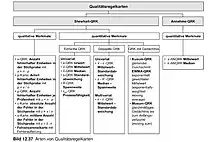
Urwertkarte
Die Urwertkarte ist eine Variante der Qualitätsregelkarten (QRK), die im Qualitätsmanagement zur Auswertung von Prüfdaten eingesetzt wird. Sie dient als Hilfsmittel der Statistischen Prozessregelung (SPC).
Auf der Urwertkarte werden statistische Stichprobenkennwerte über die Zeit grafisch dargestellt und sind Warn- und Eingriffsgrenzen eingezeichnet.[2]
Urwertkarten dienen dem Zweck zu prüfen, ob der Erwartungswert und die Streuung des betrachteten Merkmals gleich den betreffenden vorgegebenen bzw. bekannten oder geschätzten Werten bei ungestörtem Prozess sind. Sie zeigt also die Lage und die Streuung in einer Spur.[3]
Die Voraussetzung für die Verwendung dieser Qualitätsregelkarte ist, dass der Prozess annähernd normalverteilt ist.[4] Die Urwertkarte wird eingesetzt, wenn nur wenige Werte vorliegen, oder als Vorstufe zur regulären Qualitätsregelkarte (QRK).[5] Urwerte können sein: alle Messwerte, Mittelwerte, Standardabweichungen oder Spannweiten.[4]
Aufbau von der Urwertkarte
Grundsätzlich ist der Aufbau von Urwertkarte immer gleich wie die anderen Qualitätsregelkarten. Sie wird etwa wie ein Koordinatensystem aufgebaut:
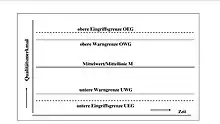
Auf der horizontalen Achse (x-Achse, Abszisse) wird alternativ die Nummer der Stichprobe, der Zeitpunkt der Stichprobenentnahme oder andere eindeutig zuweisbare Informationen zur Stichprobe aufgetragen. Auf der vertikalen Achse (y-Achse, Ordinate) wird das Qualitätsmerkmal, das kontrolliert werden muss, aufgetragen. Die Qualitätsmerkmale sind meist die Messergebnisse bzw. die Werte der Stichprobe.[6]
Als Mittellinie (M) wird der Mittelwert, der aus den Vorlaufuntersuchungen berechnet wird, eingetragen. Die Mittellinie stellt also den Prozessmittelwert µ dar.
Auch setzt man dazu sinnvolle Warn- und Eingriffsgrenzen. Jeweils legt man zwei Grenzen fest, eine Ober- und eine Untergrenze, die den gleichen Abstand zu Mittelinie haben sollen.[1]
Untere und obere Eingriffsgrenze (OEG und UEG):
Wenn ein Wert eine Eingriffsgrenze unter- oder überschreitet, wird eingegriffen. Das heißt, wenn bei Über- oder Unterschreitungen der eingetragenen Höchst- oder Mindestwerte nötig ist, die Ursache zu untersuchen und gegebenenfalls den Prozess zu korrigieren. Die Berechnung der Eingriffsgrenzen erfolgt auf Basis des 99-%-Zufallsstreubereichs”[1]
Untere und obere Warngrenze (OWG und UWG):
Wenn ein Wert eine Warngrenze unter- oder überschreitet, also bei Über- oder Unterschreitung der eingetragenen Höchst- oder Mindestwerte, ist der der Prozess mit einer erhöhten Aufmerksamkeit zu beobachtet. Die Berechnung der Warngrenzen erfolgt auf Basis des 95-%-Zufallsstreubereichs”[1]
Führen einer Urwertkarte
In der Urwertkarte werden festgelegten Zeitpunkten in regelmäßigen Abständen Stichproben eines bestimmten Umfangs genommen. Wie beim Erstellen jeder Qualitätsregelkarte sollte man einen geeigneten Stichprobenumfang (n) und einen sinnvollen zeitlichen Abstand wählen. Stichprobe muss eine festgelegte Stückzahl mindestens 5 haben. Es werden also Stichproben zu je fünf Messwerten eingetragen.[7]
Jetzt wird in den Stichproben-Spalten die tatsächlichen genauen Masse der Teile aus der Stichprobe mit einem Punkt markiert. Wenn bestimmte Werte häufig auftreten, erhalten sie, die gleiche Werte, eine Häufigkeitszahl, die Auskunft über wiederkehrende Fehler geben können.[8]
Nachdem die Stichproben regelmäßig geprüft und all n Messwerte übereinander eingetragen sind, verfährt man durch die Lage von den eingetragenen Messwerten in Beziehung zu den Warn- und Eingriffsgrenzen wie folgt:
- Liegt ein Stichprobenwert innerhalb der Warngrenze, ist der Fertigungsprozess ungestört. Es ist kein Eingriff notwendig.
- Liegt ein Stichprobenwert zwischen Warn- und Eingriffsgrenzen, liegt es ein Verdacht auf eine Störung des Prozesses vor. Der Fertigungsprozess unterliegt ab jetzt erhöhter Aufmerksamkeit. Man entnimmt deshalb sofort eine weitere Stichprobe.
- Liegt ein Stichprobenwert außerhalb der Eingriffsgrenzen, ist der Fertigungsprozess gestört und ist ein Eingriff notwendig. Welche Maßnahmen getroffen werden müssen, hängt davon ab, welche Kenntnisse über den zu regelnden Prozess und die Art der angezeigten Störung vorhanden sind.[1]
„Bei der Urwertkarte werden an der gleichen horizontalen Stelle die Ausprägungen des Merkmals aller Teile einer Stichprobe aufgetragen. Dadurch können Ausreißer, aber auch große Streuungen, einfach sichtbar gemacht werden. Die Werte der Ausprägungen des Merkmals der einzelnen Teile bleiben zudem für nachträgliche Auswertungen erhalten.“[9]
Die Urwertkarte überwacht simultan Lage und Streuung, weshalb es nicht nötig ist, eine s-Karte zu führen. Allerdings kann sie nur eine Vergrößerung von Standardabweichung σ anzeigen. Die Grenzen sind so gelegt, dass alle Urwerte einer zufällig dem unveränderten Prozess entnommenen Stichprobe des Umfangs n mit einer Wahrscheinlichkeit von 99 % innerhalb der Eingriffsgrenzen und mit einer Wahrscheinlichkeit von 95 % innerhalb der Warngrenzen liegen.[1]
Rechnung der Urwertkarte
Die Urwertkarte reagiert sensitiv auf eine Veränderung des Erwartungswerte µ und der Standardabweichung σ. Falls die Merkmalswerte annähernd normalverteilt sind und der Prozessmittelwert µ konstant ist, können Lage und Streuung mit Urwerten überwacht werden.[1]
Die Berechnung der Grenzwerte erfolgt mithilfe der Quantile der Normalverteilung. Die Grenzen und die Mittellinie einer Urwert-QRK sind wie folgt zu bestimmen:[5]





