Hannoveraner Lieferkettenmodell
Das Hannoveraner Lieferkettenmodell (HaLiMo) ist ein Referenzmodell vom Institut für Fabrikanlagen und Logistik (IFA), das die Wirkzusammenhänge zwischen den Aufgaben der Produktionsplanung und -steuerung und den logistischen Zielgrößen in den Kernprozessen einer unternehmensinternen Lieferkette kompakt darstellt. Für das Modell haben die Entwickler Vorarbeiten aufgegriffen, wie etwa das Aachener PPS-Modell und das Modell der Fertigungssteuerung nach Lödding.[1][2][3]
Hintergrund
Die Verwirklichung eines auf Logistikkosten und -leistung ausgerichteten Lieferkettenmanagements gewinnt vor dem Hintergrund stark vernetzter überbetrieblicher Lieferketten immer mehr an Bedeutung. Eine an logistische Zielgrößen orientierte Gestaltung der unternehmensinternen Lieferkette ist entscheidend für den Unternehmenserfolg. Die Lieferkette eines Unternehmens zum Kunden setzt sich dabei aus den Kernprozessen Beschaffung, Produktion (Fertigung und Montage) und Distribution zusammen. Diese Kernprozesse werden von übergreifenden Planungs- und Steuerungsprozessen durch Vorgabe von Steuergrößen beeinflusst. Die Ausgestaltung der Planungs- und Steuerungsprozesse wird von zahlreichen Herausforderungen, wie Komplexität, Intransparenz, Dynamik sowie Bereichs- und Kennzahloptimierung, begleitet.[3]
Als vereinfachte Abbildungen der Realität eignen sich Modelle aufgrund ihrer reduzierenden Funktion (Verzicht auf unwichtige Eigenschaften der Realität) und ihrer idealisierenden Funktion (Vereinfachung unverzichtbarer Eigenschaften) zur Überwindung der genannten Herausforderungen.[4] Das Hannoveraner Lieferkettenmodell ist sowohl ein Referenzmodell für die Wissenschaft als auch ein Nachschlagewerk für die Gestaltung und Durchführung der Produktionsplanung und -steuerung (PPS) und somit auch für Unternehmen interessant.
Bei der Namensgebung des Modells ist dem IFA einem weit verbreiteten Irrtum aufgesessen. Korrekt müsste die Bezeichnung Hannoversches Lieferkettenmodell heißen.
Produktionsplanung- und -steuerung
Die Produktionsplanung und -steuerung (PPS) übernimmt eine zentrale Rolle in Produktionsunternehmen. Aufgabe der PPS ist es, den Auftragsdurchlauf durch die unternehmensinterne Lieferkette zu planen und zu steuern. Unternehmen stehen bei der zielgerichteten Umsetzung der PPS jedoch vor zahlreichen Herausforderungen hinsichtlich Transparenz, Komplexität und Abstimmung. Die PPS stellt eine komplexe Aufgabe dar, die unter dynamischen Bedingungen verschiedenen logistischen und wirtschaftlichen Unternehmenszielen unterliegt und dabei Störungen im Produktionsablauf managen muss[5].
Eine weitere wichtige Funktion ist das Produktionscontrolling.
Logistische Zielgrößen
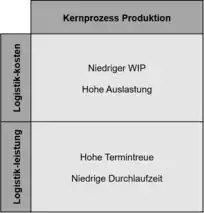
Das übergeordnete Ziel der Produktionslogistik ist die logistische Effizienz. Unternehmen streben eine hohe Logistikleistung bei niedrigen Logistikkosten an. Die Logistikleistung ist mit kurzen Lieferzeiten und einer zufriedenstellenden Liefertermintreue verbunden. Logistikkosten können in Form von Produktions- und Kapitalbindungskosten ausgedrückt werden. Aus Unternehmenssicht werden die Logistikkosten maßgeblich durch den Umlaufbestand und die damit verknüpfte Kapazitätsauslastung beeinflusst.[2] Im Gegensatz dazu werden die Logistikkosten in Lagersystemen anhand der Bestands- und Lagerkosten gemessen. Die logistische Leistung wird durch den Servicegrad definiert. Der Servicegrad ergibt sich aus dem Verhältnis der pünktlich bedienten Nachfragen an das Lager zur Gesamtanzahl an Lagernachfragen, wobei die Lagernachfragen in Anzahl Aufträge oder Anzahl Artikel gemessen werden können.[6] Das resultierende logistische Kennzahlensystem kann verwendet werden, um logistische Zielgrößen für jeden Kernprozess der internen Lieferkette eines Unternehmens abzuleiten.
