Computer-aided architectural modeling
Computer-aided architectural modeling (CAAM) ist der computergestützte Herstellungsprozess von Architekturmodellen.

Beschreibung
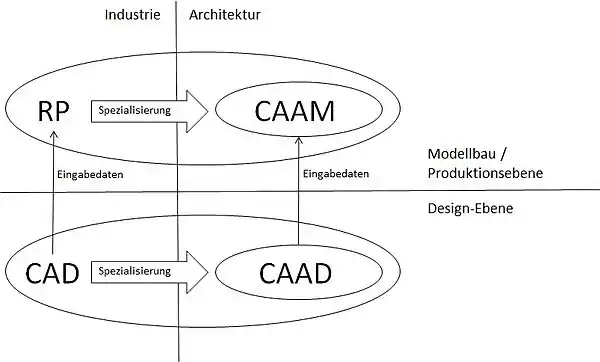
Basierend auf 2D- oder 3D-Eingabedateien des computer-aided architectural design (CAAD)-Prozesses verwendet CAAM vorwiegend Rapid Prototyping (RP) Technologien und Maschinen, um Architekturmodelle mit einer Vielzahl von Materialien in hoher Präzision herzustellen. Ähnlich der Spezialisierung von CAAD aus Computer Aided Design (CAD) im Architektur-Designbereich entwickelte sich CAAM aus Rapid Prototyping (RP) im Architektur-Modellbaubereich.
Das folgende Diagram zeigt die Beziehungen zwischen RP / CAAM und CAD / CAAD:
Geschichte
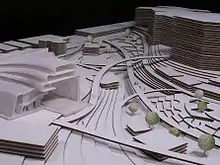
Vor ungefähr 15 Jahren (1997) entdeckte die Architektur in Rapid-Prototyping-Technologien Möglichkeiten, um die Präzision im Architekturmodellbau zu erhöhen. Architekturmodelle waren bis dahin vorwiegend durch Architektur-Modellbauer sehr zeitaufwändig in Handarbeit erstellt worden.
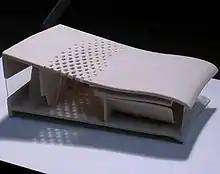
Die Einführung von CAAM ermöglicht Architekten und Studenten, Modelle viel schneller und in hoher Präzision zu erstellen, vom Entwurfsmodell bis zum Präsentationsmodell.
CAAM wurde in den letzten Jahren auch im Architekturstudium immer wichtiger. Es wird den manuellen Architekturmodellbau nicht komplett ersetzen. Aufgrund seiner zunehmenden Einfachheit und verbesserten Zugänglichkeit selbst für kleine Unternehmen und Einzelpersonen hat CAAM jedoch das Potenzial, den Architekturmodellbau zu revolutionieren.
Technologien
Rapid-Prototyping-Maschinen sind sehr interessant für den Architekturmodellbau wegen ihrer Unabhängigkeit von bestimmten Formen und der Möglichkeit, alle Arten von Einzelstücken auf Basis von Computer Aided Architectural Design (CAAD) Eingabedateien zu erstellen. Sie sind nur durch ihren Bauraum eingeschränkt.
2D Laser Cutting


