, zur Andienung von Palettieranlagen oder einfach für die Überwindung verschiedener Etagen innerhalb eines Gebäudes. Sie transportieren dabei meist ein bestimmtes Ladehilfsmittel oder eine bestimmte Gruppe davon. Mit einem Vertikalförderer werden ein oder mehrere Ebenen einer Fördertechnik (Etagen) miteinander verbunden.

Eine häufig verwendete Lösung sind Steig- oder Senkbänder. Ein solcher Bandförderer, der in einem bestimmten Winkel montiert wird, um einen Höhenunterschied zu überbrücken, kann den Vorteil haben, dass damit ebenfalls eine bestimmte Entfernung zurückgelegt wird. Als Nachteil gilt jedoch, dass dabei viel Nutzfläche verloren geht, da die Vorrichtung und die dafür benötigten Stützen entsprechend viel Platz beanspruchen. Durch die Verwendung eines Spiralförderers oder eines Vertikalförderers kann auf kleinerer Fläche ein größerer Höhenunterschied überbrückt werden und Förderstrecken können flexibler geplant werden. Bei Vertikalförderern besteht die Wahl zwischen einem Stetigförderer (kontinuierlicher Förderer) oder einem Unstetigförderer (diskontinuierlicher Förderer).
Unstetigförderer
Ein diskontinuierlicher Förderer benötigt im Zulauf eine Staustrecke, da ankommende Produkte auf die Aufnahmebereitschaft des Unstetigförderers warten müssen. Der diskontinuierliche Förderer übernimmt das Produkt mit Hilfe einer Plattform oder einer auf diese Plattform montierten Rollenbahn beziehungsweise eines Bandförderers und trägt diese Plattform im Anschluss daran auf eine andere Ebene. Ein solcher Förderer ist wegen der Zykluszeit, die für die Ein- und Ausgabe beziehungsweise für die Auf- und Abwärtsbewegen erforderlich ist, lediglich für geringere Durchsätze brauchbar.
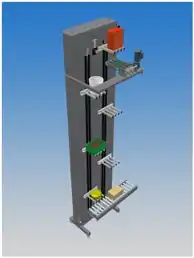
Die Bewegung erfolgt in zwei Achsen:[1]
- y = vertikale Richtung (Hubeinheit)
- z = Gangquerrichung (Lastaufnahmeeinheit)
Die Mechanik besteht aus:
- dem Rahmen, der fest mit dem Gebäude verbunden ist. Am Rahmen befindet sich das Hubwerk (Seil- oder Kettentrieb) und die Führung für den Hubschlitten.
- dem Hubschlitten auf dem das Lastaufnahmemittel (LAM) montiert ist. Der Hubschlitten ist mit einer Einrichtung zur Verhinderung eines Absturzes bei Seil- oder Kettenbruch ausgerüstet (Fangvorrichtung).
Stetigförderer
Bei höheren Durchsätzen sind kontinuierliche Förderer besser geeignet. In dieser Gruppe gibt es zwei verschiedene Lösungen: den Spiralförderer oder den kontinuierlichen Produktförderer. Beide Lösungen können mehrere Produkte bewältigen. Für einen aufrechten Transport von Produkten kann ein kontinuierlicher Produktförderer eingesetzt werden, der in zwei Varianten erhältlich ist: L-Förderer (Mattenförderer) und Gabelförderer. Für den kontinuierlichen Produktförderer wird es in den meisten Fällen notwendig sein, ankommende Produkte im Zulauf aufzustauen, da nicht stetig eine Matte (Mattenförderer) oder eine Gabel (Gabelförderer) verfügbar ist. Bei dem Spiralförderer entfällt die Aufstauung der Produkte, da dieser stetig fördert und stets für die Aufnahme eines Produktes bereit ist, auch wenn die Möglichkeit besteht, den Spiralförderer alternativ anderweitig anzusteuern, so dass dieser dann in der Lage wäre, Produkt um Produkt einzeln aufzunehmen und wieder anzuhalten, so dass eine bestmögliche Auslastung der Transportbahn des Spiralförderers gegeben ist. (z. B. Vorbereitung von Palettenlagen o. ä.).