Der Erwartungswert µ und die Standardabweichung σ sind vorgegeben oder bekannt oder durch einen Vorlauf geschätzt. EE und EW sind Konstanten und können aus der Verteilungsfunktion der Normalverteilung berechnet werden.[10]
Eingriffskennlinien von Urwert-Qualitätsregelkarte
Wenn sich die Prozessparameter (Lage und Streuung) verändern, ändern sich auch die Wahrscheinlichkeiten für das Überschreiten der Warn- und Eingriffsgrenzen.
Bei der Bestimmung der Eingriffswahrscheinlichkeit (1 – Pa) in Abhängigkeit von der Verschiebung der Lage von µ auf µt um Δµ = µt - µ und von der Veränderung der Streuung der Verteilung von σ auf σt geht man so vor:[5]
Die Wahrscheinlichkeit P, dass ein Urwert bei dem um Δµ verschobenen Mittelwert und bei der auf σt vergrößerter Streuung innerhalb der Eingriffsgrenzen liegt, ist
P = G(uob) – G(uun)
mit G(u) = Verteilungsfunktion der standardisierten Normalverteilung


Für die Eingriffsgrenzen gilt:


womit für uob und uun folgt


Damit gilt wegen Pa = Pn

Nachfolgend werden zwei Fälle genauer beschrieben:[1]
- Streuung konstant und Lage verschoben (Fall (1))
- Streuung verändert und Lage konstant (Fall (2))
Fall (1): , Δµ ≠ 0