Laser Cutting-Maschinen können Platten verschiedenster Typen und Materialien schneiden oder gravieren:
- Papier und Karton
- Hartschaumplatten
- Holz
- Metall
- Acrylglas und andere Kunststoffe mit hohem Schmelzpunkt
- Ureol
- Stein
RP-Maschinen für CAAM können Materialien mit einer ungefähren Dicke zwischen >0 und 2 cm schneiden, abhängig vom Materialtyp. Alle Materialien können graviert werden mit einer ungefähren Dicke zwischen >0 und 0,5 cm, abhängig von Materialtyp und -dicke.
Laser Cutting-Maschinen sind optimal zur Herstellung von geometrischen scharfkantigen 2D-Formen, welche die Komponenten für komplexe 3D-Gebäudemodelle sind. Sie sind auch sehr gut geeignet zur Herstellung von 2D-Freiformen als Komponenten von 3D-Schichtmodellen wie z. B. Landschaften.
Vorbereitung von Eingabedateien für 2D Laser Cutting:
2D Laser Cutting-Eingabedateien bestehen aus 2D-Vektordaten. Sie können mit allen vektorbasierten Grafikprogrammen erstellt werden, z. B. mit AutoCAD, Rhinoceros, Allplan, Vectorworks, ArchiCAD oder Illustrator.
Die Laser Cutting-Maschinen unterscheiden Vektordaten anhand ihrer Farbe, nicht anhand von Eigenschaften wie Dicke. Die Farben definieren die Schneidreihenfolge, z. B.:
- Zuerst den Fensterrahmen in eine Fassade gravieren (Farbe 1 – Rot),
- dann die Fensterflächen ausschneiden (Farbe 2 – Blau),
- und schließlich den Fassadenumriss ausschneiden (Farbe 3 – Cyan).
Für die 2D-Gravur werden nur Pixeldaten benötigt. Sie können mit allen Programmen erstellt werden, die Pixeldaten verarbeiten können, d. h. nicht nur die o. g. Grafikprogramme, sondern auch einfache Grafikprogramme wie Paint und Photoshop.
3D-CNC-Fräsen
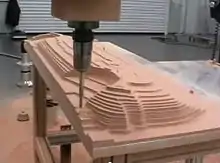
3D-CNC-Fräsmaschinen entfernen Material mit einem Fräsbohrer. Sie können komplexe Oberflächengeometrien in einem Stück mit hoher Präzision (± 0,05 mm) herstellen, perfekt für geschwungene Freiformgeometrien. Diese Maschinen können Materialblöcke verschiedener Typen fräsen:
- Holz
- Ureol und andere Hartschaumblöcke
- Harz
- Metall
- Kunststoffmaterialien wie Acrylglas, Fiberglas und Polystyrol
- Stein
Fräsmaschinen mit 3 Achsen können Objekte fräsen mit Abmessungen bis zu 2 × 3 m, aber nur bis zu einer Höhe von ca. 13 cm. Fräsmaschinen mit mehr als 3 (bis zu 7) Achsen haben einen beschränkten Bauraum, meistens bis zu 50 × 50 × 50 cm wegen der umgebenden Arme, sind aber in der Lage, nach innen gekrümmte Flächen zu erstellen.
Vorbereitung von Eingabedateien für 3D-Fräsen:

Eingabedateien für das 3D-Fräsen können mit Programmen erstellt werden, die in der Lage sind, 3D-Objekte zu entwerfen. Hauptprogramme für diesen Zweck sind Rhinoceros, AutoCAD und ArchiCAD. Die 3D-Dateien müssen in eines der folgenden Dateiformate exportiert werden, um von den Fräsmaschinen erkannt zu werden: .stl, .vrml, .iges
Alle Fräsmaschinen können ein oder mehrere Volumen gleichzeitig lesen, aber nur geschlossene Volumen, selbst wenn diese (direkt) nebeneinander oder überschneidend positioniert sind.
Die oben genannten Richtlinien zur Vorbereitung von Eingabedateien gelten ebenso für alle anderen 3D RP-Technologien wie das 3D-Drucken, 3D Laser Sintering und Stereolithographie.
Stereolithographie
Stereolithographie-Maschinen verwenden einen Laserstrahl, um ein flüssiges Polymer von Schicht zu Schicht auszuhärten. Sie können komplexe Volumen und umschlossene Innenräume erstellen. Diese Maschinen können die folgenden flüssigen Materialien härten:
- Polypropylen (PP), weiß
- USK Solid Grey 3000 (sehr hart)
- Flex 70B (Gummi-ähnlich)
- Xtreme (Harz)
- Nano Tool (Hitzebeständig, sehr dünne Strukturen möglich)
Die Bauraumabmessungen von Stereolithographie-Maschinen sind standardmäßig 50 × 50 × 40 cm (L × B × H), bis hin zu 210 × 70 × 80 cm. Um freischwebende Geometrien zu realisieren, wird Unterstützungsmaterial benötigt. Nach der Herstellung ist die einzige notwendige Nacharbeit die Entfernung des Unterstützungsmaterials (falls vorhanden).
3D-Drucken mit Pulverschichten