Spiralförderer

Ein Spiralförderer hat den Vorteil, dass er mit einem minimalen Steuersoftware-Aufwand eingesetzt werden kann, da der Spiralförderer in aller Regel lediglich mit einem Antrieb ausgestattet ist. Auch kann der Spiralförderer mit sehr hohen Durchsätzen arbeiten und je nach Hersteller mit hohen Geschwindigkeiten. Der Spiralförderer benötigt wenig Platz, da keine vor- und nachgelagerte Stautechnik nötig ist, um die Produkte zu vereinzeln. Zwar benötigt der vertikale Transport wegen der Umdrehungen, die das Förderband vollzieht, eine bestimmte Transportzeit, der Spiralförderer kann aber auch zur Aufnahme einer großen Menge von Ware dienen, ist so auch als Warenpuffer nutzbar. Auf der durchgehenden Transportfläche können jegliche Produkte (Kartons, Trays, ShrinkPaks, Flaschengebinde, Kunststoffkisten, primär verpackte Einzelgüter, Druckerzeugnisse, Polybags und andere biegeschlaffe Produkte, Flaschen, Dosen, Eimer, Postpakete, Zeitschriften, Gepäck, Werkstückträger u.v.m.) gefördert werden. Aufgrund der tordierten Transportbahn (Kurve inklusive Steigung) wird ein Produkt auf einem Spiralförderer stets in der Diagonalfläche des Produktes (Diagonal von innen/oben nach außen/unten) getragen. Dies ist zurückzuführen auf den Steigwinkel und auf den Radius, in welchem das Förderband montiert ist. Die transportierende Fläche des Spiralförderertransportbandes ist daher häufig mit einer Friktionsgummierung versehen, die das Produkt während des Transportes stabil auf Position hält. Hier ist es von Bedeutung, dass diese Friktionsgummierung stets über die volle Breite der transportierenden Fläche verläuft, da ansonsten die Haftgummierung nicht unbedingten Kontakt zum Fördergut hält. Wenn ein Produkt während des Transports eine flache Stütze benötigt, ist der Einsatz eines Spiralförderers nicht möglich, dies kann aber praktisch ausgeschlossen werden, da die Spiralfördertechnik sich stets an dem zu fördernden Produkt orientiert und entsprechend mit einem produktspezifisch passenden Steigwinkel hergestellt wird. Der Antriebsmotor eines Spiralförderers kann zudem mit einem Frequenzreglergesteuert werden, so dass eine Abnutzung der so gering wie möglich gehalten werden kann. Produkte, die bei der Eingabe gegeneinander anliegen, können durch eine erhöhte Übernahmegeschwindigkeit des Spiralförderers auf Abstand gebracht werden, so dass die Produkte bei Eintritt in den radialen Bereich des Spiralförderers sich nicht berühren oder wegdrängeln. Wenn die Produkte bei Eintritt in den Spiralförderer gegeneinander anliegen, können sich die Produkte bei Eintritt in den radialen Bereich des Spiralförderers gegenseitig verschränken. Hierdurch können Markierungen am Produkt entstehen oder Störungen an dem Spiralförderer. Dieses Risiko kann steuerungstechnisch einfach reguliert und vermieden werden. Es gibt Hersteller, welche die transportierende Bahn zentral unterseitig führen, ohne dass an den Außenseiten der Transportbahn zusätzliche Unterstützungsführungen (Gleitschienen) aufgebaut sind. Andere flexible Hersteller bieten Spiralförderer mit zentraler Ketten- und innerer/äußerer Unterstützungsführung (Gleitschiene) an. Je nach Hersteller ist es dann ratsam, die Produkte zentriert anzudienen, weil die exzentrische Belastung auf dem Förderband nicht für jedes Produkt geeignet ist. Der konstruktive Aufbau eines Spiral- förderers in Kombination mit dem festen Halt des Fördergutes über eine hohe Friktionskraft der Transportbahn ermöglicht, dass Produkte stets sicher und schonend transportiert werden. Sollten sich Produkte von der nachfolgenden Transportstrecke sich aus welchem Grund auch immer bis in den Spiralförderer zurückstauen, ist die Wahrscheinlichkeit sehr hoch, dass das Produkt oder die Produktträger des Förderbandes beschädigt werden. Daher ist es von Bedeutung, dass wie bei allen anderen technischen Verfahren der Höhenförderung im Nachgang zum Spiralförderer eine Kontrolle auf max. Rückstau des Produktes erfolgt. Dies vermeidet Stillstände im Förderguttransport oder Produktionsverlust innerhalb einer Produktionsanlage.