Funktionsweise des HaLiMo
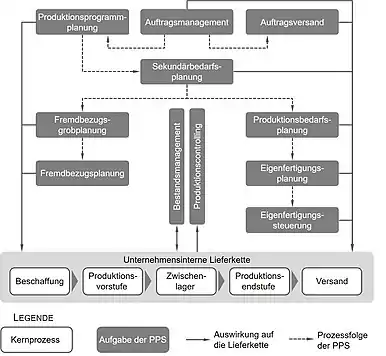
Das Hannoveraner Lieferkettenmodell (HaLiMo) ist ein Rahmenwerk für die Produktionsplanung und -steuerung sowie des Supply Chain Management. Es veranschaulicht die Wechselwirkungen in der unternehmensinternen Lieferkette zwischen den Aufgaben der PPS sowie den logistischen Zielgrößen[7]. Wie auf der schematischen Darstellung rechts zu erkennen, besteht das HaLiMo aus einem PPS-Teil (oberer Bereich) sowie aus einem Lieferketten-Teil (unterer Bereich). Der PPS-Teil bringt die Hauptaufgaben in einen zeitlichen und logistischen Ablauf. Die Hauptaufgaben werden darüber hinaus durch verschiedene Unteraufgaben beschrieben. Die Hauptaufgabe Produktionsprogrammplanung besteht bspw. aus den Aufgaben Absatzplanung, Brutto- und Nettoprimärbedarfsplanung, Ressourcengrobplanung sowie Produktionsfreigabe.
Der Lieferketten-Teil setzt sich aus den Kernprozessen Beschaffung, Produktionsvorstufe, Zwischenlager, Produktionsendstufe und Versand zusammen. In diesem Teil werden die Auswirkungen der PPS-Aufgaben in Form von Soll-, Ist- und Plangrößen auf die logistischen Zielgrößen dargestellt. Die gestrichelten Pfeile in der Abbildung zeigen dabei die Prozessfolgen an, die Übrigen veranschaulichen die Auswirkungen auf die Lieferkette. Eine vollständige Darstellung des Modells kann dem Internetauftritt (halimo.education – siehe weiterführende Links) entnommen werden.
Es existieren verschiedene Wirkzusammenhänge zwischen den Aufgaben der PPS und den logistischen Stell-, Regel- und Zielgrößen in den Kernprozessen der unternehmensinternen Lieferkette. Stellgrößen werden durch die einzelnen PPS-Aufgaben bestimmt und legen als Soll-, Plan- und Ist-Größen den Zugang sowie Abgang von Aufträgen und Material fest. Während Soll-Größen marktseitig festgelegt (bspw. Kundenwunsch) werden, entsprechen die Plan- und Ist-Größen den terminierten oder den tatsächlichen Ab- oder Zugang von Material oder Aufträgen. Durch einen Abgleich von zwei Stellgrößen können Regelgrößen bestimmt werden[2]. Die Regelgrößen stellen somit die Abweichung von Stellgrößen dar. Die Regelgrößen wiederum bestimmen die logistischen Zielgrößen, die sich je nach Kernprozess unterscheiden. Im Kernprozess Produktionsendstufe beeinflusst bspw. die Eigenfertigungsteuerung den Ist-Zugang und Ist-Abgang von Aufträgen in der Fertigung. Ein Abgleich dieser beiden Stellgrößen ergibt die Regelgröße Ist-Work in Process (WIP, engl. für Umlaufbestand). Die Regelgröße Ist-WIP bestimmt wiederum die logistischen Zielgrößen der Produktion (Termintreue, Durchlaufzeit, Auslastung, Work in Progress)[7]. Im Kernprozess Produktionsendstufe beeinflusst bspw. die Eigenfertigungsteuerung den Ist-Zugang und Ist-Abgang von Aufträgen in der Fertigung. Das Prinzip soll im Folgenden ausführlicher beschrieben werden.