3D-Druckmaschinen erstellen eine Pulverschicht und drucken dann einen Pulverkleber entsprechend der Objektgeometrie auf diese Schicht. Dieser Prozess wird von Schicht zu Schicht wiederholt. Sie können auch Volumen innerhalb von Volumen erstellen. Als Material kann Pulvermaterial basierend auf Kunststoff oder Gips verwendet werden, jeweils mit einem speziellen Kleber. Unterstützungsmaterial wird nicht benötigt, da die Geometrie vollständig vom Pulver umschlossen ist, das so als Unterstützungsmaterial dienen kann, wo immer notwendig.
Die Bauraumabmessungen dieser Maschinen sind standardmäßig 15 × 15 × 15 cm (L × W × H) bis hinzu 25 × 25 × 30 cm. Die Pulverschichtdicke liegt zwischen 0,17 mm und 0,25 mm.
Nach der Herstellung ist es sehr empfehlenswert, die Objekte in Harz oder Salzlake zu tränken, um sie widerstandsfähiger zu machen.
Das 3D-Drucken mit Pulverschichten ist die einzige Technologie, die sofort Objekte in beliebigen Farben erstellen kann (vergleichbar mit einem „normalen“ CMYK-Farbdrucker), durch Einfärben des Druckerklebers.
3D-Drucken im Kunststoffschmelzverfahren

3D-Druckmaschinen erstellen das Objekt durch Schmelzen von Kunststoff von Schicht zu Schicht. Sie können auch Volumen innerhalb von Volumen erstellen. Diese Maschinen können Poly Lactic Acid (PLA) oder Acrylnitril-Butadien-Styrol (ABS) Kunststoffmaterialien in verschiedenen einzelnen Farben verwenden, um die Objekte zu bauen.
Um freischwebende Geometrien zu realisieren, ist Unterstützungsmaterial notwendig, welches anschließend entweder aufgelöst oder abgebrochen werden kann, abhängig von der Objektgeometrie.
Die Bauraumabmessungen dieser Maschinen sind standardmäßig 15 × 15 × 15 cm (L × W × H) bis hinzu 25 × 25 × 30 cm. Die Kunststoffschichtdicke liegt zwischen 0,17 mm und 0,25 mm.
Nach der Herstellung ist die einzige notwendige Nacharbeit die Entfernung des Unterstützungsmaterials (falls vorhanden).
3D Laser Sintering
3D Laser Sintering-Maschinen erstellen zunächst eine Pulverschicht. Anschließend wird die Objektgeometrie in dieser Schicht mit einem Laserstrahl „zusammengebacken“. Dieser Prozess wird von Schicht zu Schicht wiederholt. Es können auch Volumen innerhalb von Volument erstellt werden. Die Maschinen verwenden verschiedene Kunststoff- oder Metallmaterialien:
- Polyamide (schwarz, grau, weiß) und Elastomere (schwarz, weiß)
- MaragingSteel, CobaltChrome, StainlessSteel (extrem teuer)
Unterstützungsmaterial wird nicht benötigt, da die Geometrie vollständig vom Pulver umschlossen ist, welches so als Unterstützungsmaterial dienen kann, wo immer notwendig.
Die Bauraumabmessungen dieser Maschinen sind standardmäßig 15 × 15 × 15 cm (L × W × H) bis hinzu 25 × 25 × 30 cm. Die Pulverschichtdicke liegt zwischen 0,1 mm und 0,2 mm. Die Pulverpartikelgröße liegt bei 50 µm.
Aufgrund des sehr harten Materials sind keine Nacharbeiten notwendig.
Siehe auch
- Modell
- Modellbau
- Architekturmodell
- Architekturdarstellung
- Portal:Architektur und Bauwesen
Weblinks
- EUROMOLD: Weltmesse für Werkzeug- und Formenbau, Design und Produktentwicklung