L-Förderer oder Mattenförderer
Ein L-Förderer oder Mattenförderer ist ein Produktförderer, bei dem die Produkte auf einem Träger liegen, der zwischen einigen Ketten aufgehängt ist. Dabei ist das Risiko einer Produktverschmutzung erheblich, wenn herkömmliche Ketten verwendet werden. Ein solcher Produktförderer hat den Nachteil, dass er einen größeren Steueraufwand erfordert, da vor diesem in den meisten Fällen noch eine Produkt-aufstauende und Produkt-vereinzelnde Förderstrecke notwendig ist und ebenfalls mit angesteuert werden muss. Der Platzbedarf kann in der Breite im Vergleich zu einem Spiralförderer etwas schmaler ausfallen, aufgrund der vorgelagerten stauenden/vereinzelnden Transportbahnen ist jedoch die Länge in Produktionsrichtung gesehen, bei einem Spiralförderer wesentlich geringer. Der Höhenunterschied, der mit nur einem Antriebsmotor überbrückt werden kann, ist nahezu unbegrenzt, jedoch ist die Anzahl der Matten/Gabeln begrenzt und reduziert im Vergleich zum Spiralförderer, so dass der maximal mögliche Durchsatz des L- oder Mattenförderers erheblich begrenzt ist. Dies ist systembedingt durch die gegebene Produkthöhe im Vergleich zum Höhendelta der gewünschten, zu überbrückenden Höhe zu sehen. Zum Überbrücken von größeren Höhenunterschieden können mehrere Spiralförderer aufeinander gestellt und über die zentrale Säule miteinander verbunden werden. Ein weiterer Nachteil eines L-Förderers oder Mattenförderers ist der schwierig zu überwachende Produktübergang bei der Eingabe, wenn kleine oder Fördergüter unterschiedlicher Abmessung transportiert werden, wobei eine fehlerhafte Produktannahme zu einem größeren Folgeschaden am Produkt oder dem L- bzw. Mattenförderer führen kann. Zur Minimierung von derartigen Risiken ist es von Bedeutung, sich fachlich beraten zu lassen, damit Produktschäden, erhebliche Zusatzkosten, Stillstandzeiten oder Produktionsverlust ausgeschlossen oder minimiert werden kann.
Gabelförderer
Ein Gabelförderer bietet mehr Flexibilität in den Aufstellungsmöglichkeiten als ein L-Förderer/Mattenförderer. Ein Gabelförderer ist ein Produktförderer, der die Produkte mit einer Gabel von einem Förderer übernimmt und auf einer anderen Ebene wieder auf einem anderen Förderer aufsetzt. Ein solcher Gabelförderer bietet die Möglichkeit, auch Produkte in einem Winkel von 90 Grad ein- oder auszugeben. Das steigert die Möglichkeiten bei den Ein- und Ausgabekombinationen. Lediglich ein Spiralförderer ist noch flexibler, da die Position des Spiralförderer-Einlaufes in Relation zum Auslauf in einem Winkel von 5 Grad frei wählbar ist und somit in der Flexibilität unerreicht bleibt. Da die Produktträger in oder aus dem Förderer geschoben werden können, kann ein Gabellift ebenfalls als vertikale Sortieranlage verwendet werden. Bei einer solchen Sortieranlage kann auf jeder gewünschten Ebene ein Produkt eingegeben und ausgegeben werden, und es kann mit ein und demselben Produktförderer sowohl nach oben als auch nach unten transportiert werden. Die Leistung, und damit auch der Energieverbrauch des Antriebs ist bei einem Gabelförderer erheblich geringer als bei anderen Systemen, weil lediglich das Produkt transportiert werden muss, und die Gabeln einander im aufsteigenden und absinkenden Teil im Gleichgewicht halten. Hier steht lediglich der Nachteil zu berücksichtigen, dass ein Gabelförderer in der Steuerung komplex ist und speziell bei Kleinprodukten das hohe Risiko gegeben ist, dass diese bei der Einförderung nicht ordnungsgemäß an die Übergabeposition für die Gabel übergeben werden können. Damit ein Schaden an Leib und Leben ausgeschlossen werden kann, ist es zudem von enormer Wichtigkeit, dass der Gabelförderer großräumig mit Schützen (z. B. Zaun) umgeben ist, so dass keine Person, ob Kind oder Erwachsener bis zu dem Bereich der sich stetig mit hoher Geschwindigkeit bewegenden Gabeln vordringen kann, ohne dass der Gabelförderer steuerungstechnisch für diesen Fall automatisch abschaltet und stehen bleibt. Ein anderer Unterschied zwischen dem Gabelförderer und einem L-Förderer oder Mattenförderer ist die Komplexität der Steuerung. Bei einem L-Förderer oder Mattenförderer muss die Ein- und Ausgabe komplett synchron laufen, während dies bei einem Gabelförderer nicht erforderlich ist. Das führt zu einer Steuerung, die einfacher ist, jedoch reduziert sich hierdurch gleichwohl auch direkt die maximal mögliche Anzahl an Fördergütern, die transportiert werden können. Bei Gabelförderern ist es wichtig, dass die Produkte (sofern mehrere gleichzeitig mit einer Gabel transportiert werden sollen) gut ausbalanciert der übernehmenden Gabel übergeben werden, auch wenn dies bei kleineren Produkten innerhalb eines automatisierten Transportprozesses schwierig ist, damit ein Produktverlust oder ein Schaden vermieden werden kann.
Andere Bezeichnungen für Produktförderer
- Warenaufzug
- Produktförderer
- Hebebandförderer
- Vertikalförderer
- Vertical Conveyor
- Vertikal Stetig Förder
- Elevator
- Aufzug/Lift
- Spiral Conveyor
- Spiralförderer
- Mattenförderer
- L-Förderer
- Palettenförderer
Einzelnachweise
- FEM 9.831 Berechnungsgrundlagen für RBG-Hochregallager, Punkt 3, Seite 3