Für die Eingriffswahrscheinlichkeit gilt in diesem Fall

Fall (2): Δµ = 0;

Für die Eingriffswahrscheinlichkeit gilt in diesem Fall

Annahme-Qualitätregelkarte für Urwerte
Als Urwertkarte kann auch eine Annahme-Qualitätsregelkarte konstruiert werden.[11]
Die Urwertkarte wird so angelegt, dass die Eingriffsgrenzen 75 % der Toleranz umfassen, denn eine kostengünstige Fertigung ist nur möglich, wenn die Fertigungsgrenzen maximal 75 % der Toleranz ausnutzen.[6]
Toleranzgrenzen sind Oberer Grenzwert (OGW) und Unterer Grenzwert (UGW). Sie werden auf Prozessregelkarten grundsätzlich nicht eingezeichnet, da sie für Merkmalswerte gelten und nicht für die auf den Regelkarten dargestellten Kenngrößen. Es gilt:[6]
Mittellinie

Obere Eingriffsgrenze OEG = OGW – kE ·σ
Untere Eingriffsgrenze UEG = UGW + kE ·σ
kE ist der Abgrenzungsfaktor, der sich bei einer Annahme-QRK für Urwerte berechnet:[1]

Pa = Nichteingriffswahrscheinlichkeiten
Die Überschreitungsanteile treten nur an der unteren oder oberen Eingriffsgrenze auf. Die Eingriffswahrscheinlichkeit der Annahme-QRK für Urwerte berechnet sich als:

Der Spielraum S der Urwert-Annahme-Qualitätsregelkarte beträgt:


Dabei sind:
T = Toleranzbereich
To,x = Bedarf des Toleranzbereiches, der von der Urwertkarte selbst benötigt wird.[1]
Vorteile der Urwertkarte
Die Urwertkarte überwacht den Prozessmittelwert und die Prozessstreuung gleichzeitig. Dabei werden alle Messwerte eingetragen und damit dokumentiert.
Bei der Urwertkarte ist ein direkter Bezug zu den Prozessergebnissen vorhanden. Es sind keine Berechnungen erforderlich, um eine Urwertkarte zu führen. Deshalb kann ein Prozess direkt nach dem Eintragen der Urwerte ohne Rechnung überwacht werden. So ist die Urwertregelkarte sehr einfach zu führen und wendet man dafür geringe Handhabung auf.[4]
Ein weiterer Vorteil ist, dass die systematischen Einflüsse auf den Prozess sehr gut erkannt werden.[4]
Nachteile der Urwerkarte
Die Überwachung des Prozesses mit einer Urwertkarte setzt aus, dass die Merkmalswerte annähernd normalverteilt sind, was nicht unbedingt realistisch ist.
Die Urwertkarte hat geringe Empfindlichkeit. Zum Beispiel reagiert sie deutlich unempfindlicher auf Veränderungen der Lage des Prozessmittelwertes als die Median-Spur oder die Mittelwert-Spur.[1]
Wenn es viele Messwerte gibt, kann es zu einer schlechten Trennschärfe führt, weil es leicht zu Verwechslungen zwischen Eingriffsgrenzen und Warngrenzen kommen kann. Dabei wird die statistische Aussage relativ gering.[8]
Verwenden der Urwertkarte
Wegen ihrer Nachteile ist die Urwertkarte als Qualitätsregelkarte nicht immer zu empfehlen. Jedoch ist ihr Einsatz in Ausnahmefällen doch empfehlenswert. Empfohlen wird sie zum Beispiel nur bei Einführung einer Prozessregelung, lediglich bei den ersten Schritten, zum Beispiel in Form der Selbstprüfung.[1] Sie kann also als Vorstufen für komplexere Regelkarten erstellt werden.[5]
Wenn nur wenige Werte erhoben werden, zum Beispiel nur die Länge, oder nur der Durchmesser eines Werkstückes, wird auch die Urwertkarte verwendet, um die Prozessergebnisse grafisch darzustellen.[9]
Literatur
- Gerhard Linß: Qualitätsmanagement für Ingenieure. 3., aktualis. Aufl. Hanser, Carl, München 2009
- Edgar Dietrich: Statistische Verfahren zur Maschinen- und Prozessqualifikation. 6., vollst. überarb. Aufl. Hanser, Carl, München 2008
- Hans-Joachim Mittag: Qualitätsregelkarten. Hanser, München 1993
- Benes/Groh: Grundlagen des Qualitätsmanagements. 4. Auflage. München
- Deutsche Gesellschaft für Qualität Arbeitsgruppe Qualitätsregelkarten: SPC 2 – Qualitätsregelkartentechnik. 4. Aufl. Beuth, Berlin 1992
- Klaus Bernecker: SPC 3 – Anleitung zur statistischen Prozesslenkung (SPC): Qualitätsregelkarten, Prozessfähigkeitsbeurteilungen (Cp, Cpk), Fehlersammelkarte. 1. Aufl. Beuth, Berlin 1990
- Walter Masing, 1915–2004, Pfeifer, Tilo 1939-, Schmitt, Robert.: Masing Handbuch Qualitätsmanagement. 6., überarb. Aufl. Hanser, München 2014
- Hans-Joachim Mittag: Statistische Methoden der Qualitätssicherung. 3., überarb. Aufl. Hanser, München 1995
- Michael Marxer: Fertigungsmesstechnik praxisorientierte Grundlagen, moderne Messverfahren. 8., vollst. überarb. u. erw. Aufl. Springer Fachmedien Wiesbaden, Wiesbaden 2015
- Wolfgang Timischl: Qualitätssicherung: statistische Methoden; mit 19 Tabellen. 3., überarb. Aufl. Hanser, München 2002
- Claus Morgenstern: Praxishandbuch Six Sigma: Projektauswahl, Prozessoptimierung, Nullfehlerqualität / [1] [Grundwerk]. WEKA Media, Kissing 2004
Einzelnachweise
- Linß, Gerhard.: Qualitätsmanagement für Ingenieure. 3., aktualis. Auflage. Hanser, Carl, München 2009, ISBN 978-3-446-41784-7.
- Dietrich, Edgar.: Statistische Verfahren zur Maschinen- und Prozessqualifikation. 6., vollst. überarb. Auflage. Hanser, Carl, München 2008, ISBN 3-446-41525-4.
- Mittag, Hans-Joachim.: Qualitätsregelkarten. Hanser, München 1993, ISBN 3-446-17661-6.
- Benes/Groh: Grundlagen des Qualitätsmanagements. 4. Auflage. München 2017, ISBN 978-3-446-45269-5.
- Deutsche Gesellschaft für Qualität Arbeitsgruppe Qualitätsregelkarten: SPC 2 – Qualitätsregelkartentechnik. 4. Auflage. Beuth, Berlin 1992, ISBN 3-410-32827-0.
- Bernecker, Klaus.: SPC 3 – Anleitung zur statistischen Prozesslenkung (SPC) : Qualitätsregelkarten, Prozessfähigkeitsbeurteilungen (Cp, Cpk), Fehlersammelkarte. 1. Auflage. Beuth, Berlin 1990, ISBN 3-410-32821-1.
- Masing, Walter 1915–2004, Pfeifer, Tilo 1939-, Schmitt, Robert.: Masing Handbuch Qualitätsmanagement. 6., überarb. Auflage. Hanser, München 2014, ISBN 3-446-43431-3.
- Mittag, Hans-Joachim.: Statistische Methoden der Qualitätssicherung. 3., überarb. Auflage. Hanser, München 1995, ISBN 3-446-18006-0.
- Marxer, Michael.: Fertigungsmesstechnik praxisorientierte Grundlagen, moderne Messverfahren. 8., vollst. überarb. u. erw. Auflage. Springer Fachmedien Wiesbaden, Wiesbaden 2015, ISBN 978-3-8348-2582-7.
- Timischl, Wolfgang.: Qualitätssicherung : statistische Methoden ; mit 19 Tabellen. 3., überarb. Auflage. Hanser, München 2002, ISBN 3-446-22053-4.
- Morgenstern, Claus.: Praxishandbuch Six Sigma : Projektauswahl, Prozessoptimierung, Nullfehlerqualität / [1] [Grundwerk]. WEKA Media, Kissing 2004, ISBN 3-8111-3330-6.