Beispiel der PPS-Hauptaufgabe ‚Eigenfertigungssteuerung‘
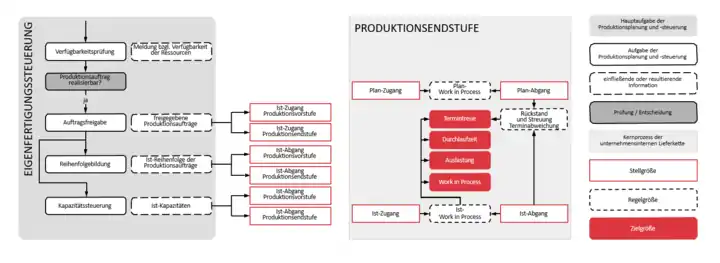
Aufgabe der Eigenfertigungssteuerung ist es, auf Basis der Eigenfertigungsplanung die Produktionsaufträge in die Produktion einzulasten und durch die Produktion zu steuern. Nach einer Verfügbarkeitsprüfung bzgl. Material und Kapazität werden Aufträge freigegeben. Durch die freigegebenen Produktionsaufträge wird bspw. die Stellgröße „Ist-Zugang Produktionsendstufe“ bestimmt. Neben Verfügbarkeitsprüfung und Auftragsfreigabe ist die Reihenfolgebildung und die Kapazitätssteuerung Teil der Eigenfertigungssteuerung. Die Reihenfolgebildung legt die Abarbeitungsreihenfolge von Aufträgen in der Warteschlange an Arbeitssystemen fest. Die Kapazitätssteuerung steuert die an den Arbeitssystemen eingesetzten Kapazitäten. Dies umfasst bspw. Arbeitszeiten und Überstunden der Mitarbeiter oder eine Änderung der Betriebsmittelintensität[2]. Die Kapazitätssteuerung und die Reihenfolgebildung bestimmen schlussendlich die Fertigstellung der Aufträge in der Produktion und somit die Stellgröße „Ist-Abgang Produktionsendstufe“. Durch einen Abgleich der beschriebenen Stellgrößen können Regelgrößen gebildet werden. Diese bestimmen die logistischen Zielgrößen in den Kernprozessen der Lieferkette. Ein Abgleich der Stellgrößen Ist-Zugang und Ist-Abgang in der Produktionsendstufe ergibt bspw. die Regelgröße Ist-Work in Process (WIP, engl. für Umlaufbestand). Die Regelgröße Ist-WIP bestimmt wiederum die logistischen Zielgrößen der Produktion (vgl. Bild) [5].
Weblinks
Einzelnachweise
- Günther Schuh, Volker Stich: Produktionsplanung- und steuerung 1. 4. Auflage. Springer Vieweg, Berlin Heidelberg 2011.
- Hermann Lödding: Verfahren der Fertigungssteuerung: Grundlagen, Beschreibung, Konfiguration. 3. Auflage. Springer Vieweg, Berlin Heidelberg 2016.
- HaLiMo – Integratives Logistikmodell zur Verknüpfung von Planungs- und Steuerungsaufgaben mit logistischen Ziel- und Steuergrößen der unternehmensinternen Lieferkette – Institut für Fabrikanlagen und Logistik. IFA Hannover, abgerufen am 9. April 2021.
- H. Stachowiak: Allgemeine Modelltheorie. Hrsg.: Springer. Springer, Wien 1973.
- Hans-Peter Wiendahl: Betriebsorganisation für Ingenieure. Carl Hanser Verlag GmbH & Co. KG, München 2010.
- Peter Nyhuis, Hans-Peter Wiendahl: Logistische Kennlinien: Grundlagen, Werkzeuge und Anwendungen. 3. Auflage. Springer-Verlag, Berlin Heidelberg 2012.
- M. Schmidt: Beeinflussung logistischer Zielgrößen in der unternehmensinternen Lieferkette durch die Produktionsplanung und -steuerung und das Produktionscontrolling. PZH Verlag, Garbsen 2018.